变压器油箱制作指导书
电力变压器监造作业指导书——南网公司

一、监造目的及范围:为了更好的保证电力变压器的制造质量,避免变压器在网运行中产生过热、绝缘损坏、放电、漏油、爆炸等风险,有效指导变压器监造人员开展监造工作,把电力变压器制造过程中存在的质量问题消灭在产品出厂前,特制定本作业指导书。
适用范围:本作业指导书适用于南方电网公司110kV及以上电力变压器在制造期内进行的驻厂监造工作。
特别说明:监造工作不代替制造企业对产品质量的保证。
二、监造工作依据的标准和技术文件:1、国家标准、行业标准及南方电网企业标准;2、设备采购合同及其附件(含:订货技术协议等);3、生产厂家的工艺文件(含标准);4、三方或双方的会议纪要;5、本作业指导书;三、见证作业内容说明:见证方式分为:文件见证(R)、现场见证(W)、停工待检(H);见证依据以下几部分进行见证:标准要求栏的内容可根据技术协议或厂家的工艺标准填写;见证结果栏根据见证内容填写相应的数据,并根据标准要求的数据给予判断;备注栏是对相应见证结果补充,主要填写见证照片或见证相关文件(监造通知单、监造联络单等)的文件编号。
或是对见证情况不符合的简要描述。
(一)、管理体系及作业环境:1 原材料和外购件的质量直接影响到变压器本身的质量,监造人员应熟悉技术协议中原材料和外购件的要求,并按要求对原材料和外购件进行查验。
2 监造人员须核对原材料和外购件的出厂证明或入厂检验记录,应满足相关国家标准和变压器生产企业验收标准。
3 监造人员应根据订货协议中对原材料和外购件的型号、技术参数、生产厂家的要求,核对实物是否相符。
(三)、变压器生产过程:1、油箱制造2、铁心制作4、器身装配5、总装配(四)、变压器试验1、变压器出厂试验的试验项目以订货技术协议的要求为主,监造人员必须了解技术协议要求的试验项目,并对试验全过程进行监督、见证。
2、发往变电站现场的套管必须随变压器本体一起做绝缘耐受试验。
(五)、包装、入库和发运。
【优质】变压器作业指导书-范文模板 (12页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==变压器作业指导书篇一:变压器作业指导书第一章工程概况1-1.110KV升压站新建工程#1主变。
采用西安变压器厂生产的OSFPSZ7—500000/110型变压器,调压装置为瑞典ABB公司生产的有载调压开关, 1-2.本台变压器安装的主要工作有:芯部检查、大皮垫更换、高中低压侧套管安装、油枕安装及散热器、净油器、瓦斯继电器、释压器及附件安装等。
第二章作业指导书的编制依据2-1.GBJ148—90《电气装置安装工程电力变压器、油浸电抗器、互感器施工及验收规范》。
2-2.火电施工质量检验及评定标准。
2-3.110KV升压站施工图设计 B149S-D012-4.西安变压器厂提供的《变压器安装使用说明书》、《ABB有载开关使用说明书》等技术文件。
2-5.GB/T19000系列《质量管理和质量保证》标准。
第三章作业条件3-1.变压器安装前,土建工程应具备的条件:3-1-1.混凝土基础及构架达到允许安装的强度,焊接构件的质量符合要求。
3-1-2.预埋件及预留孔符合设计,预埋件牢固。
3-1-3.模板及施工设施拆除,场地清洁干净。
3-1-4.具有足够的施工用场地,道路通畅。
13-1-5.变压器混凝土基础的中心距离符合设计要求,基础应水平。
3-1-6.接地引下线与相应的连接应符合设计要求,连接应牢靠。
3-1-7.预埋电缆管位置、规格、数量应符合设计要求。
3-2.变压器安装前,应组织土建与变电的工序交接,并填写“工序交接卡”。
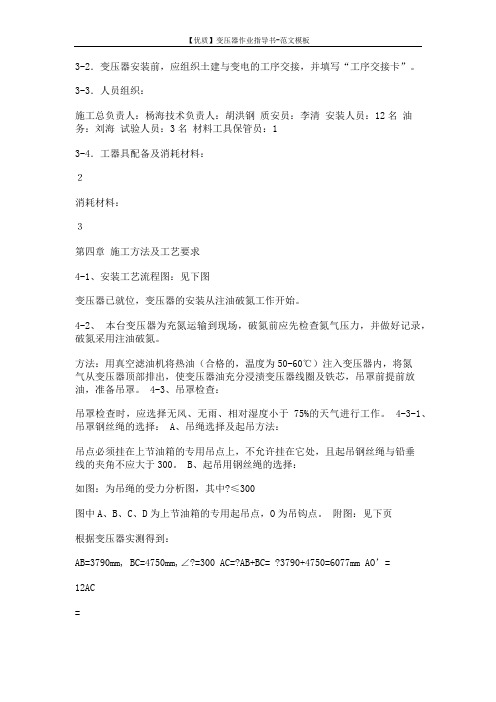
3-3.人员组织:施工总负责人:杨海技术负责人:胡洪钢质安员:李清安装人员:12名油务:刘海试验人员:3名材料工具保管员:13-4.工器具配备及消耗材料:2消耗材料:3第四章施工方法及工艺要求4-1、安装工艺流程图:见下图变压器已就位,变压器的安装从注油破氮工作开始。
变压器油箱制作指导书

变压器油箱制作指导书1、图纸审查接到图纸后技术部门以最快的速度做技术审查和校对,对于图纸中的问题和疑点及时和西门子设计沟通,对于需要拼接的材料或需要代用的材质制定方案后与设计沟通,得到西门子专家确认后,将方案和拼接图纸一并下发到车间和相关部门。
对于新、特产品图纸发放后技术部召集生产、质量、采购等相关部门召开专题会议,把产品特点和技术要求做逐一讲解,做到让员工最快的认识和理解新产品。
2、原材料采购接到生产指令后材料采购部门及时根据产品所用材料清单准备材料,仓库无库存的及时从质量、声誉较好的厂家采购,确保材料质量关。
所有采购材料必须有厂家提供的材质证明和合格证。
油箱制造用料,应符合设计文件的要求:要求按A类物质,B类物质,C类物质分类填写《入库单》,《进货验证记录》,《报检单》,和过程检验记录一并归入检验挡案A类物质:焊丝,焊条,C02气体,氩气,氧气B类物质:无磁钢板,焊剂,钢板,管材钢材:主要板材为Q235C(B)钢板,其它有GB704热轧扁钢,GB9787热轧等边角钢,GB905冷拉圆钢,A2-70(1Cr18Ni9Ti)不锈钢, 无磁钢板20Mn23AL,GB8162无缝钢管, GB706热轧工字钢,GB709热轧钢板等等,油箱和夹件制造所使用的钢材要能与《产品质量证明书》对应。
①钢板进厂后的堆放应整齐,垫木应垂直在一条线上,避免变形,专料专用。
②钢材表面不得有锈蚀严重缺陷C类物质:标准件螺栓,螺母,弹垫,平垫/含不锈钢制件;密封圈,喷丸用的磨料,油漆,稀料.①焊丝JQ·MG50-6(实芯)φ1.2②E4303-φ3.2~φ4.0mm,A102φ3.2mm③气体:C02气+Ar气,O2气3、下料数控编程,拿到图纸后及时审阅图纸,然后然后由专人进行编程,编程后进行自检,自检后送技术部,技术部门审核后方可上机下料,16mm(正规形状)以下板厚由剪床下料,其余的数控下料.且下料前钢板必须经过打砂处理。
变压器油箱技术规范2.doc

变压器油箱技术规范由于电网公司对产品质量要求越来越严格,为加强油箱质量,特订如下规范:1、材质要求油箱、箱盖材质应采用不低于Q235热轧钢板,波纹片应采用冷轧钢板。
2、变压器油箱底部的排油装置(排污阀)按图纸规定(注:所有贵州方箱均要加排污阀)。
3、油箱尺寸要求3.1油箱中部和箱沿处测量油箱的长度、宽度符合下列要求:长宽尺寸≦1000mm 偏差0~+2mm,>1000 mm 偏差-1~+3 mm;3.2对角线和油箱内高符合下列要求:3.2.1对角线<1000 mm偏差为±2mm;>1000mm偏差为±3 mm;3.2.2内高度<1000mm偏差为±2mm。
3.3箱沿平面不平度<1.5/1000; 箱沿密封面凸点高小于0.4 mm,凹点深小于0.7 mm;3.4箱盖与箱沿孔应吻合,箱盖上所有孔距偏差<±1.5mm;3.5箱底小车架焊后平行,安装孔距偏差<±1.5mm;3.6其他未注明的线性尺寸的极限偏差数值按GB/T1804-2000中粗糙级制造。
4、焊接质量要求4.1油箱内无焊瘤、焊渣等金属和非金属异物。
4.2焊缝饱满,无虚焊、无焊渣、无明显咬边、无砂眼、无气孔和焊接裂纹,焊高符合应有强度要求。
其中吊攀焊缝高6-8 mm。
箱体组件按图样要求焊接位置正确。
4.3、每台油箱须进行密封试验,历经12h应无渗漏和损伤。
其试验压力如下:4.3.1所有油箱必须做密封试验。
一般结构油箱应承受50kPa的压力;波纹式结构油箱:315kVA及以下应承受25kPa压力;400kVA及以上应承受20kPa压力;且在12小时后其剩余压力不得小于规定值的70%。
5、表面处理和油漆要求5.1. 表面处理5.1.1所有的金属外露部分均应作最小表面的喷砂清洗。
5.1.2无法喷砂处理的波纹片内外、细长管件,要求进行高温除油、除锈后再涂装。
5.1.3喷砂质量要求:喷丸工件达到除锈质量标准GB/T8923中的Sa2.5级要求。
变压器油箱工艺流程
变压器油箱工艺流程英文回答:The process of manufacturing a transformer oil tank involves several steps. First, the steel sheets are cut and shaped according to the design specifications. This is usually done using CNC machines for precision cutting. The sheets are then welded together to form the main structure of the oil tank.Next, the oil tank is subjected to various tests to ensure its quality and durability. These tests include leak testing, pressure testing, and visual inspection. Any defects or imperfections are addressed and repaired before proceeding to the next step.After the tank passes all the tests, it is cleaned thoroughly to remove any dirt, debris, or contaminants. This is important to ensure that the oil inside the tank remains clean and free from impurities. The tank is thenpainted or coated with a protective layer to prevent corrosion.Once the tank is ready, the accessories and components are installed. This includes the oil level gauge, temperature sensor, pressure relief valve, and drain valve. These components are essential for monitoring and maintaining the oil inside the tank.After the installation of accessories, the tank isfilled with transformer oil. The oil is carefully poured into the tank, taking into consideration the oil level and ensuring that there are no air bubbles trapped inside. The tank is then sealed to prevent any leakage.Finally, the completed oil tank is subjected to a final inspection to ensure that it meets all the required standards and specifications. It is then packaged and prepared for shipment to the customer.中文回答:制造变压器油箱的工艺流程包括几个步骤。
变压器油箱铆工制作工艺流程

变压器油箱铆工制作工艺流程英文回答:To make a transformer oil tank through riveting process, the first step is to prepare all the necessary materialsand tools. This includes the metal sheets for the tank, the rivets, the rivet gun, and the safety equipment such as gloves and goggles.Next, I would lay out the metal sheets and mark the areas where the rivets will be placed. This is crucial to ensure that the tank is assembled correctly and securely. Then, I would use the rivet gun to attach the metal sheets together by inserting the rivets and securing them in place.During the riveting process, it is important to pay attention to the pressure applied to the rivets to avoid damaging the metal sheets. It is also essential to double-check each rivet to make sure they are properly fastenedand there are no loose ends.After all the metal sheets are riveted together, I would inspect the tank for any defects or imperfections. If everything looks good, I would proceed to clean the tank and apply a protective coating to prevent rust and corrosion.Finally, the transformer oil tank is ready for use. It is important to test the tank for leaks and ensure it meets all safety standards before putting it into operation.中文回答:制作变压器油箱的铆接工艺流程,首先要准备好所有必要的材料和工具。
1000kV特高压变压器油箱制作作业指导书

5.4.1拼板下料:箱盖根据设计尺寸,用3-4块钢板折弯后拼焊,每台按设计结构确定拼接位置图,根据设计展开图及拼接位置数控下料外轮廓线及内孔,严格执行《10401数控下料工艺》。拼接后的钢板在平台上按图纸尺寸划出油箱的中心线和器身中心线,每端三个洋冲标记,以中心线为基准,划出折弯中心线,质检检查各尺寸线,合格后,用埋弧自动焊或手工电弧焊进行拼接,操作执行《10406埋弧自动焊工艺》及《10403手工电弧焊工艺》。长度方向待折弯后拼焊。
5.4.2折弯拼焊:箱盖按图纸及《10425板料折弯工艺》折弯,折弯校正后拼接,拼接时拉线找正两块折弯件的基准中心与洋冲眼在一条直线上,折弯角度及档距不符时,及时用刚性支撑及火焰加热校正,用埋弧焊或手工电弧焊拼接。 5.4.3附件组装:检验校对箱盖外形、各开孔位置及折弯角度等尺寸,划法兰孔的位置线,点焊各法兰盘。点焊上定位板和箱顶内部加强板。 5.4.4定位支撑:高低压盒法兰部位均布点焊两根槽钢刚性支撑,防止焊接法兰时箱顶塌陷。
d:拼接处用砂轮磨平,砂轮角度不应超过20?;用捶击或火焰校正焊接变形。 5.3.4打磨密封面焊缝两边300mm长度上平面度误差不大于1mm,确定高低压侧并做好标记, 上下节箱沿密封面相对放在一起,高低压侧一致, 在油箱内侧沿箱沿一周,每隔2m焊一限位板,然后用C形卡子紧固在一起转钳工划线配钻孔。 5.3.5按设计图纸划线钻孔,钻孔后长轴每边用3个销钉,短轴中心各用一个销钉定位,螺栓隔孔扒合,待组焊油箱。
机电钢清交机单气全械整全喷磁板理检械面压面强体面底屏下、、预加组试组度试除层蔽料喷转处试焊工焊漏焊装锈漆漆运理验装4.工艺准备
பைடு நூலகம்4.1设备、工装、工具检查完好。
4.2图纸及相关工艺文件准备好。
4.3检查所有钢板锈蚀等级满足GB8923标准照片A级。
变压器油箱工艺新

第二节结构设计中的防治漏及保清洁措施1)结构设计中的防渗漏1.密封渗漏结构形式:1)平面式结构;2)矩形槽式结构(比较好的结构形式);注意:胶条的压缩量为胶条厚度的25%~30%。
优点:①接触面积大,受力均匀,密封效果好;②不会因为胶垫过分受压而加速老化,可提高胶垫的使用寿命;密封面的特殊要求:耐高温、耐低温、耐空气氧化、耐紫外线辐射等多方面因素造成的老化,有一定的机械强度,较长的使用寿命.不污染变压器油。
IJ8-12胶料在变压器类产品中使用性能极好。
3)燕尾槽形结构;4)小般形结构;5)大般形结构;2.焊缝渗漏减少焊缝渗漏的措施:①设计易于焊接的焊缝;②应避免“十”字接头的焊缝;③受力件的布置应与密封焊缝有一定距离;④密封焊缝焊后就能试漏且便于补漏;⑤应尽量减少焊缝;二、结构设计中的保洁措施a)工件的焊缝应采用两面焊,不留有夹碴缝隙;b)不能采用双面焊的结构,应采用机加工方法,使组装件没缝隙;c)在结构上开清理孔,清渣后再密封好;d)从焊接方法及焊接参数上采取措施;第二章油箱及零部件的加工第一节油箱的加工一、油箱箱沿的加工1.箱沿校正方法:1)手工大锤敲击法;2)气体火焰校正法;3)卷板机校正法;4)压力机校正法;5)平板机校正法;6)顶直机校正法附注:点式加热后击水校正法。
2.箱沿的校直方法:1)火焰校直法;2)压力机校直法;3)校直机校直法;3.扭曲变形的校正方法1)卷板机校正法;2)平板机校正法;4.箱沿的组焊1)对装箱沿;2)焊板平直;3)检查内口尺寸;4)画沿孔中心线;箱沿焊后,长、短轴方向尺寸偏差控制在短轴为0~+2mm,长轴为0~+3mm,不允许负偏差。
在划箱沿孔的位置注意几点:1)必须躲开下节油箱千斤顶的位置;2)躲开箱沿的拼接缝;3)按箱沿内部尺寸,找出箱沿长短轴的中心线,并用洋冲在箱沿侧打上2~3个眼,眼深为1.5~2mm;4)箱沿上所有的孔划线必须以长、短轴的中心为基准划线;5)在上箱沿的上面标明箱沿的高低压侧;二、油箱壁的加工1.下节油箱箱壁的加工(1)箱底的加工:1)平板式箱底的加工2)折边式箱底折边加工注意事项:①箱底在折边是时要用样板靠折边的角度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、图纸审查
接到图纸后技术部门以最快的速度做技术审查和校对,对于图纸中的问题和疑点及时和巨力公司技术部设计沟通,对于需要拼接的材料或需要代用的材质制定方案后与设计沟通,得到巨力专家确认后,将方案和拼接图纸一并下发到车间和相关部门。
对于新、特产品图纸发放后技术部召集生产、质量、采购等相关部门召开专题会议,把产品特点和技术要求做逐一讲解,做到让员工最快的认识和理解新产品。
2、原材料采购
接到生产指令后材料采购部门及时根据产品所用材料清单准备材料,仓库无库存的及时从质量、声誉较好的厂家采购,确保材料质量关。
所有采购材料必须有厂家提供的材质证明和合格证。
油箱制造用料,应符合设计文件的要求:
要求按A类物质,B类物质,C类物质分类填写《入库单》,《进货验证记录》,《报检单》,和过程检验记录一并归入检验挡案
A类物质:焊丝,焊条,C02气体,氩气,氧气
B类物质:无磁钢板,焊剂,钢板,管材
钢材:主要板材为Q235C(B)钢板,其它有GB704热轧扁钢,GB9787热轧等边角钢,GB905冷拉圆钢,A2-70(1Cr18Ni9Ti)不锈钢, 无磁钢板20Mn23AL,GB8162无缝钢管,GB706热轧工字钢,GB709热轧钢板等等,油箱和夹件制造所使用的钢材要能与《产品质量证明书》对应。
①钢板进厂后的堆放应整齐,垫木应垂直在一条线上,避免变形,专料专用。
②钢材表面不得有锈蚀严重缺陷
C类物质:标准件螺栓,螺母,弹垫,平垫/含不锈钢制件;密封圈,喷丸用的磨料,油漆,稀料.
①焊丝JQ·MG50-6(实芯)φ
②E4303-φ~φ4.0mm,A102φ3.2mm
③气体:C02气+Ar气,O2气
3、下料
数控编程,拿到图纸后及时审阅图纸,然后然后由专人进行编程,编程后进行自检,自检后送技术部,技术部门审核后方可上机下料,10mm以上板材由数控下料,10mm以下板厚由剪床下料,剪切下料时选用没有经过打砂处理的钢板,并根据用途留好余量。
下料后进行倒角处理。
如加强筋等板材用铣边机刨边,盖板等小部件由人工进行倒角。
升高座﹑储油柜卷圆成型,下节油槽折弯等尺寸控制在图纸及用户规范规定的范围内。
如果箱壁两端采用八角型的,应先划好所有的折弯线,在折弯过程中折弯度数应先用厚的白铁做好样板,成型后的两端箱壁所有尺寸控制在图纸及用户规范规定的范围内(质量控制点)
下料完成后生产人员先进行自检、互检,然后填写报检单由专检进行检查。
检查合格后方可转序。
4、机加工
机加工部件应做好首件检验和过程中的抽检,任何部件都要做到自检互检,对于要求较为严格的尺寸应逐件测量,如:法兰的密封槽。
严格控制公差和粗糙度要求。
加工完成后填写报检单由专检进行检查,检查合格后入库,入库时将法兰按照图号放置,将带槽法兰外沿涂红漆标识,不带槽法兰涂白漆标识。
外协加工件—检验员按图纸和用户规范的要求现场对所有尺寸及形位公差全部检验,并填写《零部件检验记录表》,当天汇总,检验情况通知生产部,通知加工厂,合格后才能入库。
5、油箱焊装
焊装人员接到上道工序后首先进行复检,确认合格后进行油箱焊接和零部件的组装,每道工序和每件部件电焊后都要进行自检互检,自互检完成后专检进行检查,检查后进行焊接,焊接后再进行检验。
(1)箱壁拼接:该工序负责人对转入此工序的四个箱壁进行互检,没有问题后点焊对接,内壁加支撑固定,经质检员检验合格后,采用埋弧焊进行焊接(质量控制点),焊好后抽取某条焊线进行着色探伤,合格后开始划箱壁上的开孔线,经质检员检验后开孔。
(2)蝶阀焊接:根据蝶阀间距选用合适工装,在装配前对开孔尺寸再进行一遍复查,然后用工装安装蝶阀,安装后进行测量,没有问题后进行后续蝶阀安装,焊接蝶阀时尽量采用稳定性较好的手工电弧焊进行焊接。
(质控点)
(3)加强筋焊装:将留有加工余量的加强筋进行刨边校平、校直,在箱壁上划好加强筋焊装线,使用半自动角焊机进行焊接。
焊缝按工艺要求保证焊高,确保焊缝平整光滑、成型美观(质量控制点)。
并对焊接的箱沿、箱底进行焊缝探伤检测。
(4)箱盖(箱底)焊装:箱盖按图纸要求编程,通过技术确认,进行数控下料,然后校平。
箱盖(箱底)定位装配尺寸及焊角高度(质量控制点),高低压法兰装配尺寸(质量控制点);先焊上面,后焊下面,焊接时采用反变形来保证箱盖的加工挠度。
要注意箱盖上所有法兰螺孔的位置;该工序完工后(停止点)要认真做好自检﹑专检。
需对箱盖上的吊拌焊缝做探伤检测。
(5)箱沿焊接:根据图纸尺寸和要求焊接箱沿,对箱沿拼接焊缝采取改进焊接工艺进行防渗漏,焊缝两端暂不焊接,待箱沿焊接完成后在把焊缝两端补焊、磨平。
需对箱沿焊缝做探伤检测;将箱沿和箱盖固定好一起配钻箱沿孔,然后将孔及边缘打磨光滑。
(质控点)(6)磁屏蔽螺柱焊接:箱壁内按图纸划线,保证磁屏蔽中心线和器身中心线在一条直线上。
划线后在螺柱处用样冲打样冲眼,然后进行自检、互检,焊接螺柱必须用螺柱焊机焊接,焊接前必须根据螺柱的尺寸调节好电流、电压,然后在与箱壁相同材质和厚度的钢板上打几个螺柱进行破坏性试验,试验合格后方可在产品上进行焊接。
焊接后对螺柱进行检查并将偏弧的用焊条补焊,然后测量螺柱的间距和高度。
自检、互检后送检让专检进行检验。
(质控点)
(7)油箱组装:根据图纸要求进行划线,为了防止变形产生的内部尺寸偏差可将内部尺寸划线时根据情况适当增加3-8mm。
然后在平台上组装箱体,组装时注意平面度,焊接时在箱口增加支撑防止焊接变形。
(质控点)
对箱体内部焊线,我们采用整条焊缝全焊的方法,避免喷砂时夹
砂及异物难清理。
以上所有图中尺寸都必须有自检和专检记录,合格后才能转入下道工序。
6、联管焊装、升高座焊装:升高座组装时注意法兰孔的方向、联管和CT 出线盒的方向,注意放气塞的高度。
CT出线盒密封槽内侧必须低于外侧平面,保证接线板的安装。
升高座内部的屏蔽板组装时采用工装组装,焊后在试装一遍,保证屏蔽板的安装。
(质控点)联管装配时按照图纸标识的走向及角度和图标高度来装配,注意带槽和不带槽法兰的使用及工装尺寸。
注意放气塞的位置。
联管装配完成后首先进行自检、互检,合格后报专检检查,专检检验后报巨力进行验收。
然后发货前再进行一次联管装配,确保货到后联管能顺利装配。
(质控点)
7、油箱及结构件的真空及正压强度试验: 根据用户或图纸要求,需要做真空及正压强度试验时,按用户规范,如用户没有提供操作规范则按飞浦“技术-07-2009”进行正压强度试验,按“技术-09-2009”进行真空强度试验,将测量数据记录在“油箱机械强度试验报告”表中。
8、油箱打压试漏:按用户规范,如用户没有提供操作规范则按飞浦“技术-09-2009”进行试验,所有法兰密封好后,用压缩空气,加压至用户规定的压力值,用肥皂水进行气泡试漏,保压时间按用户要求,无漏即可。
联管试漏: 所有联管连接成一体,按用户规范,如用户没有提供
操作规范则按飞浦则按“技术-09-2009”用压缩空气,加压至用户规定的压力值,用肥皂水进行气泡试漏,保压时间按用户要求,无漏即可。
(质控点)
9、油箱喷砂:根据用户或图纸要求,按用户规范,如用户没有提供操作规范则按飞浦“技术-30-2009”进行喷砂;喷砂质量要达到用户要求,喷砂前应将螺栓、螺孔保护好。
喷砂后2小时内喷涂第一道底漆和内壁漆。
10、喷漆:
(1)联管酸洗磷化,将连管固定放在铁笼子里送到酸洗车间酸洗(我公司专门酸洗磷化片散的酸洗池和磷化池)将联管的锈迹、油污处理干净。
可根据巨力的具体要求决定是否进行磷化处理。
酸洗后先将联管内壁漆灌漆,然后在喷涂底漆和面漆。
先将法兰密封面喷涂密封漆,待油漆干后测量厚度(70-90um)合格后用美纹纸将密封面保护好在进行底漆和面漆的施工。
(2)升高座、储油柜采取打砂处理,(储油柜在焊接前已将内壁打砂并喷涂内壁漆)打砂后按照工艺要求喷涂内壁漆和外壁漆。
(3)油箱:打砂后2小时内喷涂第一道底漆,保证在潮湿、高温的环境下不生锈。
根据客户要求选择油漆厂家和油漆品种,喷漆后采取烘干方式加速油漆成型。
内壁漆要求控制在45-60um之间,外壁漆严格按照技术要求喷涂,保证油漆厚度达到要求;密封漆的施工也按照巨力提供的技术规范施工。
油漆施工后在一次清理油箱内部清洁度,保证油箱内没有钢砂和杂物。
附件的油漆施工也按照上述要求进行。
11、产品发货
油箱及附件油漆干后及时报检,质检检验合格后报验。
验收合格后做好防护,接到巨力通知后开始包装准备发货,将细小零部件打包装,装箱。
发货前对所有部件进行防护,防止运输过程中的灰尘、雨水的污染。