精品电热水壶工艺流程图
电水壶工艺流程图

总装工序 11 综合测试
包装工序 13 清洁壶身
包装工序 15 装吊牌/说明书
包装工序 17 装底座/贴条码/封箱
编制:
流 水 生 产 线
审核:
总装工序 02 装温控器
总装工序 04 装底座盖
维
修
总装工序 06
或
装蒸汽开关
返
工
总装工序 08 插电源线/压线码
总装工序 10
装壶盖
包装工序 12 干烧/老化测试
包装工序 14
贴标签
包装工序 16 壶身/说明书/ 壶盖/装彩盒
包装工序 18
装外箱
批审:
制订部门 制订日期 生效日期
工有限企业 QLS-121A 电水壶工艺步骤图
文件编号 版本号 页次
QLS-ENG-001 A/0
共 1 页第 1 页
总装工序 01 插连接线
总装工序 03 装指示灯
维
总装工序 05
修
装手柄
或
返
工
总装工序 07
装手柄盖
总装工序 09 装底板
电热水器工艺路线图
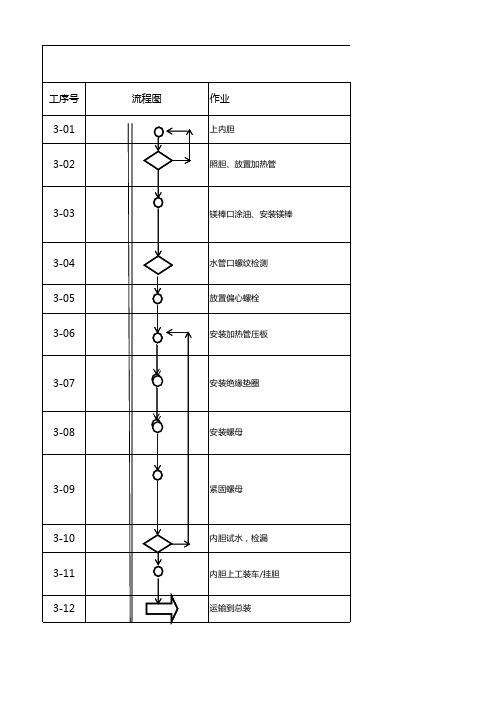
1、加热管紧固到位; 2、镁棒无偏斜。 偏心螺栓放置卡槽内到位 1、检验加热管是否变形; 2、加热管弯管朝向水管一侧; 3、胆口胶垫放正,无偏斜。 1、检验绝缘垫圈是否变形开裂; 2、电阻线安装时电阻朝向法兰内侧。 1、螺母预拧2圈; 2、螺母无装偏; 3、螺母无变形破裂不良。
1、螺母均匀紧固到位; 2、压板均匀压到位; 3、压板无压偏。 1、气压压力达到要求; 2、保压时间达到要求。 1、内胆不能落地放置; 2、加热管方向朝外。 1、内胆无掉落; 2、内胆无碰变形。
3-29 3-30
穿排线,固定排线
放置胆口泡
3-31
注发泡料
3-32 3-35
安装上端盖
穿电源线
3-36 3-37
安装电源线卡套
清理温度表位置发泡料
3-38
卸夹具
3-39
粘贴铭牌、水管口抹胶、放置绝缘水 管
3-40
紧固绝缘水管
3-41 3-42
绝缘水管检测 发泡外观检测
3-43
试气检漏
3-44
返修
1、使用工具将螺母紧固到位
1、取一七芯排线,从排线口传穿入 2、用海绵将其固定在外壳上 1、理顺内胆发泡塑料袋 2、取一胆口泡,将胆口泡放置到位
1、先将发泡机对准胆口泡旁边内胆朔料袋; 2、提前按照注泡工艺参数将机型所需的注泡量设 计好,将注泡管插入主机胆口泡沫旁朔料袋内,然 后按操作参数进行注泡;
1、注意螺钉打到电控板线路; 2、电源板元件完整无缺,焊锡整齐无 连焊脱焊; 3、红色端子、白色端子是否接好; 4、检查连接线是否有破损; 5、检查安装盖是否有污脏、刮花。
1、注意指示灯支架方向正确 2、螺钉只需打前后面三颗,否则防水 盒装不上 3、注意螺钉打到电控板线路; 2、电源板元件完整无缺,焊锡整齐无 连焊脱焊; 4、检查排线端子是否开裂不良; 1、搬运过程中注意掉胆,防止搪瓷爆 裂; 1、不允许使用铁质工装敲击内胆挂 钩; 2、挂钩要砸平整,不能突起或起翘。 1、螺母放置到位; 2、螺母孔与内胆壁挂孔正对。 1、橡塑棉粘贴无歪斜; 2、海绵粘贴到位; 3、检验海绵是否变形,变形退次报废 处理,不得使用。 1、装配过程注意对塑料袋保护,防止 破裂; 1、检验绝缘板是否变形; 2、检验绝缘板无漏装。
(完整版)电热水壶煮水法操作流程
(完整版)电热水壶煮水法操作流程概述本文档旨在提供电热水壶煮水法的完整操作流程。
以下是按步骤详细描述的流程,以帮助使用者正确操作电热水壶。
步骤1. 准备- 确保准备一台电热水壶和所需的水源。
- 检查电热水壶的电源线是否连接到电源插座。
- 确保水壶内没有残留的物质,并将水壶倒置进行清洗和冲洗。
2. 加水- 打开电热水壶的盖子或取下水壶的滤网。
- 缓慢倾倒冷水,确保水不会溅出。
- 根据需要调整加水量,不超过水壶的最大容量标记。
3. 关闭水壶- 关闭电热水壶盖子或重新安装滤网。
- 检查水壶的安全锁是否已经完全关闭。
4. 接通电源- 将电热水壶插头插入电源插座。
- 确保电源插座处于正常工作状态。
- 检查电热水壶上的电源指示灯是否亮起,表示电源已连接。
5. 启动加热- 打开电热水壶上的加热按钮或拨动开关。
- 确保加热按钮已按下或开关已切换到加热模式。
- 等待电热水壶加热水的过程,期间不要移动或触摸水壶。
6. 加热完成- 当电热水壶内水的温度达到沸腾状态时,它会自动切断加热。
- 听到水壶内有煮沸咕咕声,加热过程即表示完成。
- 等待片刻,让煮沸的水稍微冷却一些,以免烫伤。
7. 关闭电源- 关闭电源插座上的开关。
- 将电热水壶的插头从电源插座中拔出。
- 确保电热水壶已完全停止加热。
8. 倒出热水- 轻轻倾斜水壶,将热水缓慢而稳定地倒入杯子或中。
- 注意避免热水溅到皮肤上,以免烫伤。
- 倒出所需的热水量后,立即关闭水壶盖子。
9. 关闭电热水壶- 关闭电热水壶的盖子或取下滤网。
- 温度降低后,彻底清洗水壶和滤网,并确保彻底干燥。
安全提示- 在操作电热水壶时,注意不要让电线接触到水或其他液体。
- 使用电热水壶时,请小心防止烫伤,特别是在加热完成后。
- 在清洁和维护水壶时,请确保电源已完全断开,以避免电击风险。
- 当电热水壶不使用时,应将其放置在儿童无法触及的地方,以防止任何意外发生。
以上就是电热水壶煮水法的完整操作流程。
电热水壶原理示意图

电热水壶原理示意图
我们可以使用一个简单的电热水壶作为示意图。
该电热水壶由以下几个主要部件组成:
1. 壶体:通常由不锈钢或塑料制成,用来容纳水和热源。
2. 加热元件:通常由金属丝制成,被嵌入在壶底或壁内。
当通电时,电流通过加热元件,产生热量以加热水。
加热元件通常由保护套管包裹,以保证安全性。
3. 控制器:通常由热敏电阻、电路板和开关组成。
热敏电阻测量水的温度,一旦水烧开或达到设定温度,控制器将切断电流,停止加热。
4. 过滤网:位于壶口处,用来过滤水垢或其他杂质。
5. 壶盖:用来遮盖壶口,通常带有蒸汽孔,以控制热量和防止水煮溢出。
示意图中的加热元件和控制器之间的连接线代表电流通过加热元件的路径。
控制器和加热元件通过电路板上的电线连接。
整个系统通过电源插头接入电源。
当我们通电时,电流通过加热元件,加热元件会发热,传导热量给水,使水温上升。
同时,热敏电阻会监测水温,一旦水温达到设定值,控制器将自动切断电流,停止加热。
通过这个简单的示意图,我们可以清楚地看到电热水壶的组成和工作原理。
水壶工艺流程
水壶工艺流程水壶是我们日常生活中常见的用具,它不仅具有实用功能,还可以作为装饰品来提升家居品味。
而水壶的制作工艺也是非常复杂和精细的,需要经过多道工序才能完成。
下面我们就来详细介绍一下水壶的制作工艺流程。
原料准备。
水壶的制作原料通常是金属或陶瓷等材质。
对于金属水壶来说,常见的材料有不锈钢、铜、铁等。
而陶瓷水壶则需要选用高温陶瓷材料。
在制作水壶之前,首先需要对原材料进行准备,包括清洗、切割、研磨等工序,确保原料表面光滑、无杂质。
成型。
成型是水壶制作的第一道工序,对于金属水壶来说,通常是通过冲压、拉伸等工艺将金属板材成型成壶体的形状。
而陶瓷水壶则需要通过注塑、轮盘成型等工艺来完成成型工序。
在成型过程中,需要严格控制温度和压力,确保壶体的形状和尺寸符合设计要求。
焊接或粘合。
对于金属水壶来说,成型后的壶体需要进行焊接工艺,将各个部件进行连接。
而陶瓷水壶则需要进行粘合工艺,使用特制的胶水将壶体各部件进行粘合。
在这一工序中,需要确保焊接或粘合的牢固性和密封性,以确保水壶在使用过程中不会出现漏水等问题。
抛光。
抛光是水壶制作中非常重要的工序,它能够提升水壶的外观质感。
在抛光工艺中,需要使用特制的抛光机械对水壶表面进行抛光处理,使其表面光滑、亮泽。
同时,抛光也能够去除表面的氧化层和杂质,提升水壶的质感和观赏性。
装饰。
水壶的装饰工艺通常包括喷涂、印刷、雕刻等多种方式。
在这一工序中,可以根据设计要求对水壶进行装饰,例如喷涂花纹、印刷图案、雕刻花饰等。
装饰工艺能够让水壶更具观赏性,也能够提升其市场竞争力。
烧制。
对于陶瓷水壶来说,烧制是非常关键的工序。
在烧制工艺中,需要将装饰后的陶瓷水壶放入窑炉中进行高温烧制。
烧制温度和时间需要严格控制,以确保水壶的质地和色泽符合设计要求。
烧制完成后,水壶需要进行冷却处理,然后进行质检。
质检和包装。
最后一道工序是质检和包装。
在质检工序中,需要对水壶的各项指标进行检测,包括外观质量、尺寸精度、密封性能等。
电热水器生产工艺流程
电热水器生产工艺流程
《电热水器生产工艺流程》
电热水器是家庭日常生活中必不可少的家电产品,它能够提供热水用于洗浴、洗碗等日常用途。
其生产工艺流程通常包括以下几个关键步骤。
第一步是原材料准备。
电热水器的主要材料包括不锈钢、铝合金、玻璃纤维等。
这些原材料需要进行严格的筛选和检测,以确保其质量符合要求。
第二步是设备生产。
在电热水器生产过程中,需要使用各种机械设备进行冲压、切割、焊接等工艺。
这些设备需要精密调试和维护,以确保生产过程中的高效和安全。
第三步是组装和焊接。
在这一步骤中,各个零件需要进行组装并进行焊接,以确保整个电热水器的结构稳固和密封。
第四步是电器元件安装。
电热水器内部还需要安装各种电器元件,例如加热管、温控器等。
这些元件需要进行精准的安装和连接,以确保电热水器的正常运行。
第五步是漆装和涂装。
在生产过程的最后阶段,需要对电热水器进行喷漆和涂装处理,以提升产品的外观质量和耐用性。
最后是产品检测与质量控制。
在电热水器生产工艺流程中,需要设置严格的质量检测标准和流程,对成品进行全面的检测和
测试,确保产品质量符合标准。
总的来说,电热水器的生产工艺流程是一个复杂而严谨的过程,需要经过多道工序和严格的监控,以确保最终产品的质量和性能能够满足用户的需求。
电水壶生产工艺流程

电水壶生产工艺流程一钢胆生产流程1发热盘:1.1剪料(5300个/人·天)1.2落料拉伸(3700个/人·天)1.3切飞边1.4除油1.5涂板涂料1.6钎焊(7人,500个/人·天)1.7喷砂(2人,1800个/人·天)1.8电气检测(2人,1800-1850个/人·天)这条线有14人,钎焊是用钎料将线圈焊到铝板上。
电气检测是对发热盘线圈加高压,检测线圈是否被击穿,线圈是否漏电。
2 铝板:2.1落料2.2穿钉2.3压钉2.4除油铝板的生产有2人,每天能做6200-6400个,因此这条线不需要全天生产。
3 壶咀:3.1剪料落料3.2预弯3.3成型3.4撕胶纸壶咀的生产有2人,每天能生产7200-7300个,不是全天都生产壶咀。
4 码仔:4.1剪料4.2落料4.3成型4.4攻牙码仔的生产有1人,每天能生产3100-3500个。
5 壶身:5.1剪料5.2落料折弯5.3直缝焊(4人,750-800个/人·天)5.4压焊缝、滚圆5.5拉伸(1人,3500-4000个/人·天)5.6初抛5.7冲顶孔5.8切底边(2人,1950个/人·天)5.9冲水尺孔5.10冲咀孔5.11冲缺5.12翻盖口5.13盖口压平5.14点码仔(2600个/人·天)5.15点壶咀(2500个/人·天)5.16壶咀打磨(再抛)5.17压合清洁5.18压合(2人,1500个/人·天)5.19环焊(2人,1400-1500个/人·天)5.20环焊打磨5.21压底5.22测漏(气压测漏。
加压,压力表读数没有变化判断合格,2800-3000个/人·天)5.23精抛 (1500个/人·天)5.24清洁与装箱抛光共有三次,初抛、再抛和精抛,抛光单独一个车间,有6人。
清洁与装箱也是单独一条生产线,有8人,包括最终检外观,壶身变形、有凹点和刮花等都不合格。
电热水壶设计流程简介

结论:在外壳选材上,消费 者更注重于材料的实用性与 环保。
Tankertanker Design
要素分析
Tankertanker Design
环境分析
适用环境:
电水壶小巧玲珑,不论放在哪里都不会占位置。办公 室的白领、工厂的工人、学校的学生,三口之家、单 身老人这都是必须品,一年四季都可以用来烧开水喝, 每天早上起来喝一杯凉开水,对身体健康,有利于清 理肠道垃圾。
¥11111111111111111111111111111112222222222222222222222222222222222222222222222222222222233333333333333333333333333333 33333333333333333333333333333333333333344444$§¦β↓×√㎜ɡ©≥≧ɑ←‰®↓←≠¥θ¥®÷㎝½ ¼ ¥$§¦β↓×√㎜② ¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧-¥¾ ½ ¼ ¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜↓←≠¥θ¥®÷㎝②¥◎…ɡ©≥≧ɑ←‰®½¼¥$ §¦β↓×√㎜ɡ©≥≧ɑ←‰®↓←≠¥θ¥®÷㎝½ ¼ ¥$§¦β↓×√㎜②¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧-¥¾ ½ ¼ ¥$§¦β↓×√㎜ ½ ¼ ¥$§¦β↓×√㎜≧ɑ←‰ɡ©≥←‰®½¼↓←≠¥θ¥®÷㎝②¥◎…ɡ©≥≧ɑ←‰®½¼¥$§¦β↓×√㎜ɡ©≥≧ɑ←‰®↓←≠¥θ¥®÷㎝½ ¼ ¥$§¦β↓×√ ㎜②¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧-¥¾ ½ ¼ ¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜¥$ §¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜↓×√㎜↓←②¥←‰®½¼←‰®½¼←‰®½¼←‰®½¼←‰®½¼←‰®½↓←≠¥θ¥®÷㎝② ¥◎…ɡ©≥≧ɑ←‰®½¼¥$§¦β↓×√㎜ɡ©≥≧ɑ←‰®↓←≠¥θ¥®÷㎝½ ¼ ¥$§¦β↓×√㎜②¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧ -¥¾ ½ ¼ ¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜↓×√㎜↓←② ¥←‰®½¼←‰®½¼←‰®½¼←‰®½¼←‰®½¼←‰®½¼↓←≠¥θ¥®÷㎝②¥◎…ɡ©≥≧ɑ←‰®½¼¥$§¦β↓×√㎜ɡ©≥≧ɑ←‰®↓←≠¥θ¥®÷ ㎝½ ¼ ¥$§¦β↓×√㎜②¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧¥◎…ɡ©≥≧ɑ←‰®ɡ©≥≧-¥¾ ½ ¼ ¥$§¦β↓×√㎜½ ¼ ¥$§¦β↓×√㎜¥$§¦β↓×√㎜½ ¼ ¥$ §¦β↓×√
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电热水壶工艺流程图
备注:“
编制/日期: 审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:检测钢胆,安装防干烧温控器1
使用工具:十字电批、硅脂专用毛笔
使用物料:壶胆、半圆机丝、防干烧温控
操作方法:1.目测壶胆内外有无刮花,变形问题;2.用毛笔沾上适量的导热硅脂涂抹到温控器双金属感温面上,然后面朝上放置在桌面上摆放整齐;3.将已涂抹好的温控器按正确位置放到钢胆底部螺丝固定柱上,然后用十字电批将3*6机丝锁定到温控器与钢胆螺丝已经固定柱上,然后固定
注意事项: 1.钢胆要符合规格;2.温控器固定不能松动,螺丝要打到位置,导热硅脂不能涂抹太多。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0 工序名称:安装内手柄 2
使用工具:十字电批
使用物料:内手柄、半圆机丝
操作方法:
1.将内手柄按正确位置放到壶胆背面螺丝固定柱上,对好位置;
2.然后用十字电批把3*8带垫机丝放置在手柄与钢胆已对好螺丝孔位上,用其锁紧固定。
注意事项: 1.手柄与钢胆之间配合不能有缝隙,螺丝不能滑牙,打不到位置问题;2.安装前注意手柄是否变形,螺丝规格是否用错。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:连接内部灯线 3 使用工具:尖嘴钳1把
使用物料:灯线、引线
操作方法:1.先用尖嘴钳把灯线两端查到发热盘两端插片上,灯线另一根短线与温控器N极插片连接,再将2号长线与温控器L极插片连接即可。
注意事项: 1.内部连接线的各个端子不能有插错,插断;2.内部灯线排列要顺畅,不能绕在一起;3.灯线规格尺寸市斗符合要求。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:安装指示灯罩,固定壶胆底盖4
使用工具:十字电批
使用物料:指示灯罩、壶胆底盖、半圆自攻
操作方法:1.将灯罩到壶身托侧面灯罩卡位处对准位置,用力压到最佳位置;2.把已经卡好的指示灯罩的底盖放置壶盖底部上方,将指示灯卡到灯罩卡位中心固定;3.再等底盖与壶胆底部扣严并对应螺丝孔位置,放置4*12半元自攻到孔位里面,有是十字电批打紧固定。
注意事项: 1.灯罩要安装到位;2.壶胆与底盖配合没有缝隙或≦0.5mm 3.螺丝要打到位置不能有滑牙,错位或打不紧问题;4.壶胆底部有无变形;底盖有无变形或刮花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:加工上耦器 5
使用工具:十字电批
使用物料:蒸汽开关、开关帽、开关支架、半圆自攻
操作方法:1.先将开关支架安装到手柄上方与其响应位置,对好螺丝孔位;2.把蒸汽开关装入开关支架卡位;3.然后将3*8不锈钢自攻放入开关支架与手柄和蒸汽开关对应螺丝孔位里面,用十字电批锁紧固定;
4.把内部灯线与长引线一端查到蒸汽开关上面插片上,再把开关帽安装到蒸汽开关上的合适位置上即可。
注意事项: 1.蒸汽开关和支架必须安装到位,固定开关和支架螺丝必须打到位置;2.灯线和长引线端必须插到位;
3.开关帽不能装错方向;
4.蒸汽开关手动起跳是否正常;
5.开关帽有无变形缩水情况。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17版本:A/0工序名称:安装手柄面,加工壶盖 6
使用工具:十字电批
使用物料:手柄面、半圆自攻、沉头自攻、壶盖面、壶盖底、壶盖扣手、弹簧
操作方法:1.将手柄面与内手柄前段对应内病装到位,对好卡位用力压入。
2.将弹簧转到壶盖扣手弹簧柱子固定;3.再将壶盖扣手安装到壶盖底板上使可以滑动;4.把壶盖面与前道加工壶盖底组一起。
注意事项: 1.手柄面与手柄配合后之间不能有错位,缝隙,刮手问题,开关灵活;2.螺丝有无打紧塑料件,滑牙,松动;3.手柄之间配合有没有错位,缝隙,刮花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:插连接口7
使用工具:尖嘴钳
使用物料:连接线、电源线
操作方法:1.将电源线的L、N、E(地线)接线端子按下连接器上L、N、E对应插片(黄/绿接地线,棕色接L极,蓝色接N极),插上相同位置即可。
注意事项: 1.先插地线端子,在插两线端子后插火线端子;2.端子插口是否过大,有无扎破现象。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:打压线片8
使用工具:十字电批
使用物料:压线片、底座面、底座盖、电线、半圆自攻
操作方法:1.将连接器放入底座连接器卡位处;
2.再将电源线装到压线片卡位槽上,装上压线片压紧后,放入3*8普通半元自攻锁紧固定。
注意事项: 1.连接器与电源线要卡紧,不能偏位;2.电源线绕到压线片卡位时其线长,不能过长过短。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:总装9
使用工具:十字、H头、电批
使用物料:底座下盖、半圆自攻、H头自攻
操作方法:
1.将已装好压线片的底盖上盖面朝下,再把底座下盖扣紧上盖,并对准螺丝孔位,放入3*10半元自攻到底座下盖一边两个孔
位锁紧固定; 2.所进一边两个孔位后,在把3*10H头自攻放入另一边孔位用H头电批锁紧固定。
注意事项:
1.底盖下面要扣严合不得有松动;
2.H头自攻螺丝用均力打紧到位;
3.螺丝有没打紧或打捏等现象;
4.用H头电批时不能将塑料打花。
编制/日期:审核/日期:
电热水壶作业指导书
编号:-QC-17 工序名称:粘贴铭牌及包装10
使用工具:———
使用物料:铭牌、说明书、包装胶袋、泡沫纸箱
操作方法:1.将相应规格的铭牌分别粘贴在电热水壶底座及壳身的下面;2.打开纸箱,底部用封口胶封好口,将成品电热水壶套上胶袋,放入说明书及保修卡;3.再将泡沫垫套在产品上下两端慢慢放入纸箱内,并用封口胶封好口。
注意事项:铭牌壳身及底座都需加贴,粘贴铭牌时不可起泡及皱折现象。
编制/日期:审核/日期:。