钢丝生产工艺流程图
钢材销售基本常识

6、SPCE——表示深冲用冷轧碳素钢薄板及钢带,相 当于中国08AL(5213)深冲钢。需保证非时 效性 时,在牌号末尾加N为SPCEN。冷轧碳素钢薄板及 钢带调质代号:退火状态为A,标准调质为S,1/8 硬为8,1/4硬为4,1/2硬为2,硬为1。 表面加工 代号:无光泽精轧为D,光亮精轧为B。 如SPCCSD表示标准调质、无光泽精轧的一般用冷轧碳素 薄板。再如SPCCT-SB表示标准调质、光 亮加工, 要求保证机械性能的冷轧碳素薄板。
7、JIS机械结构用钢牌号表示方法为: S+含碳量+ 字母代号(C、CK),其中含碳量用中间值×100 表示,字母C:表示碳 K:表示渗碳用钢。如碳结 卷板S20C其含碳量为0.18-0.23%。
冷板按用途分牌号有:
DC01(ST12)
表示一般用
DC03(ST13)
表示冲压用
DC04(ST14,ST15)
通过上述的分析,可以看出,前者对产品的质量、尺寸精 度保证起来是具备条件的(特别是加工用材)。 准 高速线材(准高线)其实就是普线中质量较好的线材。
钢板应知常识
一、钢板的分类
1、 按厚度分类: (1)薄板(2)中板(4-25mm)(3)厚板(25-100mm)(4)特 厚板(100mm以上) 2、按生产方法分类: (1)热轧钢板(2)冷轧钢板 2、 按表面特征分类: (1)镀锌板(热镀锌板、电镀锌板) (2)镀锡板 (3)复合钢板(4)彩色涂层钢板 3、 按用途分类: (1)桥梁钢板(2)锅炉钢板(3)造船钢板 (4)装甲钢板 (5)汽车钢板(6)屋面钢板(7)结构钢板 (8)电工钢板 (9)弹簧钢板(10)其他
五、冷拔钢筋
冷拔钢丝是将钢筋用强力拔过比它本身直径还小的硬质 合金拔丝模而成的钢丝。分为甲级和乙级两个级别。 可提高钢筋的抗拉强度和抗压强度,但塑性降低很多, 冷拔低碳钢丝的延性较差,且表面光滑,与混凝土粘结 性差。
钢丝生产工艺流程图
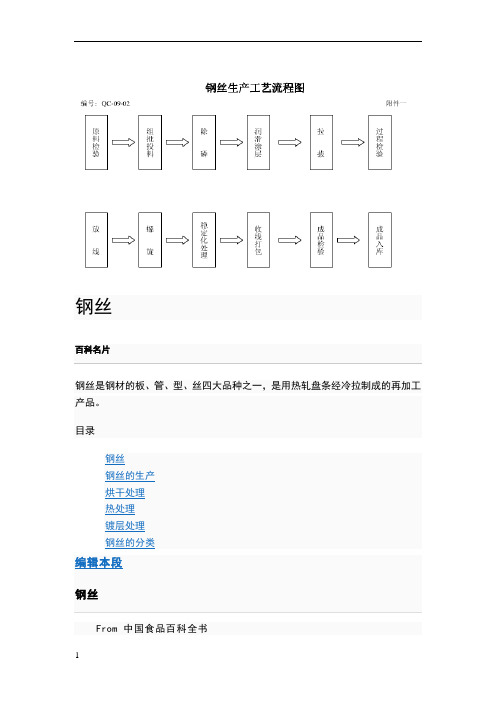
钢丝百科名片钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉制成的再加工产品。
目录钢丝钢丝的生产烘干处理热处理镀层处理钢丝的分类编辑本段钢丝From 中国食品百科全书Jump to: navigation, search[中文]: 钢丝[英文]: steel wire[说明]: 钢丝是钢材的板、管、型、丝四大品种之一,是用热轧盘条经冷拉钢丝制成的再加工产品。
按断面形状分类,主要有圆、方、矩、三角、椭圆、扁、梯形、Z字形等;按尺寸分类,有特细<0.1毫米、较细~0.5毫米、细~1.5毫米、中等~3.0毫米、粗~6.0毫米、较粗~8.0毫米,特粗>8.0毫米;按强度分类,有低强度<390兆帕、较低强度390~785兆帕、普通强度785~1225兆帕、较高强度1225~1960兆帕、高强度1960~3135兆帕、特高强度>3135兆帕;按用途分类有:普通质量钢丝包括焊条、制钉、制网、包装和印刷业用钢丝,冷顶锻用钢丝供冷镦铆钉、螺钉等,电工用钢包括生产架空通讯线、钢芯铝绞线等用专用钢丝,纺织工业用钢丝包括粗梳子、综013、针布和针用钢丝,制绳钢丝专供生产钢丝绳和辐条,弹簧钢丝包括弹簧和弹簧垫圈用、琴用及轮胎、帘布和运输胶带用钢丝,结构钢丝指钟表工业、滚珠、自动机易切削用钢丝,不锈钢丝包括上述各用途的不锈钢丝及外科植入物钢丝,电阻合金丝供加热器元件、电阻元件用,工具钢丝包括钢筋钢丝和制鞋钢丝。
编辑本段钢丝的生产钢丝生产的主要工序包括原料选择、清除氧化铁皮、烘干、涂层处理、热处理、拉丝、镀层处理等。
原料选择见钢丝原料。
清除氧化铁皮指去除盘条或中间线坯表面的氧化铁皮,目的是防止拉拔时氧化铁皮损伤模具和钢丝表面,为后继的涂或镀层处理准备良好的表面条件以及减小拉拔时的摩擦降低拉拔力。
清除氧化铁皮的方法有化学法和机械法两大类,见盘条化学除鳞和盘条机械除鳞。
编辑本段烘干处理盘条或中间线坯经化学除鳞和涂层处理后,为了去除氢和水分需进行低温加热即烘干。
电力金具产品主要工艺流程图

附件1-1
企业生产电力金具产品主要工艺流程图
第1页共3页
企业申请填写内容
企业名称南通赛博通信有限公司填写日期2017年2月10日产品单元
铝铜铝类(悬垂线夹)
工艺流程
图(以框图+箭头方式表述企业生产该产品的实际工艺流程、并以“★”在相应的框图上表示关键工序、质量控制点、特殊过程):
悬垂内外绞丝生产工艺流程图:
★
合格铝合金丝→调试成型机→绞丝下料成型→检验→冲定长→磨二端R →清洗→喷安装标识→编组→组装(套壳、绞丝、胶瓦)→检验→入库
铝壳生产工艺流程图
选材合格铝锭→炉前准备→熔炼→浇铸→开型清理→检测→铸件清理→打磨→钻孔→铆接→检验→入库
★为关键工序、质量控制点
为特殊过程
现场核实后填写内容
审查组核实确认经核实,该企业生产电力金具产品上述生产工艺流程描述与实际相符,企业对关键工序、质量控制点、特殊过程进行了识别,检查组予以确认
注:1.如产品单元生产工艺不同均应分别绘制;
2.如采用非典型工艺的企业,应提交采用非典型工艺的说明;明示所采用的工艺流程、设备工装、加工制作方法等情况,陈述与典型工艺的主要差别(如有)。
.。
奥氏体不锈钢弹簧钢丝生产工艺流程

奥氏体不锈钢弹簧钢丝生产工艺流程:1)流程图:盘条表面处理入库包装检验2)简述:盘条:从上海宝钢等钢厂采购回原料后(Φ5.5—11mm)需进厂检验,包括表面(是否存在结疤、裂纹、折叠、耳子等缺陷)和尺寸检验,还包括力学性能检验,不同炉号原料进行化学元素分析抽检。
表面处理:盘条或经过固溶处理的钢丝沾皮膜剂后烘干,皮膜剂的作用是在钢丝表面形成一层粗糙、多孔、能吸附和携带拉丝粉的载体,拉丝时借助这层润滑载体将拉丝粉带入模具中。
皮膜剂使用为外购指定厂家。
拉丝:依靠冷加工强化达到标准规定或客户要求的强度。
在拉丝前根据其冷加工强化系数,计算总减面率,确定成前尺寸。
成品需经过多道次拉拔,使用6/600、8/450直进式拉丝机。
拉丝模的使用:一般成品线径≥2.0mm以上采用硬质合金模,线径<2.0mm时采用钻石模;拉丝粉的使用:一般粗拔时前2或3道模使用钙皂拉丝粉,其余道次使用钠皂。
固溶处理:采用管式炉将钢丝加热到1000—1100℃左右,保温一段时间后快速淬水冷却,以消除加工硬化,钢丝固溶为连续处理。
检验:主要包括钢丝表面质量、尺寸公差、弹高弹宽及力学性能等项目,分操作工自检及质检员专检两部分,最终由质检员对产品质量进行判定。
包装:包装工根据质检员判定结果,将合格、不合格产品分开。
包装前,清点产品的数量、核对钢号、炉号、规格等,并写好标牌,再使用打包机器,根据产品的不同包装要求进行包装,保证产品在运输过程中不松散。
入库:包装完毕的产品要及时入库,入库要准确过磅,由库管员核对实物的相关信息。
生产全过程贯彻实施GB/T19001-2008《质量管理体系要求》,操作工及质检员按照质量体系文件《作业指导书》内容要求执行。
主体结构工艺流程图

2.2.1混凝土结构(子分部)工程1.框架结构定型组合钢模板施工工艺流程图2.现浇框架结构胶合板大模板施工工艺流程图3.钢筋制作加工工艺流程图4.构造柱、圈梁、板缝钢筋绑扎施工工艺流程图(1)构造柱钢筋绑扎施工工艺流程图(2)圈梁钢筋绑扎施工工艺流程图(3)板缝钢筋绑扎施工工艺流程图5.现浇框架钢筋绑扎施工工艺流程图(1)柱子钢筋绑扎施工工艺流程图(2)剪力墙钢筋绑扎施工工艺流程图(3)梁钢筋绑扎施工工艺流程图(4)板钢筋绑扎施工工艺流程图(5)楼梯钢筋绑扎施工工艺流程图6.水池钢筋绑扎施工工艺流程图7.钢筋电弧焊施工工艺流程图8.钢筋闪光对焊施工工艺流程图(1)连续闪光对焊施工工艺流程流程图(2)预热闪光对焊施工工艺过程流程图9.钢筋电渣压力焊施工工艺流程图10.钢筋气压焊施工工艺流程图11.钢筋冷挤压连接施工工艺流程图12.先张法预应力混凝土施工工艺流程图先张法预应力混凝土施工工艺流程图13.无粘结后张法预应力混凝土施工工艺流程图14.有粘结后张法预应力混凝土施工工艺流程图有粘结后张法预应力混凝土施工工艺流程图15.现浇框架结构混凝土浇筑施工工艺流程图16.预制钢筋混凝土单层排架构件安装施工工艺流程图2.2.2劲钢(管)混凝土结构(子分部)工程1.砖砌体砌筑施工工艺流程图砖砌体砌筑施工工艺流程图2.混凝土中型空心砌块砌筑施工工艺流程图3.砌体砌筑施工工艺流程图砌体砌筑施工工艺流程图4.配筋砌体砌筑施工工艺流程图配筋砌体砌筑施工工艺流程图1.钢结构手工电弧焊焊接施工工艺流程图2.钢结构自动焊焊接施工工艺流程图3.普通紧固件连接施工工艺流程图4.大六角头高强度螺栓连接施工工艺流程图5.抗剪型高强度螺栓连接施工工艺流程图6.钢零部件加工施工工艺流程图施工工艺流程图7.单层钢结构安装施工工艺流程图8.多层及高层钢结构安装施工工艺流程图多层及高层钢结构安装施工工艺流程图9.钢构件组装施工工艺流程图10.钢构件预拼装施工工艺流程图11.压型金属板安装施工工艺流程图12.钢结构涂装施工工艺流程图钢结构涂装施工工艺流程图2.2.5木结构(子分部)工程木(钢木)屋架施工工艺流程图2.2.6网架结构(子分部)工程钢网架结构安装施工工艺流程图。
钢丝网骨架(聚乙烯)复合管技术参数及操作规程
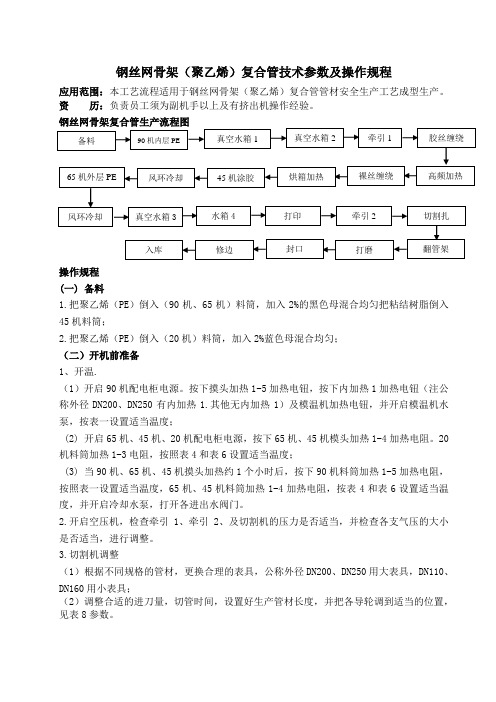
钢丝网骨架(聚乙烯)复合管技术参数及操作规程应用范围:本工艺流程适用于钢丝网骨架(聚乙烯)复合管管材安全生产工艺成型生产。
资历:负责员工须为副机手以上及有挤出机操作经验。
操作规程(一) 备料1.把聚乙烯(PE)倒入(90机、65机)料筒,加入2%的黑色母混合均匀把粘结树脂倒入45机料筒;2.把聚乙烯(PE)倒入(20机)料筒,加入2%蓝色母混合均匀;(二)开机前准备1、开温.(1)开启90机配电柜电源。
按下摸头加热1-5加热电钮,按下内加热1加热电钮(注公称外径DN200、DN250有内加热1.其他无内加热1)及模温机加热电钮,并开启模温机水泵,按表一设置适当温度;(2) 开启65机、45机、20机配电柜电源,按下65机、45机模头加热1-4加热电阻。
20机料筒加热1-3电阻,按照表4和表6设置适当温度;(3) 当90机、65机、45机摸头加热约1个小时后,按下90机料筒加热1-5加热电阻,按照表一设置适当温度,65机、45机料筒加热1-4加热电阻,按表4和表6设置适当温度,并开启冷却水泵,打开各进出水阀门。
2.开启空压机,检查牵引1、牵引2、及切割机的压力是否适当,并检查各支气压的大小是否适当,进行调整。
3.切割机调整(1)根据不同规格的管材,更换合理的表具,公称外径DN200、DN250用大表具,DN110、DN160用小表具;(2)调整合适的进刀量,切管时间,设置好生产管材长度,并把各导轮调到适当的位置,见表8参数。
缠绕机技术参数和操作规程应用范围:本工艺流程适用于缠绕机安全生产工艺成型生产。
资 历:有缠绕机操作经验员工可以负责。
一、缠绕机流程图1.缠绕机的检查(1)开机前要检查导丝头与约束套是否同心,并且不要把胶丝层与裸丝层混乱安装。
根据管材规格安表10布置好钢丝根数,按表11决定好缠绕角度和缠绕机转速 (2)然后把钢丝依次穿过线盘——导丝头——约束套,平均分成4股;(3)把平分的四股过塑钢上和四股螺丝上,依此通过高频加热圈、烘箱、45机摸头、胶风环、65机摸头、外层风环,接上下、左右四股用钢丝扣子扣紧在外牵引管的端口上; 2.当摸头升温约2小时后,对模具的口摸压环裸丝进行调节,使每个裸丝均匀压紧为止。
(整理)跳线的生产流程图
生产流程图:剪光缆--穿零件--配胶--光纤插入--加热固化--去胶--研磨--端面检查--组装--测试--QA抽检--包装。
1) 裁剪光缆:主要就是用芳纶剪根据需要裁剪光缆的长度,然后简单的盘整。
2) 穿零件:这部分主要就是把各种散件提前穿到光纤上面,方便后面的工序。
穿入线材时,依序为胶护套、热缩管、支持管、弹簧,其方向应注意是否正确。
3) 配胶:主要就是通过辅助工具把353nd胶中的partA和partB按10:1的比例调配均匀,并尽量减少气泡。
4) 光纤插入:首先用剥纤钳把光纤的外皮和涂覆层都剥离,然后把调配好的胶水,用针筒或者点胶机注入插芯的尾柄中,接下来通过手工把光纤穿入注有胶水的插芯中并露出部分光纤。
5) 加热固化:把穿好光纤的插芯放入固化炉上面烘烤,直到353nd胶完全固化6) 去胶:首先把固化好的光纤头用切割刀割掉前面露出的多余光纤,然后把光纤头全部装到研磨夹具上面,再用去胶砂纸打磨,以达到去掉插芯头胶的目的。
7) 研磨:将去完胶后的夹具,在研磨机上研磨,一般工艺9u 3u 1u 0.05u,研磨时间和压力与研磨纸有一定的关系。
8) 端面检测:利用放大400倍的端检仪来检查插芯端面的研磨效果怎么样,一般情况下,有黑斑,较大划痕的端面视为不合格,需要重新研磨处理。
9) 组装:把研磨好的插芯和散件一起组装成连接头,并通过压接钳或者压接机把尾套压接好。
10)测试:利用插回损测试仪测量光纤头的主要数据插入损耗和回波损耗,一般要求单模的插损小于等于0.3dB,回波损耗大于等于50dB.更高要求的光纤跳线就需要做3D干涉测试(主要3个数据为顶点偏移、曲率半径、光纤高度)。
11)QA抽检:质检人员对测试后的合格产品进行抽检,以控制质量。
12) 包装:对合格产品进行最后的封装。
问: 光纤研磨机简介光纤研磨机是一款专门用来研磨光纤产品的研磨设备,在光纤行业被广泛应用。
用途光纤研磨机主要用来加工光纤产品的光纤端面,如光纤跳线,尾纤,能量光纤,塑料光纤,器件的预埋短插芯等等。
电力金具产品主要工艺流程图
附件1-1
企业生产电力金具产品主要工艺流程图
企业申请填写内容
企业名称南通赛博通信有限公司填写日期2017年2月10日产品单元
铝铜铝类(悬垂线夹)
工艺流程
图(以框图+箭头方式表述企业生产该产品的实际工艺流程、并以“★”在相应的框图上表示关键工序、质量控制点、特殊过程):
悬垂内外绞丝生产工艺流程图:
★
合格铝合金丝→调试成型机→绞丝下料成型→检验→冲定长→磨二端R →清洗→喷安装标识→编组→组装(套壳、绞丝、胶瓦)→检验→入库
铝壳生产工艺流程图
选材合格铝锭→炉前准备→熔炼→浇铸→开型清理→检测→铸件清理→打磨→钻孔→铆接→检验→入库
★为关键工序、质量控制点
为特殊过程
现场核实后填写内容
审查组核实确认经核实,该企业生产电力金具产品上述生产工艺流程描述与实际相符,企业对关键工序、质量控制点、特殊过程进行了识别,检查组予以确认
2.如采用非典型工艺的企业,应提交采用非典型工艺的说明;明示所采用的工艺流程、设备工装、加工制作方法等情况,陈述与典型工艺的主要差别(如有)。
.
第2页共3页
第3页共3页。
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
输送带生产工艺及流程
产品一、输送带的结构:一般是由两大部分组成:1、抗拉层(骨架层),是输送带的主体,它承担着输送物料的全部负载。
2、盖胶:又分为上盖胶、下盖胶。
作用:保护抗拉层在工作时免受物料的冲击、磨损和耐腐蚀。
(1)上盖胶:也叫承载面、工作面,它是接触物料的一面。
(2)下盖胶:是运行面,它与辊筒很好的紧密结合。
注:一般来说,上盖胶的尺寸大于下盖胶的尺寸。
例:钢丝绳带,它的抗拉层就是根据规格不同、纵向排列的钢丝绳,钢丝绳承担着物料的负载。
它虽有芯胶,但从整体结构排列,分为上盖胶、下盖胶、抗拉层,上盖胶就是紧贴着钢丝绳到面部的这一部分,下盖胶是紧贴着钢丝绳到下面的一部分。
分层带,它的抗拉层是由不同的织物芯组成的。
3、边胶:用来保护抗拉层的边部免受输送带在运行过程中受到损伤而减少输送带的使用寿命。
4、缓冲胶:紧挨着抗拉层,与上盖胶的结合面。
作用:a、增加抗拉层与上盖胶的粘合力。
b、增强抗冲击力。
二、输送带的品种、分类。
A、以抗拉层材料进行分类:1、纤维材料组成的抗拉层。
①帆布芯输送带(以纤维材质来命名)a、棉布带:用棉纤维编织成的棉帆布做成的输送带,历史最长,强力低。
b、维纶带:骨架层是由一种合成纤维维纶丝编织成的,它属于过渡产品,使用不多,我公司未生产过。
c、锦纶带:就是尼龙带,用得最多。
d、涤纶带:就是聚酯带,用得最多。
注:EP布经向用得是涤纶,纬向用得是锦纶,称之为涤锦编织。
e、丙纶带:强度很高,国外使用此带,我国还未开发出来。
②整体带芯输送带以经向是涤纶丝,纬向是锦纶丝,中间掺杂一定的棉丝编织而成,经过PVC糊浸渍、塑化,然后形成整芯输送带。
它在国外70年代问世,80年代在西欧发展得非常快,尤以英国为主,故90年代我国从英国引进整芯带,并采用英国标准,发展很快。
主要用于煤矿井下,一是它的整体结构,二是它要通过浸渍PVC糊,阻燃效果好。
③短纤维定向增强输送带(我厂不多用,属于无层轻型带,中间层把涤纶丝粉碎到5毫米左右覆盖到胶上,)2、金属材料组成的抗拉层。