压缩机工艺流程
压缩机工艺流程

压缩机工艺流程压缩机工艺流程是指通过一系列的生产工序将各个零件加工、装配成成品压缩机的过程。
下面将分为六个步骤来详细介绍压缩机的工艺流程。
第一步:零件加工首先进行的是压缩机零件的加工。
这些零件包括压缩机的主体、转子、气缸等等。
通过数控机床进行加工,保证每个零件的尺寸和形状的精确度和一致性。
第二步:表面处理加工完成的零件需要进行表面处理,以提高零件的耐腐蚀性和表面光滑度。
常用的表面处理方法包括喷涂、电镀、阳极氧化等。
这些处理可以提高零件的使用寿命和整体质量。
第三步:装配装配是将加工完成的各个零件进行组装成成品压缩机的过程。
装配过程需要保证每个零件的相互协调和紧密结合,使得压缩机能够正常运转。
同时也需要测试和调整零件的位置和功能,保证整个压缩机的运行稳定性和性能可靠性。
第四步:检测和调试装配完成后,通常需要对压缩机进行检测和调试。
检测可以采用多种方式,如压力测试、温度测试、振动测试等。
通过检测,可以确定压缩机的工作性能是否符合要求。
如果检测结果正常,就进入到调试阶段,对压缩机的各个参数进行调整和优化,以达到最佳的工作状态。
第五步:试运行在检测和调试完成后,可以对压缩机进行试运行。
试运行的目的是检查压缩机的运行情况和工作效果。
通过试运行,可以验证压缩机的性能和质量,并排除可能存在的问题。
如果试运行没有问题,说明压缩机可以正式投入使用。
第六步:包装和出厂最后一步是将压缩机进行包装和出厂。
包装主要是保护压缩机免受运输过程中的损坏,包括外包装和內部填充物。
出厂时,对压缩机进行最后的检查和验收,并提供必要的使用说明书和质保证书。
综上所述,压缩机的工艺流程包括零件加工、表面处理、装配、检测和调试、试运行、包装和出厂。
这些步骤保证了压缩机在制造过程中的质量和性能,并最终成功完成产品的生产。
空调压缩机的生产流程
空调压缩机的生产流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!空调压缩机作为空调产品中的核心部件之一,在空调设备的运行中扮演着至关重要的角色。
压缩机工艺流程
压缩机工艺流程压缩机是一种用来将气体压缩成高压气体的设备,广泛应用于空调、冰箱、汽车引擎等领域。
压缩机的工艺流程包括原材料准备、加工制造、装配调试等多个环节,下面将详细介绍压缩机的工艺流程。
一、原材料准备压缩机的主要原材料包括金属材料、塑料材料、密封材料等。
金属材料主要用于制造压缩机的外壳、叶片、轴承等部件,常用的材料有铝合金、钢材等;塑料材料主要用于制造压缩机的外壳、隔振垫等部件,常用的材料有聚丙烯、聚乙烯等;密封材料主要用于制造压缩机的密封圈、密封垫等部件,常用的材料有橡胶、聚四氟乙烯等。
在原材料准备环节,需要对原材料进行严格的质量检验,确保原材料的质量符合要求。
二、加工制造在加工制造环节,需要对原材料进行加工成型,制造压缩机的各个部件。
对于金属材料,需要进行铸造、锻造、切割、冲压等加工工艺,制造外壳、叶片、轴承等部件;对于塑料材料,需要进行注塑、挤出等加工工艺,制造外壳、隔振垫等部件;对于密封材料,需要进行压延、模压等加工工艺,制造密封圈、密封垫等部件。
在加工制造环节,需要严格控制加工精度,确保压缩机的各个部件符合设计要求。
三、装配调试在装配调试环节,需要将加工制造好的各个部件进行装配组合,组装成完整的压缩机。
在装配过程中,需要进行各个部件的配合检查,确保各个部件之间的配合精度符合要求;同时还需要进行密封性检查、运转试验等,确保压缩机的性能符合要求。
在调试过程中,需要对压缩机的各个部件进行调整,确保压缩机的运行稳定、噪音低、效率高。
四、质量检验在整个工艺流程中,质量检验是非常重要的环节。
质量检验包括原材料的质量检验、加工制造过程中的质量检验、装配调试过程中的质量检验等多个方面。
在质量检验过程中,需要对原材料的外观、尺寸、化学成分等进行检验,确保原材料的质量符合要求;对于加工制造过程中的各个环节,需要进行工艺检验、尺寸检验、外观检验等,确保加工制造的各个部件符合要求;对于装配调试过程中的各个环节,需要进行装配配合检查、密封性检查、运转试验等,确保压缩机的性能符合要求。
压缩机安装工艺流程
压缩机安装工艺流程
压缩机安装工艺流程:
①现场勘查,确认安装位置,检查地面承载能力和预留空间是否满足压缩机安装要求;
②基础制作,根据压缩机重量和尺寸,浇筑混凝土基础,预留地脚螺栓孔;
③设备就位,使用起重设备将压缩机平稳放置于基础上,调整水平度;
④地脚螺栓固定,将地脚螺栓穿过压缩机底座,精确调整位置后固定;
⑤管道连接,按照设计图纸,连接进气、排气和冷却水管道,确保密封性;
⑥电气接线,连接电源电缆和控制线路,进行绝缘测试,确保电气安全;
⑦系统调试,启动压缩机,检查运行状态,调整至最佳工作参数;
⑧性能测试,进行满负荷运行测试,验证压缩机性能是否达到设计要求;
⑨安全检查,检查所有连接点和安全装置,确保无泄漏和异常振动;
⑩文件归档,整理安装记录、测试报告和设备手册,建立压缩机技术档案。
活塞式压缩机工作的四个过程

活塞式压缩机工作的四个过程活塞式压缩机是一种常见的压缩机类型,广泛应用于各个领域。
它以其简单可靠的工作原理,高效能的压缩效果,受到了广大用户的青睐。
活塞式压缩机的工作过程可以分为四个阶段:吸气、压缩、密封、排气。
首先是吸气阶段。
活塞向后退,气缸内的压力降低,形成一个低压区域。
同时,进气阀打开,外部空气通过进气管道进入气缸,充满整个气缸。
接下来是压缩阶段。
活塞开始向前运动,气缸内的气体被逐渐压缩。
由于气体的体积减小,气体分子之间的距离变小,分子间相互碰撞频率增加,从而使气体的温度升高。
这个过程是一个绝热过程,热量不流出也不流入,所以温度变化是由活塞工作所产生的。
然后是密封阶段。
当活塞到达气缸的前端时,压缩气体被隔离在活塞上方的压缩室中。
活塞与气缸之间的密封件起到了重要的作用,确保压缩气体不会泄漏。
常见的密封件有活塞环和气缸套。
最后是排气阶段。
活塞再次向后退,排气阀打开。
压缩室内的高压气体通过排气管道排出气缸,从而完成一个完整的工作周期。
排出的气体可以经过后续处理再利用,也可以直接排放到大气中。
活塞式压缩机的工作过程可以视为一个循环,不断地重复进行。
具体的工作过程取决于压缩机的设计和应用。
比如,工业领域常用的活塞式压缩机具有较大的压缩比和较高的工作效率,适用于高负荷、长时间运行的环境。
而家用空调中使用的活塞式压缩机则更小巧轻便,适用于小功率、周期性使用的场合。
总的来说,活塞式压缩机工作的四个过程:吸气、压缩、密封、排气。
这些过程的相互配合,使得活塞式压缩机能够将气体压缩为更高压力的气体,从而满足不同领域的需求。
活塞式压缩机凭借其可靠性和高效性,成为了工业生产和生活中不可或缺的设备之一。
压缩机生产工艺流程
压缩机生产工艺流程
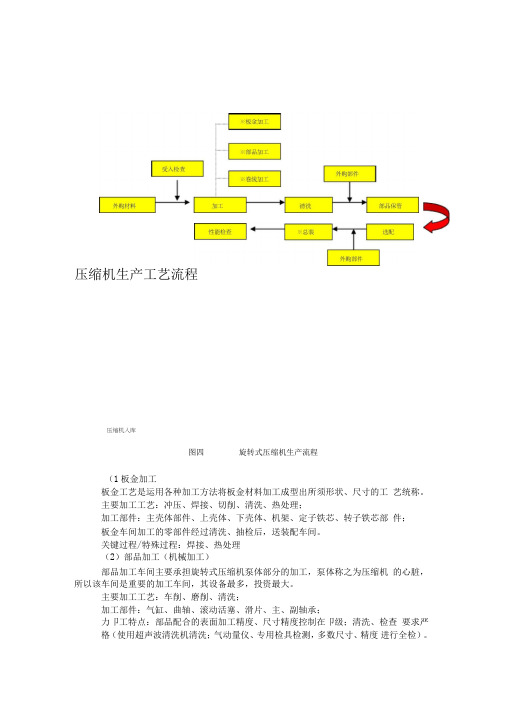
图四 旋转式压缩机生产流程
(1板金加工
板金工艺是运用各种加工方法将板金材料加工成型出所须形状、尺寸的工 艺统称。
主要加工工艺:冲压、焊接、切削、清洗、热处理;
加工部件:主壳体部件、上壳体、下壳体、机架、定子铁芯、转子铁芯部 件; 板金车间加工的零部件经过清洗、抽检后,送装配车间。
关键过程/特殊过程:焊接、热处理
(2)部品加工(机械加工)
部品加工车间主要承担旋转式压缩机泵体部分的加工,泵体称之为压缩机 的心脏,所以该车间是重要的加工车间,其设备最多,投资最大。
主要加工工艺:车削、磨削、清洗;
加工部件:气缸、曲轴、滚动活塞、滑片、主、副轴承;
力卩工特点:部品配合的表面加工精度、尺寸精度控制在卩级;清洗、检查 要求严格(使用超声波清洗机清洗;气动量仪、专用检具检测,多数尺寸、精度 进行全检)。
压缩机入库
关键过程:气缸、曲轴、滚动活塞精磨
(3)卷线(电机)车间卷线车间进行电机定子绝缘纸、电磁线以及引出线的插入、整形和检查;目前有2 条生产线,生产自动化程度高。
关键过程:线圈绝缘检测
(4)装配车间装配车间是将从机加工、板金、电机加工的部件进行选配、组装、壳体焊接、表面涂装、性能检测;涉及的检查项目有:工序间的装配尺寸检查、电气性能检查、整机密封性以及最终的安全和性能检查。
装配是压缩机生产过程中的关键工序,压缩机装配无论从设备、工艺及装配环境、人员素质都有较高的要求。
主要工艺流程如下:选配一阀片铆接一泵体装配T转子热套一壳体热套T壳体和储液器焊接一气密检查T 涂装T真空干燥T在线试验
特殊过程:壳体和储液器焊接、涂装
关键过程:真空干燥、在线试验。
丙烷压缩机工艺流程

丙烷压缩机工艺流程
嘿,朋友们!今天咱来唠唠丙烷压缩机工艺流程这档子事儿。
你想啊,这丙烷压缩机就像是一个大力士,它得把丙烷气体这个“小调皮”给抓住,然后使劲压缩,让它变得乖乖的。
先来说说这气体咋进来的吧。
就好像是一群小朋友排着队进教室一样,丙烷气体有序地进入压缩机的入口。
这入口就像是个大门,专门迎接这些气体小伙伴。
然后呢,这个大力士就开始发力啦!它的内部结构就像是一套神奇的魔法装备,各种零件相互配合,开始对丙烷气体进行压缩。
这压缩的过程可不容易,就跟咱挤牙膏似的,得用点力气呢!而且这个过程要非常精准,不能有一丝马虎,不然可就出问题啦。
压缩完了之后,这些被压缩的丙烷气体就得找个出路呀。
它们就顺着特定的通道,就像走在一条专门为它们修的小路上,乖乖地去到该去的地方。
这一路可不能出岔子,要是哪里堵住了或者出问题了,那不就麻烦啦!
你说这丙烷压缩机像不像一个神奇的机器?它能把普通的丙烷气体变得不一样。
这就好比是一个厨师,能把普通的食材变成美味佳肴。
而且,它得一直稳定地工作,不能偷懒,不能闹脾气。
你再想想,如果这个压缩机出问题了,那可不得了!就好像是一辆汽车没了发动机,那还怎么跑呀?所以啊,对它的维护和保养可太重要啦,得像爱护宝贝一样爱护它。
咱生活中很多地方都离不开这丙烷压缩机呢。
它就像是一个默默无闻的英雄,在背后为我们的生活提供着支持。
比如在一些工业生产中,没有它可不行。
所以说呀,这丙烷压缩机工艺流程可真是个神奇又重要的东西!我们得好好了解它,掌握它,让它更好地为我们服务,不是吗?咱可不能小瞧了它呀!。
冷氢化压缩机的工艺流程

冷氢化压缩机的工艺流程英文回答:The process of a hydrogen liquefaction compressor involves several steps. Firstly, the hydrogen gas is compressed using a multi-stage compressor. This compressor is specifically designed to handle the unique properties of hydrogen gas, such as its low molecular weight and high thermal conductivity.Once the gas is compressed, it enters a heat exchanger where it is cooled down. This cooling process is necessary to remove the heat generated during compression and to reduce the temperature of the hydrogen gas. The heat exchanger typically uses a cryogenic fluid, such as liquid nitrogen, to achieve the desired temperature.After the cooling process, the hydrogen gas enters a separator where any impurities or moisture present in the gas are removed. This is important to ensure the purity ofthe liquefied hydrogen. The separator may use various methods, such as filtration or adsorption, to remove impurities.Next, the purified hydrogen gas is further cooled down in a liquefier. The liquefier utilizes a refrigeration system to achieve the extremely low temperatures required for hydrogen liquefaction. The refrigeration system typically consists of a series of compressors, heat exchangers, and expansion valves.Once the hydrogen gas is sufficiently cooled, it undergoes a phase transition from gas to liquid. This liquefied hydrogen is then collected and stored in cryogenic storage tanks. These tanks are specially designed to maintain the low temperatures and high pressures required for storing liquefied hydrogen.In summary, the process of a hydrogen liquefaction compressor involves compressing the hydrogen gas, cooling it down, purifying it, further cooling it to achieve liquefaction, and finally storing the liquefied hydrogen.中文回答:冷氢化压缩机的工艺流程包括以下几个步骤。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Digital Tach/Hourmeter with Overspeed Trip Point
Installation Instructions for SHD30 and SHD30-45 Models
SHD3-97051N Revised 05-03
Replaces SHD-96113N
Section 20
(00-02-0288)
Description
The SHD30 and SHD30-45 models are microprocessor-based digital tachometers with hourmeter and overspeed trip point. The overspeed trip point can be connected as either a form “C”relay output or as a normally open SCR output.
In Class I, Div. 2, hazardous locations the SHD30 form “C”relay contact is restricted for use with Murphy non-incendive or intrinsically-safe instruments. In non-hazardous locations the relay contact may be used to switch resistive loads not exceeding 0.5 A @ 30 VDC or 125 V AC.
When connected as a normally open SCR, the output is rated 0.5 A, 350 VDC continuous and can switch up to 3 A @ 350 VDC momentary. The SCR output may be used to switch designated normally open sensor inputs.
Specifications
Power input:
CD ignition: 90 to 350 VDC. 150 µA typical @ 90 VDC; 300 µA @ 350 VDC.Magnetic Pickup: 5 to 120 Vrms.
325 µA typical @ 5 Vrms, 100 Hz; 450 µA typical @ 5 Vrms, 1 kHz;1 mA typical @ 5 Vrms, 5 kHz; 2 mA typical @ 5 Vrms, 10 kHz;15 mW max. @ 5 Vrms, 10 kHz; 2.8 W max. @ 120 Vrms, 10 kHz.Backup Battery: 2 replaceable, long life Lithium batteries, Panasonic CR2032or equivalent, 3 V, 220 mAh power.
Operating Temperature: -4°to 158°F (-20°to 70°C).Storage Temperature: -40°to 300°F (-40°to 150°C).Ignition Frequency Range: 3 to 666 Hz.
Magnetic Pickup Frequency Range: 1 to 10 kHz.Overspeed Output:
Connected to S.C.R. (Silicon Controlled Rectifier)terminals:0.5 A, 350 VDC continuous.
Connected to Form “C” Relay terminals:
Relay Contact, 0.5 A, 30 VDC, 125 VAC resistive.
Tachometer Accuracy: ±0.5% of the display reading or ±1 RPM whichever is greater.
Hourmeter Range: 0 to 65535 hrs.
Hourmeter Accuracy: ±15 minutes per year.
Approvals: CSA approved for Cl. I, Div. 2, Grps. C & D hazardous areas.
Mounting
The SHD30 is designed for installation in panels from 0.032 to 0.125 in. (1 to 3 mm) thick. A round hole, 3-1/8 in. (79 mm) in diameter is needed for mounting. Install the unit within a weatherproof enclosure to protect it from the elements. Keep the unit away from ignition coils and coil leads; a mini-Please read the following information before installing . A visual inspection for any damage which may have occurred during shipping is recommended. It is your responsibility to have a qualified person install the unit, and make sure it conforms with NEC and local codes.
3/16 in (5 mm)SHD30 Dimensions
SHD30-45 Dimensions/Mounting
OVERSPEED OUTPUT WIRING
Figure 10:SHD30 models with Normally Open S.C.R. output typical
Shown below is the SHD30 models with SCR output connected to TAT-
TLETALE®magnetic switches and SWICHGAGE®instruments using an
adapter package. Figure 10shows a typical wiring for negative ground
ignition. Figure 11shows a typical wiring for positive ground ignition.
TYPICAL WIRING FOR CONTROL PANEL。