注塑成型工艺文件卡片
注塑工艺卡

冷却时间(秒): 压力% 45 40 25 位置mm 50 25 15 抽 芯 1 注塑时间(秒): 5.3 成型周期(秒) 分段% 压 力% 时 间 保 压 分段% 15 压 力% 25 时 间 1.5
锁模力(吨):380 顶出次数: 备注:检验要求 1.产品无飞边、缺料等缺陷; 2.表面应光滑平整; 3. 重要尺寸:
℃
工 分段 前段 预 塑 后段 参 松退 数
艺
参 速度% 45 45 40
数 压力% 80 80 60 背压% 12 12 位置 mm 25 75 80
分段 射咀 料 筒 一段 温 二段 度 三段 四段 5 五段 分段 一段 注 塑 二段 参 三段 数 四段 五段 速度% 30 25 15
温
度 205+5/-5 205+5/-5 200+5/-5 190+5/-5 185+5/-5
更改标记 更改单号 更改日期 更改签名 校对签名 更改标记 更改单号 更改日期 更改签名 校对签名
注塑工序卡ห้องสมุดไป่ตู้
零组件名称:蓄电池托盘总成
材料名称牌号:PP900UV-700
型 图
号 号 操作程序号: 第 页 / 共 页
材料色别 :黑 零件过程牌号: 工 艺
注机编号 :7#
内
容 3 烘料时间: 2H 4 喷脱模剂:无 烘料温度:75°
1 检查模具:正常 2 模具预热,定模温度:
模厚: 动模温度: 注 塑
工艺参数卡片(样条)
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
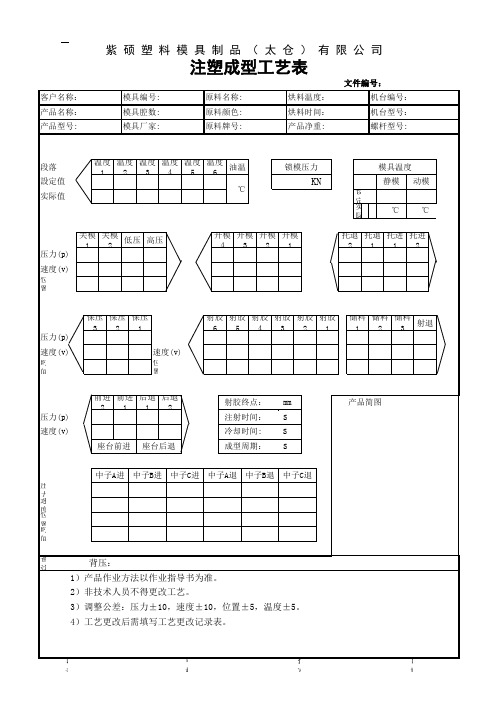
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
注塑工艺卡表格
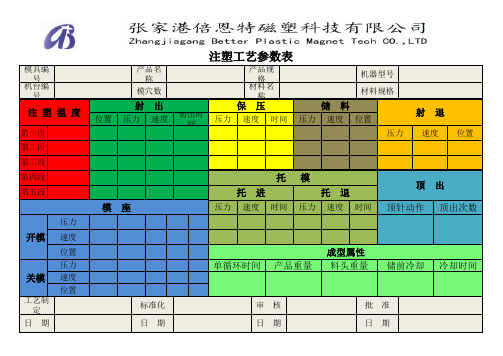
注塑工艺参数表
模具编号产品名称产品规格机器型号材料规格
注 塑 温 度
射 出
保 压
储 料
射 退
位置
压力
速度机台编号
模穴数
材料名称
压力
速度
位置
位置
第一段射出时间压力
速度
时间
压力
速度
第三段第二段第四段托 模
顶 出
托 进
托 退
模 座
压力
速度
时间
压力
速度
时间
第五段
顶针动作
顶出次数
开模压力
速度成型属性关模
压力单循环时间产品重量
位置料头重量
储前冷却冷却时间
位置
批 准速度日 期
日 期
日 期
日 期
工艺制定标准化审 核。
注塑模具工艺卡(6页)
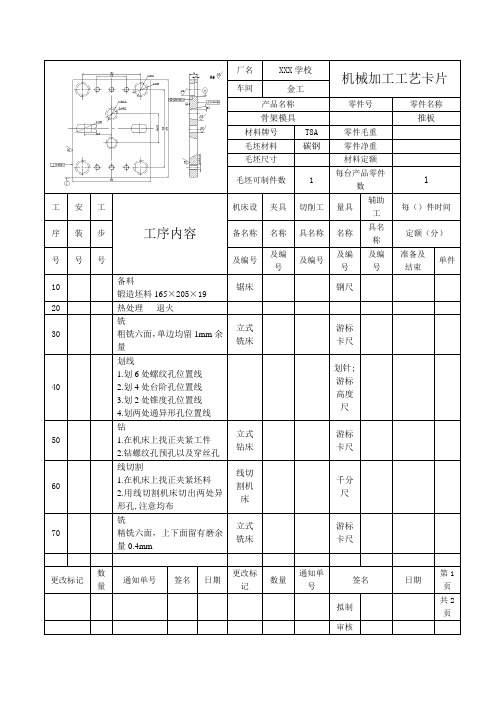
机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推板材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料165×205×19锯床钢尺20 热处理退火30 铣粗铣六面,单边均留1mm余量立式铣床游标卡尺40 划线1.划6处螺纹孔位置线2.划4处台阶孔位置线3.划2处锥度孔位置线4.划两处通异形孔位置线划针;游标高度尺50 钻1.在机床上找正夹紧工件2.钻螺纹孔预孔以及穿丝孔立式钻床游标卡尺60 线切割1.在机床上找正夹紧坯料2.用线切割机床切出两处异形孔,注意均布线切割机床千分尺70 铣精铣六面,上下面留有磨余量0.4mm立式铣床游标卡尺更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共2页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推板材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件80 钳工1.钻扩铰两处锥度孔2.钻扩铰四处台阶孔立式钻床塞规90 钳工攻6-M10螺纹孔螺纹攻丝机床螺纹塞规100 磨磨上下两面.达粗糙度要求平面磨床千分尺110 钳工钳工修毛刺及锐边倒钝手工120 检验130 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第 2页拟制共 2页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具型芯材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料¢28×58锯床钢尺20 热处理退火30 粗车粗车大端面及外圆卧式车床游标卡尺40 半精车半精车小端面及各处外圆,并留有0.5mm磨量,其它达图示要求卧式车床游标卡尺50 热处理淬火HRC大于5560 磨磨达图示尺寸要求平面磨床千分尺70 检验80 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具斜导柱材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料¢23×75锯床钢尺20 热处理退火30 粗车粗车大端面及外圆卧式车床游标卡尺40 半精车半精车小端面及各处外圆,并留有0.5mm磨量,其它达图示要求卧式车床游标卡尺50 铣铣两面,保证尺寸12.8mm立式铣床游标卡尺60 热处理淬火HRC大于5570 磨磨达图示尺寸要求平面磨床千分尺80 线切割线切割保证22.5度线切割角度尺90 检验100 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具动模底板材料牌号45# 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料165×205×37锯床钢尺20 热处理退火30 划线1.划2-¢6通孔位置线2.划4-¢6通孔位置线3.划4-¢13通孔位置线划针;游标高度尺40 铣半精铣六面,注意上下面留有余量.其它各面达图示要求立式铣床游标卡尺50 钻1.钻2-¢6通孔2.钻4-¢6通孔3.钻4-¢13通孔立式钻床游标卡尺60 磨磨上下面达表面粗糙度要求平面磨床千分尺70 钳工去毛刺80 检验90 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推杆固定板材料牌号45# 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料99×205×17锯床钢尺20 铣粗铣半精铣六面,达图示要求立式铣床游标卡尺30 划线1.划4处螺纹孔位置线2.划4处台阶孔位置线立式铣床游标卡尺40 钻1.钻4-M6螺纹底孔2.钻4-¢6通孔3.钻4-¢13台阶孔立式钻床游标卡尺螺纹神魂塞规50 检验60 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核。
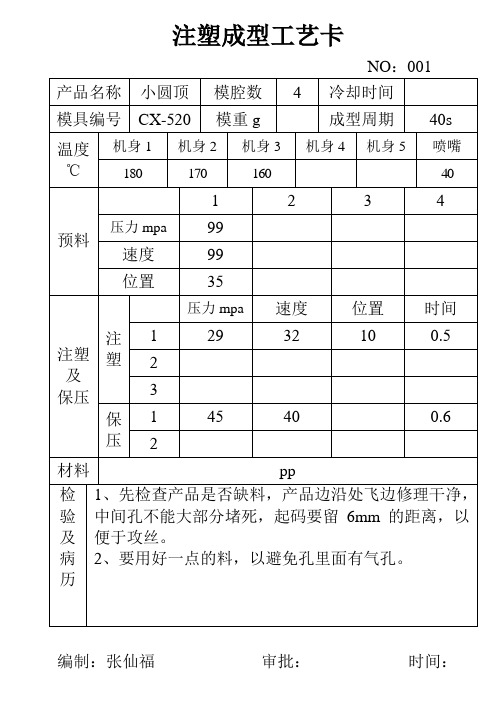
注塑成型工艺卡

版本
1
模具编号
W6
型腔数量
1
产品重量 g 4.49
项目
时间s
闭模
——
注射
4
保压
3
储料
——
冷却
15
启模
——
全程时间
30.5
标记/处数
更改文件 号
签名/日期
标记/处数
更改文件号
签名/日期
批准/日期 审核/日期 设计/日期
三级注射 四级注射 一级保压 二级保压
90±5 85±5 70±5 ——
11±5 11±5 11±5 ——
三级保压 ——
——
背压
——
螺杆转速 r/min
96
—— 55
使用螺杆
JED标准
全模重量 g 8.34
项目
行程 mm
储料
30
螺杆后退
33
一级注射
20
二级注射
15三级注射Fra bibliotek5四级注射
——
系缓行区
——
共1 页 第 1 页
xxx机械厂
注塑成型工艺卡
注塑机型
号 零件名称
注塑机编号 零件图号
材料牌号 PBT+30%GF/B4300G6 产品颜色
本色
部位
温度°C 项目
压力Mpa 速度g/s
后段
210±5
一级注射 120±5
17±5
中段
220±5
二级注射 105±5
11±5
成 前段
225±5
型 喷嘴 2.5
工 模具 ——
艺 干燥机 110±5
注塑工艺参数卡模板

/
/ / / /
/
40± 5 40± 5 / 42± 5
储 料
压力(bar) 速度% 位置mm
第一段 第二段 第三段
预塑后防延 45±10 中子号
中子动作位置
进速度% 进压力bar 退速度% 退压力bar
/
/
闭 模
1
45± 5 /
45± 5 / 25± 5 25± 5 /
50± 5 / 10± 5 0
终止位置 mm
45± 5 / 0 / 1 次
顶出一段 顶 针 顶出二段 设 顶退一段 置 顶退二段
冷却时间:
20± S 2
制造周期
32± S 5
顶针顶出 : 停留 模具顶出功能:
顶出次数:
其 他
10~12g 出模后 自然冷却: 签字 _ S 水冷:_ S
批准/日期
顶针/斜顶
标记
处数
修订版号/描述
日期
2 3(低压) 35±5
中 子
中子A 中子B 料 185± 10 筒
/ 第1区 / 第一段
不用
/
/
/
/
/
4(高压) 1405±5 锁模力 段数 开 模 1 2 3
开模终止 位置
第二段 185± 10 / 第2区 /
第三段 180± 10 / 第3区 /
第四段 170± 10 / 第4区 / / /
第五段 160± 10 / 第5区 /
注塑成型工艺参数卡
产品名称:Байду номын сангаас
零件号: 设备: 牌号 原 干燥温度 料 回料配比 干燥时间 段数
闭模终止 位置
版本: 段数 预塑前防延 压力(bar) 背压(bar)
注塑成型工艺卡
注塑成型工艺卡
NO:021
产品名称
反光罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
ABS
检验及
病历
1、先检查产品有无缺料,表面有无银丝和起皮,产品里面两个脚不能断裂,放在袋子里装好。
检验及
病历
1、先检查产品是否缺料,再检查产品边沿有无毛边,整个产品有无起泡变形,影响外观,
2、修好的产品必须用冷水泡,再装袋子。
编制:张仙福审批:时间:
注塑成型工艺卡
NO:010
产品名称
小柱子
模腔数
2
冷却时间
模具编号
CX-122
模重g
成型周期
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
时间
1
2
3
保压
1
2
材料
pp
检验及
病历
1、先检查产品有无缺料,产品内部有无起泡变形,两端飞边要修平整,产品表面要无毛边。
2、产品修好泡水冷却,再装袋子
注塑工艺卡

注塑工艺卡
产品图号 设备型号 单件重量 卧式机 14g±0.1g 设备编号 水口料重 12# 1g±0.1g 模具编号 材料配比 ----
南非PK靠背 脚护罩黑色 PK6800013C 材料类别 模具腔数
文件编号 版本号 PP 1*2
YGGYK-000001 AO版 材料颜色 成型周期 黑色 25″ -------
原材料干 温度(℃) 燥 时间(H)
射嘴(℃) 190±10 一段(℃) 190±10 成 型 二段(℃) 180±10 料筒温度 三段(℃) 190±10 四段(℃) 190±10 五段(℃) 170±10 射出一 压力/bar 射 出 速度/% 位置/mm 射出时间/S 70±10 30±10 50±10 4±1 储料一 压力/bar 储 料 速度/% 背压/bar 位置/mm ----------------一段开模 压力/bar 开、关模 速度% 位置mm 序 号 备 注 99±10 30±10 35±10 55±10 技术要求 外观:表面整洁、无缩痕、飞边及注塑引起的各种不良。 关键控制尺寸: 30±10 150±10 35±10 250±10 30±10 150±10 检 具 容 量 1 2 3 编 日 制 期 审 日 核 期 批 日 准 期 目 视 卡 尺 100% 全 腔 频 率 连 续 1次/2h 15±10 50±10 样 本 40±10 5±10 140±10 储料二 ----------------二段开模 140±10 射出二 48±10 18±10 36±10 射出三 36±10 12±10 23±10 射出四 8±10 5±10 ----保压一 ------------保压二 ------------2±1 顶 退 ----------------二段关模 35±10 顶 出 ----------------低压 30±10 调 模 ----------------高 压 140±10
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注塑成型工艺文件卡片浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ-设备名称型号 90F2V 零件名称绝缘柱零件毛重 6g 材料名称 PC 进芯位置——产品型号 YD-100B 产品颜色黑色零件净重 3g 材料型号 2805回料退芯位置——产品图片: 班产量(模次) 800至1027 总周期时间材料颜色杂色进芯压力——冷却 15?5 40?5 色母比例 1gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310033 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H310?5 300?5 290?5 270?5 ?5 ?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二3?2 压力/bar 30?5 60?5 ———— 35?5 ——出保压时速度% 5?5 50?5 ———— 35?5 ——3?2 位置mm 8?2 4?2 ———— ?2 ——顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 110?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 95?5 90?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 10?2 12?2 —————— 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开4 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模——?2 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号F300W 零件名称大筒零件毛重 283g?2 材料名称 ABS 进芯位置——产品型号YD-80K 产品颜色瓷白色零件净重 278g?2 材料型号 747 退芯位置——产品图片: 班产量(10H模次)550 至650 总周期时间材料颜色瓷白色进芯压力——冷却 25?5 60?5 色母比例——进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额————退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H220?5 200?5 190?5 180?5 175?5 165?5 85?5 3射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 20?5 70?5 ———— 50?5 ——出保压时速度% 10?5 50?5 ———— 40?5 ——8?2 位置mm 105?2 20?2 ————————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 ——?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 ——?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm115?2 ——?2 ————————模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 100?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模——位置mm 50?5 250?5 320?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号F300W 零件名称大筒零件毛重 150g?2 材料名称 ABS 进芯位置——产品型号YD-80 产品颜色黑色零件净重 148g?2 材料型号 757 退芯位置——产品图片: 班产量(10H模次 650至800 总周期时间材料颜色浅象牙色进芯压力——冷却 25?5 50?5 色母比例 10gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310020 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H220?5 200?5 190?5 180?5 175?5 165?5 85?5 3射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 15?5 45?5 ———— 35?5 ——出保压时速度% 5?5 20?5 ———— 25?5 ——8?2 位置mm 68?2 10?2 ————————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 ——?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 ——?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm73?5 ——?2 —————— 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 100?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模——位置mm 50?5 250?5 320?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ-设备名称型号 90F2V 零件名称印制板盖零件毛重 53g 材料名称 PC 进芯位置——产品型号 Xpro 产品颜色无色透明零件净重 51g 材料型号 2805 退芯位置——产品图片: 班产量(模次) 650至800 总周期时间材料颜色无色透明进芯压力——冷却 20?5 50?5 色母比例——gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额————退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 300?5 280?5 265?5 ?5 ?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 60?5 120?5 ———— 40?5 ——出保压时速度% 10?5 90?5 ———— 35?5 ——5?2 位置mm 76?2 10?2 ———— 2?2 ——顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料位置mm 60?2 80?2 ———— 2—— 1 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模 1?2 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60至 70? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号90F2V 零件名称色片零件毛重 13g 材料名称 PC 进芯位置——产品型号TBD152121 产品颜色兰色零件净重 10g 材料型号 2805 退芯位置——产品图片: 班产量(模次) 900至1200 总周期时间材料颜色无色透明进芯压力——冷却 10?5 35?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310024 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 300?5 280?5 260?5 ?5 ?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 50?5 90?5 ———— 45?5 ——出保压时速度% 20?5 70?5 ———— 35?5 ——5?2 位置mm 60?2 10?2 ———— 2?2 ——顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 130?5 50?5 40?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料位置mm 50?2 70?2 —————— 1 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模 1?2 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号260FV2 零件名称侧罩1.2m 零件毛重 360g?2 材料名称 PC 进芯位置——产品型号 TBD2121长灯产品颜色兰色零件净重 350g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 550-650模总周期时间材料颜色无色透明进芯压力——冷却 20?5 60?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310024 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 310?5 300?5 280?5 270?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二10?2 压力/bar 50?5 115?5 80?5 —— 75?5 ——出保压时速度% 12?5 80?5 70?5 —— 65?5 ——8?2 位置mm 188?2 13?2 5?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 110?2 130?5 50?5 50?5 40?5 ——顶出次数速度% 85?5 90?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 135?2 194?2 —————— 1mm模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模 1 位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装1 3、模具温度应控制在 70 至 90 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ-设备名称型号 130F2V 零件名称 LED方形后挡板零件毛重 35g?2 材料名称PC回料进芯位置——产品型号 TBD024123 产品颜色黑色零件净重 31g?2 材料型号 2805 退芯位置——产品图片: 班产量(10H模次)800 至1028 总周期时间材料颜色杂色进芯压力——冷却 15?5 40?5 色母比例 1gKG 进芯速度——回收比例全回料颜料型号名称退芯压力——行程为——消耗定额—— 310033 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H300?5 290?5 280?5 260?5 ———— 115?5 6射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 60?5 100?5 55?5 —— 40?5 ——出保压时速度% 10?5 80?5 40?5 —— 35?5 ——5?2 位置mm 45?2 10?2 5?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 125?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 40?2 52?2 —————— 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模 1?1 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号130F2V 零件名称 LED长形反光镜零件毛重 47g?2 材料名称 PC回料进芯位置——产品型号 TBD024123 产品颜色黑色零件净重 30g?2 材料型号 2805 退芯位置——产品图片: 班产量(10H模次)600 至800 总周期时间材料颜色杂色进芯压力——冷却 20?5 50?5 色母比例 1gKG 进芯速度——回收比例全回料颜料型号名称退芯压力——行程为——消耗定额—— 310033 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H300?5 290?5 280?5 260?5 ———— 115?5 6射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 60?5 100?5 55?5 —— 40?5 ——出保压时速度% 10?5 80?5 40?5 —— 35?5 ——5?2 位置mm 55?2 10?2 5?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 125?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 40?2 60?2 —————— 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模 1?1 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号130F2V 零件名称闪灯外罩零件毛重 83g?2 材料名称 PC 进芯位置——产品型号 TBD2121 产品颜色兰色零件净重 78g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 800-1027模总周期时间材料颜色无色透明进芯压力——冷却 10?5 40?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310024 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H315?5 295?5 285?5 260?5 ——?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二8?2 压力/bar 60?5 100?5 ——?5 —— 60?5 ——出保压时速度% 15?5 50?5 ——?5 —— 30?5 ——6?2 位置mm 88?2 10?2 ——?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 135?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 70?2 100?2 —————— 1mm模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模 1 位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ-设备名称型号 130F2V 零件名称闪灯外罩零件毛重 83g?2 材料名称 PC 进芯位置——产品型号 TBD2121 产品颜色黄色零件净重 78g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 800-1027模总周期时间材料颜色无色透明进芯压力——冷却 10?5 40?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310025 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H315?5 295?5 285?5 260?5 ——?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二8?2 压力/bar 60?5 100?5 ——?5 —— 60?5 ——出保压时速度% 15?5 50?5 ——?5 —— 30?5 ——6?2 位置mm 88?2 10?2 ——?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 135?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 70?2 100?2 —————— 1mm模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模 1 位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号130F2V 零件名称闪灯外罩零件毛重 83g?2 材料名称 PC 进芯位置——产品型号 TBD2121 产品颜色红色零件净重 78g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 800-1027模总周期时间材料颜色无色透明进芯压力——冷却 10?5 40?5 色母比例 1.26gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310024 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H315?5 295?5 285?5 260?5 ——?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二8?2 压力/bar 60?5 100?5 ——?5 —— 60?5 ——出保压时速度% 15?5 50?5 ——?5 —— 30?5 ——6?2 位置mm 88?2 10?2 ——?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 135?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 70?2 100?2 —————— 1mm模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模 1 位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号F300W1 零件名称电机架零件毛重 78g?2 材料名称 ABS回料进芯位置——产品型号 SSD-A01 产品颜色黑色零件净重 76g?2 材料型号 757 退芯位置——产品图片: 班产量(模次) 600-720 总周期时间材料颜色黑色进芯压力——冷却 25?5 55?5 色母比例——gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额————退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H225?5 215?5 195?5 185?5 170?5 ——?6 85?5 3射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 25?5 40?5 ———— 20?5 ——出保压时速度% 20?5 40?5 ———— 20?5 ——8?2 位置mm 20?2 10?2 ————————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 —— 50?5 50?5 40?5 ——顶出次数速度% 90?5 —— 40?5 40?5 25?5 熔后抽胶料 1 位置mm 30?2 —————— ?5 ——模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 80?5 60?5 90?5 20?5 80?5 模背压速度% 15?5 35?5 20?5 35?5 10?5 40?5 关模——位置mm 20?5 240?5 420?5 ——————机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 50 至 60 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ-设备名称型号 260F2V 零件名称 1.07M侧罩零件毛重 305g?2 材料名称 PC 进芯位置——产品型号 TBD2111 产品颜色黄色零件净重 298g?2 材料型号2805 退芯位置——产品图片: 班产量以10小时 600-800模总周期时间材料颜色无色透明进芯压力——冷却 15?5 50?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310025 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 310?5 300?5 280?5 270?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二10?2 压力/bar 65?5 95?5 70?5 —— 65?5 ——出保压时速度% 15?5 70?5 30?5 —— 50?5 ——10?2 位置mm 135?2 15?2 5?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 110?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 85?5 90?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 95?2 150?2 ————————模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模——位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号260F2V 零件名称 1.07M侧罩零件毛重 305g?2 材料名称 PC 进芯位置——产品型号 TBD2111 产品颜色无色零件净重 298g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 600-720模总周期时间材料颜色无色透明进芯压力——冷却 15?5 55?5 色母比例——进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额————退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 310?5 300?5 280?5 270?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二10?2 压力/bar 65?5 95?5 70?5 —— 65?5 ——出保压时速度% 15?5 70?5 30?5 —— 50?5 ——10?2 位置mm 135?2 15?2 5?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 110?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 85?5 90?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 95?2 150?2 ————————模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模——位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号260F2V 零件名称 1.07M侧罩零件毛重 305g?2 材料名称 PC 进芯位置——产品型号 TBD2111 产品颜色兰色零件净重 298g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 600-720模总周期时间材料颜色无色透明进芯压力——冷却 15?5 55?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310024 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 310?5 300?5 280?5 270?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二10?2 压力/bar 65?5 95?5 70?5 —— 65?5 ——出保压时速度% 15?5 70?5 30?5 —— 50?5 ——10?2 位置mm 135?2 15?2 5?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 110?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 85?5 90?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 95?2 150?2 ————————模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模——位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 70 至 90 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ-设备名称型号 130F2V 零件名称侧罩零件毛重 83g?2 材料名称 PC 进芯位置——产品型号 TBD2121D 产品颜色兰色零件净重 78g?2 材料型号 2805 退芯位置——产品图片: 班产量以10小时 720-900模总周期时间材料颜色无色透明进芯压力——冷却 10?5 40?5 色母比例 1.26gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310024 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H315?5 295?5 285?5 260?5 ——?5 ——?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二8?2 压力/bar 45?5 80?5 ——?5 —— 55?5 ——出保压时速度% 8?5 65?5 ——?5 —— 45?5 ——6?2 位置mm 74?2 5?2 ——?2 ——————顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料 1 位置mm 50?2 75?2 —————— 1mm模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 115?5 30?5 100?5 70?5 110?5 模背压速度% 25?5 40?5 20?5 35?5 40?5 40?5 关模——位置mm 80?5 300?5 380?5 150?5 80?5 0机台操作人数技术要求操作工 1 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至 70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数 2浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号90F2V 零件名称色片零件毛重 13g 材料名称 PC 进芯位置——产品型号TBD152121 产品颜色红色零件净重 10g 材料型号 2805 退芯位置——产品图片: 班产量(模次) 900至1200 总周期时间材料颜色无色透明进芯压力——冷却 10?5 35?5 色母比例 0.12gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额—— 310026 退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 300?5 280?5 260?5 ?5 ?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 50?5 90?5 ———— 45?5 ——出保压时速度% 20?5 70?5 ———— 35?5 ——5?2 位置mm 60?2 10?2 ———— 2?2 ——顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料位置mm 50?2 70?2 —————— 1 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开1 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模 1?2 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定毛刺工—— 2、形状完整、表面光滑,不许生产缺陷、飞边的产品,必须清除平滑顶杆安装 3、模具温度应控制在 60 至70 ? ,动静模必须安装冷却水拟制审核批准中心顶根数 1 4、模具首件生产时压力不能过大,储料不能过多附顶杆根数——浙江星际实业股份有限公司注塑成型生产工艺卡文件编号:XJ- 设备名称型号90F2V 零件名称遮片零件毛重 49g 材料名称 PC 进芯位置——产品型号TBD2221C 产品颜色无色透明零件净重 46g 材料型号 2805 退芯位置——产品图片: 班产量(模次) 800至1027 总周期时间材料颜色无色透明进芯压力——冷却 15?5 40?5 色母比例——gKG 进芯速度——回收比例——颜料型号名称退芯压力——行程为——消耗定额————退芯速度——抽芯——料筒温喷嘴? 一段? 二段? 三段? 四段? 五段? 原材料干原材料干燥时度 ?设置燥温度? 间H320?5 300?5 280?5 260?5 ?5 ?5 115?5 6射出时间射射出一射出二射出三射出四保压一保压二5?2 压力/bar 60?5 85?5 ———— 45?5 ——出保压时速度% 10?5 65?5 ———— 35?5 ——5?2 位置mm 62?2 10?2 ———— 2?2 ——顶出方式储料一储料二顶出顶退调模熔前抽胶储定次压力/bar 120?5 130?5 50?5 50?5 40?5 ——顶出次数速度% 90?5 95?5 40?5 40?5 30?5 熔后抽胶料位置mm 50?2 71?2 —————— 1 1模具型腔一段开模二段开模三段开模一段关模二段关模三段关模开2 压力/bar 70?5 90?5 10?5 85?5 55?5 100?5 模背压速度% 30?5 55?5 10?5 50?5 20?5 50?5 关模 1?2 位置mm 20?5 180?5 225?5 130?5 75?5 0机台操作人数技术要求操作工 1人 1、尺寸、光洁度符合图样要求,并保证塑件尺寸,质量相对稳定。