品质检验流程图特
电子烟成品检验标准 生产过程中品质控制流程图

类 别安全项目(CRITICAL)关键项目(MAJOR)一般项目(MINOR)质量特性严重不符合规定;电子料的外观问题.一般机械材料(除塑胶壳及包装料)的外观问题.不影响装配的轻微尺寸偏差.表2 测量面的定义3. 术语定义表1 缺陷定义定 义不符合安全标准规定;对使用者有潜在的危险,如机械材料之锐利批峰。
重要的质量特性不符合规定1. 目的及适用范围为确保生产的电子烟质量稳定,符合国家标准并使客户满意,特制定本标准。
本规程适用于电子烟产品的成品检验(全检)及出货检验(抽检)。
2. 引用技术文件及标准GB/T.2828-2003 逐批检查计数调整型抽样程序及抽样表GB/T.2829-2003 周期检查计数抽样程序及抽样表表3 点大小的定义4. 抽样方案及判定标准抽样依据:按照国标《逐批检查计数抽样程序及抽样表 GB/T.2828- 2003》,其中:外观检验项目: 一般检查水平Ⅱ功能、性能检验项目 : 特殊检查水平S-3判定标准:以缺陷数为不合格品数,如果一个表面有多个不良,那么所有不良的总和来决定此表面不良是否超标。
对于划痕,则把所有划痕的长度相加之和来决定是否超标,对于圆形不良,则其直径和来决定是否超标)按以下标准判定检验结果。
a) 严重缺陷(CRI):Ac=0, Re=1 (无论批量大小)b) 重缺陷(MAJ): AQL=0.65c) 轻缺陷(MIN): AQL=1.5放宽或加严检验,亦按照GB/T.2828-2003标准规定执行。
5. 检验内容5.1 外观检验表4 划痕验收标准表5 点缺陷验收标准表6 组装缺陷验收标准注:其他外观不良如积漆、缩水、多喷、色差、手印、透底、熔接线、飞边、平整度或新出现的不良以实际不良限度封样为准验表7 电子烟5.3及包装检验表8 整机包。
IPQC检验流程图

受控
核准
作成
流程 现场资料准备
核对材料
管理
根据生产的机种找相关的资料(BOM、规格书、施胶图、包 装示意书)和样品。
IPQC要核对使用的材料的料号、用量、规格、结构、材质、 颜色是否同材料表、样品、图纸的要求一致。
※必须按规定要求进行确认,有异常马上汇报处理。
首件制作
测试喇叭的性能(FO、阻抗、极性、扫频等),确认所有材 料的搭配与样品是否一致。
※有重大或批量不良时须要停线,决定措施后再生产(在 10-15分钟做出决定),所生产不良品进行隔离并标示,做 出相应处理措施。 ※胶水必须按规定确认涂胶状态及干燥硬度。
检查每个工位的作业手法是否正确,所用治具是否标准.胶 水是否正确.定时检测胶水的调和比例.
按AQL标准抽检,确认产品的特性、外观、材料的使用、配 件的用量。
首件确认(结构、外观、材质等)是否符合性能要求.
首件确 认
首件记录
※首件未完成,而生产已量产,由此产生的不良后果由生产 承担,品管不承担责任。
批量生产
Hale Waihona Puke 重点岗位检查记录/异常处理
巡线检查
汇报处理
制程品质异常 联络单
抽板抽箱检查
记录/异常处理
巡检员协助线长排线,开始生产5-10个的产品要全检.确认 无误后进行批量生产.
※单品(低音、高音)完成后,IPQC需核对样品抽查确认, 完全合格在管理票上盖合格印章,生产看到有合格印才章能 上线组装。
重大品质事件,召集检讨会 并追究管理责任
检验程序流程图
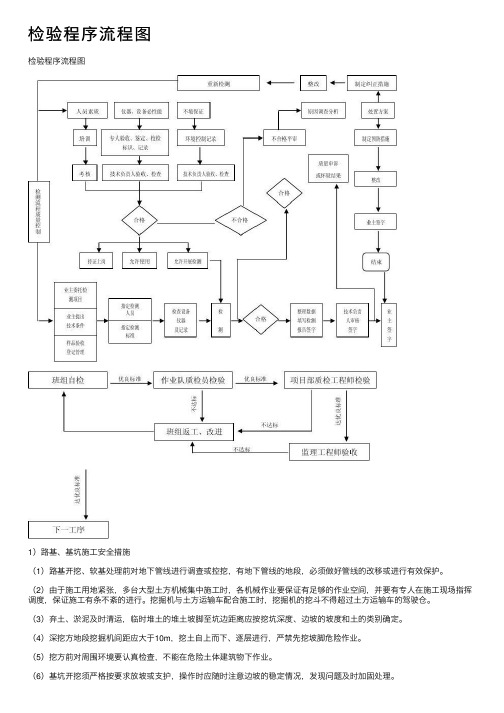
检验程序流程图检验程序流程图1)路基、基坑施⼯安全措施(1)路基开挖、软基处理前对地下管线进⾏调查或控挖,有地下管线的地段,必须做好管线的改移或进⾏有效保护。
(2)由于施⼯⽤地紧张,多台⼤型⼟⽅机械集中施⼯时,各机械作业要保证有⾜够的作业空间,并要有专⼈在施⼯现场指挥调度,保证施⼯有条不紊的进⾏。
挖掘机与⼟⽅运输车配合施⼯时,挖掘机的挖⽃不得超过⼟⽅运输车的驾驶仓。
(3)弃⼟、淤泥及时清运,临时堆⼟的堆⼟坡脚⾄坑边距离应按挖坑深度、边坡的坡度和⼟的类别确定。
(4)深挖⽅地段挖掘机间距应⼤于10m,挖⼟⾃上⽽下、逐层进⾏,严禁先挖坡脚危险作业。
(5)挖⽅前对周围环境要认真检查,不能在危险⼟体建筑物下作业。
(6)基坑开挖须严格按要求放坡或⽀护,操作时应随时注意边坡的稳定情况,发现问题及时加固处理。
2)脚⽤架、⽀架⼯程施⼯安全措施(1)钢管、扣件、螺栓的质量应符合规范规定。
不准使⽤锈蚀、弯瘪、滑⽛和有裂缝的⾦属杆件。
(2)脚⼿架纵、横距、步距应通过安全检算,满⾜结构安全需要。
(3)脚⼿架、⽀架搭设前,应对场地进⾏平整夯实、砼硬化处理,同时作好场地排⽔。
(4)脚⼿架、⽀架搭设完成后,应组织分段验收,合格后⽅准投⼊使⽤。
3)安全技术通⽤措施(1)在施⼯现场主要施⼯部位、作业点、危险区、主要通道⼝布设⾜够数量的警⽰牌、防护栏杆、标牌等,夜间设红灯警⽰,保证施⼯安全。
(2)详细编制各⼯种作业技术标准和安全操作细则。
杜绝违章⾏为,消除事故隐患,切实保障施⼯安全和重要设备不受损失。
(3)严格技术管理,在技术交底的同时,进⾏安全措施交底。
坚持⼯序技术交底制,并在施⼯中督促检查,使安全⼯作落到实处。
(4)施⼯机械在投⼊使⽤前按规定的安全技术标准进⾏检测、试运⾏和验收,确认能安全运⾏的⽅可投⼊使⽤,使⽤期间是悬挂“安全操作规程牌”,由专⼈持操作证使⽤,并定期维修。
6.4.2.3 主要分项⼯程施⼯质量保证措施1)施⼯测量(1)对所有施⼯⽤的测量仪器按计量要求定期到指定单位进⾏校定,施⼯过程中,如发现仪器误差过⼤,必须即时送修,并重新校定,精度满⾜要求之后,⽅可使⽤。
品质部岗位职责及检验流程

质量部岗位职责及检验内容目录管理:AZL—01-2017—18目的:IQC/IPQC/FQC/OQC检验方法原材料检验(IQC )原进厂检验包括三个方面:①库检:原材料品名规格、型号、数量等是否符合实际,一般由仓管人员完成.②质检:检验原材料物理,化学等特性是否符合相应原材料检验规定,一般采用抽检方式.③试检:取小批量试样进行生产,检查生产结果是否符合要求。
来料不合格的处理:①标识:在外包装上标明“不合格”,堆置于“不合格区”或挂上“不合格”标识牌等。
②处置:退货或调货或其他特采。
③纠正措施:对供应商提供相关要求或建议防止批量不合格的再次出现。
2紧急放行:因生产急需,在检验报告出来前需采用的物资,为紧急放行。
需留样检验,并对所放行物资进行特殊标识并记录,以便需要时进行追踪。
3特采:从非合格供应商中采购物资--加强检验。
②检验不合格而采用的物资-—挑选或修复后使用。
4应特别关注不合格品所造成的损失:①投入阶段发现,损失成本为1元。
②生产阶段发现,损失成本为10元。
③在客户手中发现,损失成本为100元。
二、过程检验(IPQC )lPQC 的检验范围包括:①产品:半成品、成品的质量。
②人员:操作员工艺执行质量,设备操作技能差。
③设备:设备运行状态,负荷程度。
④工艺、技术:工艺是否合理,技术是否符合产品特性要求.⑤环境:环境是否适宜产品生产需要。
2工序产品检验:对产品的检验,检验方式有较大差异和灵活性,可依据生产实际情况和产品特性,检验方式更灵活。
质检员全检:适用于关键工序转序时,多品种小批量,有致命缺陷项目的工序产品。
工作量较大,合格的即准许转序或入库,不合格则责成操作员工立即返工或返维。
质检员抽检:适用于工序产品在一般工序转序时,大批量,单件价值低,无致命缺陷的工序产品.员工自检:操作员对自己加工的产品先实行自检,检验合格后方可发出至下道工序。
可提高产品流转合格率和减轻质检员工作量,不易管理控制,时有突发异常现象。
质检部工作流程图
元 件 规
置应 合理 整齐
格
美观
型
压接
号
牢固
一次 母线 之间 搭接 应自 然吻 合无 应力
返工或返修
填写质量检验返修通知单
不合格
生产部下发 成品报检单
四、成品检验流程图
外观检查
二次线美观性 牢固性检查
各种标 识检查
通电性 能检查
机械或联锁操 作性能检查
电气间隙和爬 电距离检查
防护等 级检查
保护电路 连续性检查
质检部日常工作流程
一.产品检验的分类 ❖1.进货检验. ❖2.过程检验. ❖3.成品检验.
❖ 二.进货检验流程图 ❖ 结构件检验流程
入库
采
供
部
下 发
结构件
报
检
单
更换或退货
在报检单上签字
合格Leabharlann 外观检查核对规格型号及尺寸
填写质量检验返修通知单
不合格
❖ 电器件检验流程
入库
核
对
采
供
部
下
电器件
外观检查
发
报
检
单
规 格 型 号 合 格 证 说 明
书
在报检单上签字
合格
机
通
绝
耐
械
电
缘
压
操
试
试
试
作
验
验
验
更换或退货
填写质量检验返修通知单
注、针对不允许耐压试验的元器件,将省去耐压试验步骤。
不合格
三.过程检验流程图
进入下一道工序
在周转卡上签字
合格
核
二次
对
线布
生产部上报开关柜 过程装配周转卡
品质保证体系流程图

N
样件
Y
确认
实验确认 N
Y
工程图样确 认
设计 变更
N Y
实施变更
确认产品和过程特殊特性
确认新设备、工装
确认量具和试验设备
①检测报告
②试验报告 ③工装设备清单 ④产品/过程特殊特性 清单 ⑤量检具试验装备清 单
①《产品设计开发策划管理 程序》 ②《产品和过程更改程序》 ③《事态升级管理办法》 ④《FMEA管理办法》
顾客
N 顾客
Y
品质体系保证图
总经理
财务控制部 技术开发部 生产管理部 质量保证部
供方
①外来文件评审记 录 序》 ②纠正预防措施计 划表 ③略:按文件输出
输出文件
①《产品设计开发策划管理 程序》
②编《制生:产过程控制程序》
③《采购管理程序》 ④《工装管理程序》
⑤审《核设:备管理程序》
⑥《人力资源管理程序》 ⑦《检验测量设备控制程序
供方
②产品/过程特殊特 ①《产品设计开发策划管 技
性清单
理程序》
术
③DFMEA ④样件控制计划
②《FMEA管理办法》
开
③编《制产:品安全与责性与责 发
⑤产品设计草图 任管理办法》
部
⑥产品标准 ⑦设计评审记录
审核:
批准:
输出文件
关联文件
主责 部门
二 、
产 品 设 计 和 开 发
2/7
文件编号:J
版 本 号:
批量 生产 /顾 客反 馈
②产品图纸 ③检查基准书 ④作业指导书 ⑤控制计划 ⑥包装作业指导书 ⑦各工序作业、检
查记录
顾客不良反馈
合格品发运 售后/服务
品质控制工作流程图及工作标准
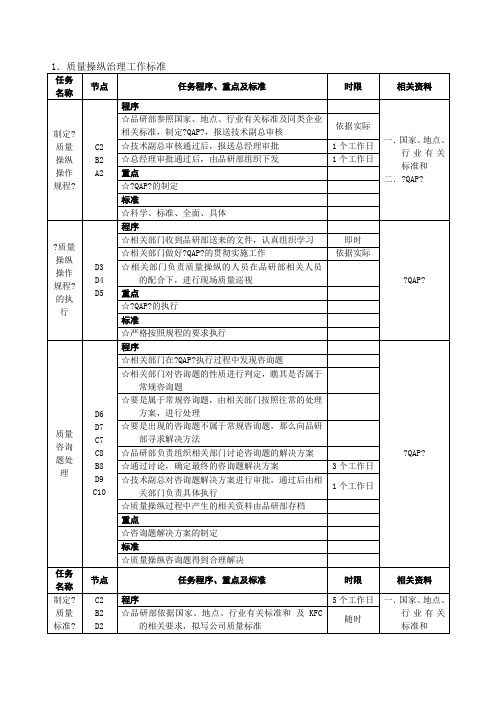
☆品研部修订过的标准报技术副总审核
1个工作日
☆修订的标准报总经理审批
1个工作日
重点
☆质量标准的修订
标准
☆质量标准修订及时,符合公司实际情况
新质量标准的执行
C10
D10
程序
公司?质量标准?
☆修订后的质量标准经领导审批后,品研部及时组织有关部门执行
依据实际
☆关于新的质量标准,品研部对相关人员进行适当的教育、培训
☆组织对原辅料、生产过程和产成品进行检验
依据实际
重点
☆原辅料、产品实现过程和产品的质量监督
标准
☆检验报告单原始记录是否齐全
原辅料检验
C4
D4
D5
E5
E6
F6
程序
一.?原材料和成品检验规程?
二.?原辅料进库单?
☆质检专员对采购的原辅料进行检验
1个工作日
☆质量合格的进库
1个工作日
☆质量不合格的执行退换货处理
一、?生产流程操纵程序文件?
二、企业各部门职责
三、企业各部门工作流程
☆质检专员定期进行制成质量检验,检验方法包括抽样检验、巡回检验等
依据实际
☆生产部、各生产车间协作、参与质检专员的支程质量检验工作,分不从人员配备、检验时刻和地点确定等方面给予支持
依据实际
依据实际
重点
☆原辅料检验执行的标准;原辅料质量检验记录
标准
☆核查原辅料检验记录,验证记录,合格提供方名录
生产过程检验
C7
D7
D8
F9
F8
程序
一.?生产过程质量检验标准?
二.?生产过程质量检验记录?
☆各班班长对生产过程进行质量监控,并定期向品研部进行汇报
质量检验控制流程图

10
提料
过程检验
N
技术分析
1.IPQC(制程检验员)对半成品工艺材质和作业手法进 行。2.有品质异常时技术部进行技术分析出矫正方案
1.装配组按照配置清单领料。2.对物料进行自检合格才
11
成品装配
可装配。3.现场加工部位要通知检验员确认。4.严格按
照作业指导书的工艺作业。
N产品损坏或其他异常
4.检验不合格请生产部重工后再送检。
15
装柜发货
1.样品确认后根据订单可进行外购件的批量采购普和半 成品加工; 2.自检物料合格才可生产,严格按规范操作; 3.过程不良时要按技术部的方案进行重工处理,并通知 质检员确认。 1.对供应商物料核对数量及规格查看包装完整性必须标 识有送货单,2.报检给IQC(进料检验)。3.实物不符 或检验不合格时请通知采购与供应商联络办理退货手续 。 1.核对确认样品以及技术图纸。2.按检验规范和技术参 数的要求进行检验。3.合格后在实物包装上贴上“合格 ”标签并通知仓库入库。4.有不合格品超出允收水准, 通知仓库要求退货。5.将不合格事件知会采购,通知供 应商改善。
1.根据技术参数要求外购件样品购买; 2.购买的样品要有说明书,出厂检验报告,安全器件要 有注册检验报告或者认证证书,特殊要求材料要有第三 方检验材料成份报告; 3.进行制样或者小批量生产。
1.技术员对样品进行全面的试验; 2.符合技术要求的要贴合格标签并签名; 3.样品不符合返回图纸设计到制样重新跟踪解决。
质量检验控制流程图
步 骤 采购
仓库
部门 质量
生产
技术
说明
1
图纸设计 1.根据订单要求设计产品
2