非载气式激光同轴送粉试验研究_杨洗陈
空调联箱多支管的顺序液压成形方法

指按照先后顺序成形 出不同的支管。具体 的成形顺 序 有两种 。如图 3 ( ) ( )所 示 。图 3 ( ) 的成形 a、 b a 顺序为先成形 出中间两个支管 ,接着成形靠 近中间的 两个 支管 ,以此类推 ,从 中间往两端顺 序成形 。图 3 ( )的成形顺序 为先 成形 出左 边 第一 个 支管 ,接 着 b 成形第二个支管 ,以此类推 ,从一端 到另一 端逐个 成 形支管 。除此之外 ,与顺序成形 方法 相区别 的是多个 支 管同时成形的方法 ,一次成形多个支管 。
( au yo t i s n n ry u nd n nv r t o eh o g , F c h f e a dE eg ,G a g ogU i sy f c nly Ma r l a e i T o
G a gh uG a g o g 0 6 u n zo u n dn 1 0 ,C ia 50 hn )
传统 的空调联箱多支管大多采用焊接成形 ,但这 种成形工艺方法存在 以下不足 :焊接 表面在环境腐 蚀 条件下发 生均匀 腐蚀 ;局部未焊合 、疏松和孔洞等焊
收 稿 日期 :2 1 0 0 1— 3—1 4 基金项 目:国家 自然科学基金资助项 目 ( 0 3 0 6 U 94 0 )
作者简 介 :温华典 (9 6 ,男 ,在读硕士研究生。E—m i:w d0 6 ao.n 18 一) al h2 1@yho c 。
形 结 果 如 图 4所 示 。
图 2 多支管液压成形模 拟的网格 模型
2 2 2 材料 模 型 ..
材料 参 数 为 纯 铜 ,直 径 为 1 m,长 度 为 2 0 2m 5
m m,厚度为 1m m;质 量密 度为 8 9gc . / m ;弹性 模 量为 118×1 .9 0 ;泊松 比为 0 3 。 . 1
粉末同轴送入激光后的热交互作用及熔化行为解析

粉末同轴送入激光后的热交互作用及熔化行为解析粉末同轴送入激光后的热交互作用及熔化行为解析激光加工技术是一种高效、灵活、精确的加工技术,近年来在制造业中得到广泛应用。
其中,粉末同轴送入激光加工技术是一种重要的加工方式,它具有良好的加工控制性和高度可定制性。
本文将对粉末同轴送入激光后的热交互作用及熔化行为进行解析。
首先,我们来探讨粉末和激光之间的热交互作用。
当粉末进入激光束的照射区域时,受到激光的加热作用。
激光能量会被粉末吸收,使其温度升高。
由于粉末在激光束下的吸收率高,强大的吸收作用会导致粉末局部温度迅速升高。
同时,粉末中的光热反应也会加速热的积累,进一步提高局部温度。
其次,我们将研究粉末在激光加热下的熔化行为。
当粉末温度升高到接近或超过其熔点时,粉末开始熔化。
熔化过程中,粉末发生相变,由固态转变为液态。
在熔化过程中,粉末表面张力大大降低,使熔融的粉末更容易流动。
此外,粉末的熔化还会伴随着吸热效应,使粉末周围的温度得以控制,从而保持一定的熔化范围。
随着熔化的进行,粉末会形成液滴并尽快凝固,形成固态结构。
粉末的熔化和凝固是一个动态的过程,液滴形态的改变与激光参数、粉末性质、熔点等因素密切相关。
在粉末熔融之后,其流动性增强,可以通过调整激光参数和粉末材料的选择,使粉末在激光照射下形成所需的形貌和结构。
最后,我们来讨论激光加工中的粉末熔化行为对加工效果的影响。
粉末的熔化行为对加工过程中的能量传递和物质流动起着重要作用。
粉末的凝固速度和结构紧密性对加工的熔化和成形效果有着直接的影响。
因此,在粉末同轴送入激光加工过程中,需要对激光参数进行精确控制和优化,以实现理想的加工效果。
综上所述,粉末同轴送入激光后的热交互作用及熔化行为是激光加工过程中的关键因素之一。
粉末的热交互作用和熔化行为直接影响到加工效果和成形质量。
因此,在粉末同轴送入激光加工中,需要全面理解粉末和激光之间的热交互作用,优化加工参数,进一步提高加工的质量和效率综合以上论述,粉末在激光照射下的熔化行为对激光加工效果起着重要作用。
毕设论文--功高率激光加工同轴送粉系统设计
高功率激光加工同轴送粉系统设计目录1 绪论 (1)1.1本设计研究的目的和意义 (1)1.2本设计国内外研究历史与现状 (2)1.3本设计拟解决的关键问题和研究方法 (4)2 送粉器的方案设计 (6)2.1国内外送粉器的原理及特性 (6)2.2送粉器的性能比较分析 (11)2.4送粉器主要问题分析 (12)2.5送粉器的方案设计 (13)2.5气路设计 (16)2.6本章小结 (20)3送粉器的结构设计 (21)3.1粉轮的结构设计与计算 (21)3.2电动的选择 (22)3.3齿轮齿条的设计计算 (22)3.4轴的结构设计 (23)3.5联轴器的配置 (24)3.6密封器件的配置 (24)4 送粉头的设计 (25)4.1激光加工的光路系统 (25)4.2激光熔覆的送粉方式 (26)4.3送粉喷嘴的设计要求 (28)4.4喷嘴芯的设计 (29)4.3喷嘴座的结构设计 (30)参考文献 (32)谢辞 (34)附录 (35)1 绪论激光熔覆的实验研究始于本世纪70年代,它是通过在基材表面添加熔覆材料,并利用高能密度的激光束使之基材表面薄层一起熔凝的方法,这种表面改性技术自从出现以来,去的了迅速的发展,现已广泛应用于工业行业。
近年来,国际上诞生了一门新兴技术—再造技术,它基于激光熔覆技术,以激光熔覆技术为修复技术平台,加上现代先进制造、快速成型等理念,则发展成为激光再造技术。
作为激光再造系统的重要组成部分送粉器,送粉量的稳定性、均匀性直接关系到熔覆层的质量。
目前,不少科研单位和公司对送粉器进行了技术开发,并推出成功的设备,这些设备根据不同的原理可分为重力式、负压式等。
这些送粉器往往是针对某些特定的的粉末进行开发设计的,普遍存在的问题是:基于超细粉末的特殊性质,它们对输送小雨1um的超细粉末无能为力。
对这一问题的研究已成为激光加工领域的热点。
近年来激光熔作为激光加工技术领域内一个新的研究与开发方向,它是通过不同的添料方式在被熔覆表面机体上放置被熔覆的涂覆材料。
激光熔覆中同轴粉末流温度场的数值模拟_杨洗陈

第29卷 第11期光 学 学 报V ol.29,No.112009年11月ACTA OPTICA SINICANovember,2009文章编号:0253-2239(2009)11-3114-07激光熔覆中同轴粉末流温度场的数值模拟杨洗陈 栗 丽 张 烨(天津工业大学激光技术研究所,天津300160)摘要 在激光同轴送粉熔覆中,由于激光与粉末流相互作用,粉末流整体温度分布直接影响激光熔覆的质量。
基于非预混燃烧模型,将激光相处理为连续性介质,粉末颗粒相看作离散相物质,建立了激光作用下粉末流的质量、动量和能量方程。
用Fluent 软件进行了不同激光功率和粉末流速度条件下粉末流整体温度场数值模拟,讨论了各种参数对温度场分布的影响。
为了验证该模型的准确度,利用CCD 比色测温方法测量了粉末流整体温度场分布。
结果表明,数值模拟与CCD 检测结果具有良好的一致性,数值模拟结果对激光熔覆具有指导意义。
关键词 激光熔覆;粉末流;温度场;数值模拟;Fluent 软件;CCD 相机;温度测量中图分类号 T N 249 文献标识码 A doi :10.3788/AOS 20092911.3114Nume rical Simulation of Temperature Fie ld of Coaxial Powder Flowin Lase r CladdingYang Xichen Li Li Zhang Ye(La ser Pr ocessing Cent er ,T ian jin P olytechnic Un iver sit y ,T ia n jin 300160,Chin a )Abstract I n la ser coaxia l cladding,laser casing qualities are directly affected by temperature field of powder flow for the interaction between laser and powers.According to the model of non -premixed c om bustion,regarding laser beam as c ontinuity medium pha se and powder a s disperse medium phase,the conservation equations of mass,m oment um and energy are established in laser and powder puter simulations of tem perature field in different para meters are finished using Fluent software.Some effects of laser c ladding parameters on temperat ure distribution such as laser power and powder flow velocity are discussed.Temperature field distribution in the powder flow is measured by CCD c amera.It is shown that simulation and experimental results agree well,numeric al simulation of temperature field in powder flow is important for laser cladding.Key wo rds la ser cladding;powder flow;temperature field;num eric al simulation;Fluent software;CCD camera;m ea surments temperature收稿日期:2009-07-20;收到修改稿日期:2009-09-28基金项目:国家自然科学基金(60478004)和天津市科技支撑计划重点项目(08ZCKF GX02300)资助课题。
同轴送粉激光熔覆过程中粉光匹配影响因素及控制研究

.
e pe i e t lr s t ho t e wa s s m ov d u nd e o a e ih t u x rm n a e uls s w h i ti e p a l ng t d w t he a gm e t o a re a l n f c r i r g s fux
第3 3卷 第 5期
21 0 2年 l O月
长 春 工 业 大 学 学 报( 自然 科 学 版 )
J u n lo a g h n Un v r i fTe h n l g ( t r l ce c iin) o r a fCh n c u i e st o c o o o y Na u a in e Ed t y S o
保证 激光 束 的高能 量 密 度 , 光 束 径 尺寸 一 般 均 激
控制 在较 小 的范 围 内变 化 。因 此 , 同轴 送 粉 激 对 光熔 覆而 言 , 现 良好 的粉 光 匹 配 是工 艺 实 施 的 实 关键技 术 , 中意 在 对 影 响送 粉 激 光熔 覆 过 程 中 文
覆材 料喷 嘴特性 的影 响作 用看 作 系统 因素 , 带 其 来 的影 响作用 相对 稳 定 , 响与 控 制 采用 其 它 方 影
法 进行处 理 。而送 粉速率 和 载气 流量是 实施 激光 熔 覆时 的可 变 工艺 参 数 。为 了简 化 分析 过 程 , 只 分 析熔覆 材料 粉束腰 直径 与送 粉速 率 和载气 流量 之 间的关 系 。 首先 假设 熔覆 材料粉 的 流速与 载气 的流 速相 同且 速度 不变 , 同时 假设 熔 覆 材 料 粉 流 动时 粉 体
激光熔覆载气式同轴送粉三维气流流场的数值模拟
收稿日期 : 2009203223 ; 收到修改稿日期 : 2009204203 基金项目 : 科技部国际合作项目 (J G2J D22008001) ,浙江省自然科学基金 ( Y107489) 和浙江工业大学教改项目资助课题 。 作者简介 : 董辰辉 (1983 —) ,男 ,硕士研究生 ,主要从事激光熔覆中送粉过程的数值模拟方面的研究 。
第 37 卷 第 1 期 2010 年 1 月
中 国 激 光
CHIN ES E J OURNAL O F LAS ERS
文章编号 : 025827025 (2010) 0120261205
Vol. 37 ,No . 1 J anuary , 2010
激光熔覆载气式同轴送粉三维气流流场的数值模拟
COMSOL Multip hysics 所提供的应用模型可
以通用于所有形式的不可压缩流体 。
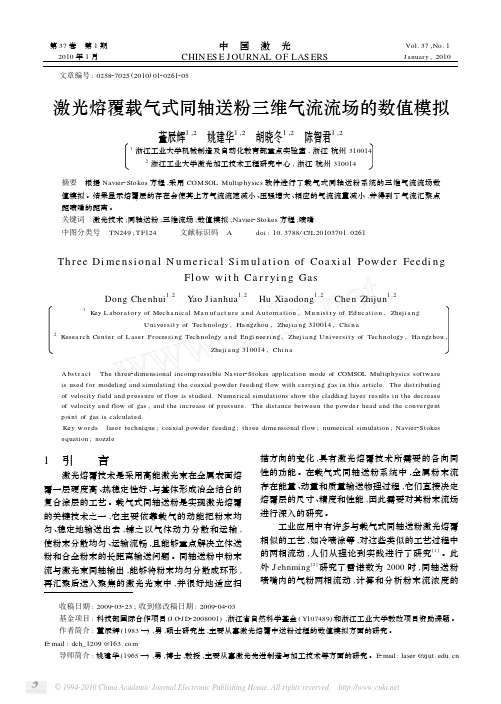
图 1 同轴送粉喷嘴的典型结构 Fig. 1 St ruct ure of coaxial powder feed head
3 数值计算模型
载气式同轴送粉过程中, 送粉的量较小 (5~25 g/ min) ,粉末的存在对气流流场的分布影响 很小 ,所以假设粉末在气流的影响下其空间流场分 布同气流是一样的 ,而主要目的就是对三维气流流 场进行数值模拟 。
Th ree Di me ns i o n al N u me rical Si m ul a t i on of Coa xi al P ow de r Feedi n g Flow wit h Ca r r yi ng Gas
Dong Che nhui1 ,2 Yao J ia nhua1 ,2 Hu Xiaodong1 ,2 Che n Zhijun1 ,2
一种激光制造同轴送粉头[实用新型专利]
![一种激光制造同轴送粉头[实用新型专利]](https://img.taocdn.com/s3/m/4cae036283d049649a6658a2.png)
专利名称:一种激光制造同轴送粉头
专利类型:实用新型专利
发明人:肖荣诗,张正伟,杨武雄,陈铠,左铁钏申请号:CN200520128123.X
申请日:20051028
公开号:CN2869036Y
公开日:
20070214
专利内容由知识产权出版社提供
摘要:本实用新型属于激光材料加工技术领域。
现有技术通有的缺陷为汇聚性能差。
本实用新型的激光制造同轴送粉头,包括送粉头主体(1),在送粉头主体(1)的倾斜面上均匀分布有至少两个贯通的安装斜孔,其特征在于:在上述的安装斜孔中设同轴汇聚气的双层送粉管;在送粉头主体(1)的内部设有汇聚气通道,在外侧壁设有汇聚气进口,汇聚气进口和汇聚气通道相贯通,气体从汇聚气进口进入,再进入汇聚气通道,然后从汇聚气导向管(6)侧壁设的小孔(13)进入双层送粉管的气体通道;汇聚气通道和双层送粉管的安装斜孔相贯穿。
本实用新型送粉稳定,汇聚性能好,粉末利用率高,可较远距离工作和为激光制造提供保护气氛。
申请人:北京工业大学
地址:100022 北京市朝阳区平乐园100号
国籍:CN
代理机构:北京思海天达知识产权代理有限公司
代理人:张慧
更多信息请下载全文后查看。
激光熔覆孔式同轴送粉系统设计及实验研究
激光熔覆孔式同轴送粉系统设计及实验研究周余;杨永强;黄延禄【摘要】为了解决送粉激光熔覆系统中因重力作用发生偏聚及水冷效果差等问题,采用以激光束轴心为中心轴圆周均匀分布送粉孔的方法,设计了一系列孔式同轴送粉喷嘴(主要结构包括激光束通道、保护气体通道、水冷通道、气载送粉通道),从而获得良好的粉末流形态,提高送粉激光熔覆的质量.用该系列喷嘴在竖直(90°),60°,30°和水平(0°)等工况下进行粉末汇集性实验,发现粉末汇集效果良好.通过对Ti和Ni粉末、工具钢和等材料进行熔覆实验,送粉系统输送的粉末稳定、均匀,得到的熔覆样品表面光滑、熔覆层组织均匀,熔覆层与基体呈冶金结合.结果表明,孔式同轴送粉系统较好地满足了激光熔覆对送粉喷嘴的要求,并且能用来进行多种元素粉未的材料合成.所开发的送粉系统适用于材料表面改性和熔覆3维制造.%To solve the problems of unsatisfied water-cooling and deposit deviation induced by gravity during laser cladding, a series of feeding nozzles distributed radially and symmetrically was designed to obtain satisfied powder stream and improve cladding quality (the main structure including laser beam routeway, shielding gas routeway, water-cooling routeway and gas feeding routeway).It was found that the powder pooling was satisfied during experiments conducted under conditions that the angles between the nozzle and horizontal plane were 90°, 60°, 30 °and 0° respectively.Some experiments were also conducted adopting powders of Ti, Ni and tool steel respectively.Powders were fed stably and uniformly during experiments.The cladding samples with smooth surface and homogeneous microstructure were metallurgically bonded with thesubstrate.Experimental results show that the nozzles are satisfactory for powder feeding in laser cladding and can be used for material synthesis of powders.The system is suit for surface modification and 3-D solid fabrication.【期刊名称】《激光技术》【年(卷),期】2011(035)001【总页数】4页(P102-105)【关键词】激光技术;激光熔覆;同轴送粉;粉末流【作者】周余;杨永强;黄延禄【作者单位】华南理工大学,机械与汽车工程学院,广州,510640;华南理工大学,机械与汽车工程学院,广州,510640;华南理工大学,机械与汽车工程学院,广州,510640【正文语种】中文【中图分类】TG156.99引言激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种表面改性技术。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第31卷 第1期2004年1月中 国 激 光CHINESE JOURNAL OF LASERSVol.31,No.1January,2004文章编号:0258-7025(2004)01-0120-05非载气式激光同轴送粉试验研究杨洗陈,王建军,刘运武,王云山,李会山(天津工业大学激光技术研究所,天津300160)摘要 研制了一种非载气式激光同轴送粉系统,粉末流能汇聚输出,其焦点尺寸为<115mm,焦距f p 15~35mm 连续可调。
在二维平面上熔敷消除了方向性影响,多层激光熔敷组织、成分及硬度分布均匀。
与载气式同轴送粉相比,具有较高的粉末利用率(60%~80%)及较高的工业应用价值。
关键词 激光技术;同轴送粉;非载气;熔敷中图分类号 TN 249;TG 665 文献标识码 AResearch on New Coaxial Feed Laser Cladding without Carrying GasYANG X-i chen,WANG Jian -jun,LIU Yun -wu,WANG Yun -shan,LI Hu-i shan(Laser Processin g Center ,Tianjin Polytechnical University ,Tian j in 300160,China)Abstract A new coax ial feed laser cladding system without carrying gas is researched.Its technical characteristics are as follows:the diameter of focused powder stream abou t 1.5mm,focusing length from 15to 35mm adjustable,omnidirection,open space and covenience for operating,uni form distribution of microstructure,chemical contents and microhardness,as well as high powder efficiency about 60%~80%.Key words laser technique;coaxial feed powder;wi thou t carrying gas;cladding.收稿日期:2003-04-14;收到修改稿日期:2003-06-06基金项目:天津市科委(津发财字[2000]第140号)资助项目。
作者简介:杨洗陈(1941)),男,天津工业大学激光技术研究所教授,博士生导师。
主要研究方向为激光材料相互作用和激光加工理论及应用。
E -mail:yangx ich@1 引 言激光熔敷作为一种先进的材料表面强化技术,在工业中已获得若干重要应用[1,2]。
目前激光熔敷多采用侧向送粉的方式,由于它只进行单一方向熔敷,应用上受到了一定的限制。
近年来,同轴送粉技术受到国内外广泛关注[3],它能实现二维平面熔敷。
但多采用载气式送粉,粉末利用率较低(30%~40%)[4]。
实际上,对于二维平面熔敷,只要求实现连续、稳定和无方向性影响的送粉,输送粉末是否采用载流气体并不是必要条件。
本文研制了一种新型的非载气式同轴送粉系统,它具有较高的粉末利用率;能进行全方向二维熔敷,工作空间大;送粉元件与粉末不存在摩擦、挤压现象,不堵粉,输送粉末连续稳定。
2 同轴送粉系统设计非载气同轴送粉系统如图1所示,主要有下列部分组成:非载气式送粉器1,分粉器2,同轴送粉工作头3。
由送粉器输出粉末进入4路分粉器,再进入同轴送粉工作头。
激光束5发出的C O 2激光经光学聚焦系统4,进入同轴送粉工作头3,激光束与粉末同轴地输出,在工件6上会聚,实现激光熔敷。
2.1 送粉器采用转鼓作送粉计量元件,转鼓外表面刻有均匀凹槽,转鼓在电机带动下匀速转动,凹槽从左侧储粉仓定量提取粉末,储粉仓的粉末高度可调。
通过调节转鼓转速和储粉仓的料面高度,实现可调定量送粉,主要技术参数为:送粉量M p =1~100g/min,送粉精度[2%,粉末适用范围:Fe 基,Ni 基和C o 基等自熔性合金粉末,粒度范围为-140目~+320目。
有关送粉器的详细报道见文献[5]。
图1同轴送粉系统示意图Fi g.1Schedule of the coaxial feed lasercladdingsystem图24路分粉器结构Fig.2Scheme of four -path powder divider2.2 分粉器实现激光同轴送粉的一个关键问题在于获得与激光束同轴输出的圆对称均匀分布的粉末流,为此采用多路送粉合成方案。
即令n 路粉末流按360b /n 均等地围绕中心轴线输入送粉工作头的粉管区,分散后每路粉流展成一个弧形粉帘,多路粉帘相接合成一个环形粉帘从中心粉嘴输出。
曾尝试用多个送粉器同步输入送粉工作头,因不够经济和体积过大而采用一个送粉器输出,然后用分粉器将此粉末流分成n 路均等的粉流方案。
分粉器结构如图2所示。
它由进粉口1,分粉圆锥2和n 路出粉孔3组成。
分粉圆锥n 个锥面上具有特殊的弧面结构,圆锥与进粉口位于同一轴线上。
输入粉末流应均匀分布,经分粉圆锥后,则分成n 路流出。
曾取n =3,4,6,8路进行试验,结果发现,采用n =4路即可实现输出均匀环形粉帘,每路分粉量偏差测试结果如下:送粉量为20g/min 时,4路分粉平均偏差<12%,送粉量为30g/min 时,4路分粉平均偏差<10%。
图3光束与粉末流的相互作用关系示意图Fig.3Relationship between laser and powder stream2.3 同轴送粉工作头其设计的基本要求为:输入的4路粉末经工作头后形成以光轴为对称的均匀分布的粉末流;粉末流要具有一定的聚焦性能,其焦距和焦点能可调;为便于操作,粉嘴下方要有适当的空间。
同轴送粉工作头中光束与粉末流的相互作用关系如图3所示。
图中,R 为粉嘴外半径,w 为粉嘴宽度,<为粉嘴口倾角,H 为粉末流发散角。
定义W A 为粉末流上焦点半径,W B 为粉末流下焦点直径,用D f 表示,AB 为粉末流会聚长度,用L f (焦长)表示,f p 为粉末流的焦距。
可以看到,粉末流刚从粉嘴流出后是环形的并呈会聚趋势。
在B 处聚焦后,又以一定角发散,形成圆锥状粉末流。
通过调节<可以改变焦点位置和焦距D f =w +(2R -w )sin <sin Hcos (<-H )(1)f p =(R -w /2)cot <(2)L f =(R -w /2)cot <-(R -w )cot (<+H )(3)从(1)~(3)式可见,粉末流焦点直径D f ,焦距f p 和粉末流会聚长度L f (焦长)是粉嘴几何参数(半径R,粉嘴宽度w 和倾角<)和粉末发散特性H 的函数。
图4~6分别是粉嘴口倾角<与下焦点直径D f ,焦距f p 和粉末流焦长L f 的关系曲线图。
1211期 杨洗陈等:非载气式激光同轴送粉试验研究图4粉末流焦点直径D f 与粉嘴口倾角<的关系曲线Fig.4Curve of D f and <(w =1mm,H =2b)图5粉末流焦距f p 与粉嘴口倾角<的关系曲线Fig.5Curve of f p and <(w =1mm,H =2b)图6粉末流焦长L f 与粉嘴口倾角<的关系曲线Fi g.6Curve of L f and <(w =1mm,H =2b )3 同轴送粉性能试验试验所用设备为HL -5000型5kW -CO 2横流激光器,5轴4联动数控加工机床。
试验用激光熔敷材料分别为Ni02和Ni45合金粉末,粒度均为-140目~+320目。
Ni02化学成分为:0184%C,412%Si,318%B,16%Cr,5%Fe,其余为Ni;Ni45化学成分为:014%C,410%Si,310%B,16%Cr,14%Fe,其余为Ni 。
基体材料为45#钢。
3.1 聚焦性能图7(a)为冷粉流(不通激光)的空间分布形貌照片,(b)为热粉流(通激光)空间分布形貌照片。
可以看到粉末流具有良好的轴对称空间分布均匀性;粉末流形成聚焦,经测试,其焦点直径<115mm,焦距f p 从15~35mm 可调。
图7激光同轴送粉下粉末流图像(a)冷粉流(未通激光);(b)热粉流(通激光)Fig.7Powder stream picture for coaxial feedlaser cladding(a)cooling powder s tream (without laser);(b)heating powder s tream (wi th laser)3.2 送粉熔敷方向性能为了考察同轴送粉工作头激光熔敷的方向性影响,采用沿8个方向上进行激光熔敷试验:让同轴送粉工作头分别沿与x 轴正向夹角H 为0b ,45b ,90b ,135b ,180b ,225b ,270b 和315b 进行单道熔敷。
然后将每个熔敷单道切成三段,用游标卡尺分别测量每个熔敷道的高度和宽度,并取平均值。
激光熔敷工艺参数为:激光功率P =112kW,扫描速度V =3mm/s,焦距f p =300mm,送粉量615g/min 。
激光熔敷方向对熔敷层高度和宽度影响的测试结果分别如图8(a),(b)所示。
由图8可见,沿8个熔敷方向上高度波动平均为01025mm,宽度波动平均为01064mm,表明同轴送粉工作头的各向熔敷性能良好,具备全方向熔敷均匀特性。
3.3 粉末利用率影响粉末利用率主要因素有激光功率P,扫描速度V,光斑直径D 和送粉率M p ,以及工作距离H 。
令基材重量为W s ,在$t 时间内所送粉末重量为W p =M p $t ,熔敷后基材与熔敷层的总重量为W c ,则粉末利用率G =W c -W s W p =W c -W sM p $t =W c -W s M p D /V =(W c -W s )VM p D122中 国 激 光 31卷图8激光同轴送粉方向性对熔敷高度(a)和宽度(b)的影响Fig.8Effect of cladding direction on the track high (a)and track width (b)图9同轴送粉粉末利用率关系曲线Fig.9Efficiency of powder for coaxial feed laser cladding(a)P =1.3kW,f p =20mm;(b)P =1.3kW,M p =10g/min,V =3mm/s图10多层熔敷试样横剖面组织形貌扫描电镜照片A :基材;B :第1层;C:第1,2层分界;D:第2层;E :第2,3层分界;F :第3层;G :第3,4层分界Fig.10SE M picture of microstructure of cross section for multilayers cladding sampleA:base meterials;B :No.1cladded layer;C :interface between No.1and No.2cladded layers;D:No.2cladded layer;E :i nterface between No.2and No.3cladded layers;F :No.3cladded layer;G:interface bet ween No.3and No.4cladded layers图9(a)为激光功率、工作高度一定时,在不同送粉率下测得的粉末利用率与扫描速度的关系曲线,表明粉末利用率随扫描速度增加而减少。