农用液压式生物质成型机的试验研究
生物质固化成型设备及其成型影响因素分析
生物质固化成型设备及其成型影响因素分析宁廷州;刘鹏;侯书林【摘要】为深入研究生物质固化成型设备及其成型影响因素,有效促进生物质固化成型技术的发展,从生物质固化成型设备的工作原理、生产率、磨损、能耗4个方面对3种形式的生物质固化成型设备进行了比较,揭示了各类型成型设备的特点,指出了未来生物质固化成型设备的发展方向.针对生物质原料的多样性、压缩方式和压缩条件的不同,将生物质固化成型影响因素进行了归类,系统阐述了生物质固化成型影响因素对其成型结果的影响.文章为生物质固化成型设备的进一步研究提供了借鉴和参考.%To study the biomass curing equipment and its forming influence factors,and promote the development of the biomass curing technology,three kinds of biomass curing equipments were firstly compared from four aspects (the working principle,the productivity,the wear and the energy consumption),which revealed the features of different kinds of biomass curing equipments,and pointed out the development direction of the biomass curing equipment.Secondly,the forming influence factors were classified,and the results of these factors to the formation were systematically elaborated according to the diversity of the biomass materials,the differences of compression ways and compression condition.This provides reference for further research of the biomass curing equipment.【期刊名称】《可再生能源》【年(卷),期】2017(035)001【总页数】6页(P135-140)【关键词】生物质;生物质固化成型设备;影响因素【作者】宁廷州;刘鹏;侯书林【作者单位】中国农业大学工学院,北京100083;山东华宇工学院机械工程学院,山东德州253034;塔里木大学机械电气化工程学院,新疆阿拉尔843300;中国农业大学工学院,北京100083;塔里木大学机械电气化工程学院,新疆阿拉尔843300【正文语种】中文【中图分类】TK6;S216.2生物质固化成型技术能够将粉碎后的农作物秸秆等生物质原料,在一定的外力、温度和湿度的情况下压缩成具有一定长度和密度的块状、棒状和颗粒状的燃料[1],[2]。
液压驱动生物质成型机机械系统设计

液压驱动生物质成型机机械系统设计液压驱动生物质成型机机械系统设计【1】摘要:文章提出了一种以液压驱动双活塞双向压缩为核心,两级预压为辅,对生物质进行压缩成型的机械系统方案。
根据该方案用分模块设计方法,对该系统展开了详细的结构设计,成功研制出一套以液压驱动双向活塞双向冲压成型的生物质成型机机械系统。
关键词:生物质液压成型机;双活塞双向成型三级压缩0引言生物质能是仅次于石油、天然气和煤炭而居于世界能源消费总量第四位的可再生资源,生物质能在整个能源系统中占有重要地位,有可能成为未来可持续能源系统的重要组成,在20世纪40年代生物成型技术出现研究热潮,把生物质粉碎、挤压成型成为相关学者研究热点。
生物质成型机在这样的背景下产生。
本文以农作物秸秆为生物质原料,研究了一种以液压驱动双活塞双向冲压成型的生物质成型机机械系统,对提高生产率具有重要意义。
1液压驱动生物质成型机机械系统结构设计本文用分模块设计方法,按作用将成型机机械系统划分成五个模块,各模块来同步设计,对缩短成型机设计和安装周期具有重大意义。
1.1主压装置是成型机机械系统核心,是生物质原料冲压成型的主要动力原件根据相关生物质成型机专家和学者实验研究表明:在一定范围内,成型压力与成型密度呈正相关系,成型密度随着压力的增大而增大,所以调高成型压力,一定程度上提高了生产率。
F=PAη=P(S1-S2)η=P(∏d2/4-D2/4)η(1)式中F–生物质成型压力;P—单活塞活动工作压力;A—活塞有效工作面积;S1—液压缸内径横截面积S2—活塞杆横截面积;η—液压油缸机械效率d—液压缸内径D—活塞杆外径根据(1)公式可知:设计双缸双活塞双向冲压结构,增大了活塞有效工作面积,在液压缸体积和单活塞工作压力一定条件下,提高了成型压力,对提高生产率具有重要意义。
为此,根据成型机整体体积和布局要求,主压装置设计成液压驱动双液压缸串联双活塞双向冲压结构,具体结构如图所示。
YK―3型生物质成型机研究设计
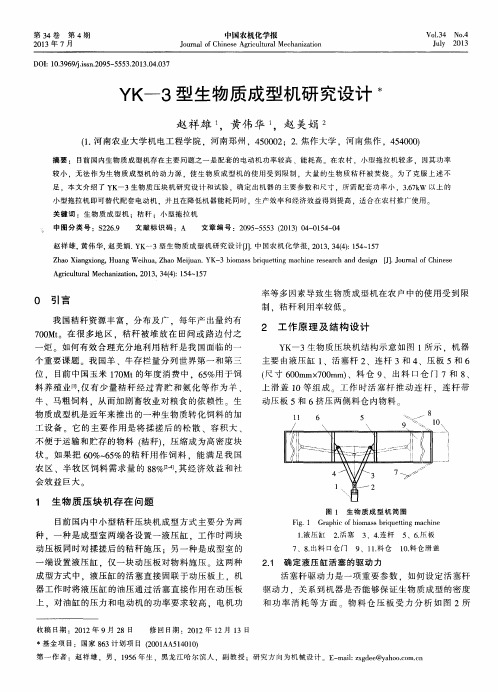
1 . 液压缸
2 . 活塞
3、4 . 连杆
5、6 . 压 板
7、8 . 出 料 口仓 门
9 、1 1 . 料仓
1 0 . 料 仓 滑 盖
端设 置 液压缸 .仅 一块 动压板 对 物料 施压 这 两种
2 . 1 确 定液压 缸活 塞的 驱动 力
成 型方式 中 .液 压缸 的活 塞直 接 固联 于动压 板上 .机 器工 作 时将液 压缸 的油压 通过 活塞 直接 作用 在 动压板
上滑 盖 1 0等组 成 工 作 时 活塞 杆 推 动 连杆 .连 杆 带 动压板 5和 6挤 压两侧 料仓 内物料 。
农 区 、半 牧 区饲 料需 求 量 的 8 8 %t 2 - 4 1 , 其经 济 效 益 和社
会 效益 巨 大
1 生 物 质 压 块 机 存 在 问题
图 1 生 物 质 成 型 机 简 图
摘 要 : 目前 国 内生 物质 成 型机 存 在主 要 问题 之 一 是配 套 的 电动 机功 率 较 高 、能 耗 高 。在 农 村 ,小 型 拖 拉 机较 多 ,因其 功 率 较 小 ,无 法 作 为 生物 质 成 型 机 的 动力 源 ,使 生 物 质 成 型 机 的使 用 受 到 限 制 ,大 量 的生 物 质 秸 秆 被 焚 烧 。为 了克 服 上 述 不
生物质固化成型设备及其成型影响因素分析

生物质固化成型设备及其成型影响因素分析生物质固化成型是将农林废弃物、农作物秸秆等可再生能源转化为固体燃料的一种技术。
这种技术可以有效地利用废弃物资源,减少环境污染,并提供可再生能源。
生物质固化成型设备是实现这一技术的工具,它的设计和操作将直接影响成型品质和生产效率。
生物质固化成型设备主要包括颚式破碎机、切割机、烘干机、进料机、制粒机、冷却器、包装机等。
颚式破碎机用于将生物质原料破碎成适合制粒的大小;切割机用于将原料进行切割,以便进一步加工;烘干机用于将原料进行烘干,以去除其内部水分;进料机用于将破碎后的原料送入制粒机;制粒机用于将原料进行压制成固体燃料颗粒;冷却器用于将制成的颗粒冷却至室温;包装机用于将颗粒进行包装。
影响生物质固化成型设备成型的因素包括原料的物理性质、成型工艺参数和设备设计参数。
原料的物理性质主要包括颗粒大小、水分含量、密度和粘度等。
颗粒大小影响原料在制粒机中的压制效果,过大或过小的颗粒都会影响成型品质;水分含量影响原料的压制成型过程中的加压力和粘接力,过高或过低的水分含量都会影响成型品质;密度和粘度影响原料在制粒机中的流动性和塑性,过高或过低的密度和粘度都会影响成型品质。
设备设计参数主要包括设备结构、刀具形式、进料方式和制粒机模具等。
设备结构影响设备的稳定性和操作性,合理的结构将有助于提高成型品质和生产效率;刀具形式影响原料的切割效果,适合的刀具形式将有助于提高成型品质和生产效率;进料方式影响原料的均匀性和流动性,合理的进料方式将有助于提高成型品质和生产效率;制粒机模具影响原料的压制效果,合理的模具设计将有助于提高成型品质和生产效率。
生物质固化成型设备及其成型影响因素分析对于提高生物质固化成型技术的效果和使用效率具有重要意义。
通过合理设计和操作,可以提高成型品质,提高生产效率,实现废弃物资源的有效利用。
生物质(农作物秸秆)致密成型技术概述

2 成型原料问题 生物质原料的特点是具有季节性、分散性,因此严
重的影响了生物质致密成型燃料的工业化生产,根据 中国特色,必须考虑生物质的收集半径。建议采取分 散设点加工及就地使用和集中调配使用的方法。解决 上述问题。考虑到收集范围问题,生物质致密成型设 备的生产率不宜过大。 3 配套设备问题
结渣:是由于秸秆相对于煤和其它的燃料中的碱金属和氯的含量较 高(钾1%左右,氯0.8%左右,是突出特点)加之秸秆收集过程中 带入较多的的SiO2,就使其在燃烧过程中产生含有较多碱金属的 飞灰颗粒。这些颗粒易凝结在锅炉部分受热面上,一定程度下形 成玻璃状的结渣,是一种复杂混合物。严重的结渣会使锅炉停止 运转。
农林废弃物主要由纤维素、半纤维素和木质素组成,木质素为 光合作用形成的天然聚合体,具有复杂的三维结构,是高分子物 质,在植物中含量约为15%~30%。当温度达到70~100℃,木 质素开始软化,并有一定的黏度。当达到200~300℃时,呈熔融 状,黏度变高。此时若施加一定的外力,可使它与纤维素紧密粘 结,使植物体积大量减少,密度显著增加,取消外力后,由于非 弹性的纤维分子间的相互缠绕,其仍能保持给定形状,冷却后强 度进一步增加,成为成型燃料。
CF型后,体积缩小,密度可达 1t/m3左右, 含水率在20%以下,便于贮存和运输。 成型燃料在燃烧过程中热值可达16000kJ/kg左右, 燃烧过程相对干净,热性能优于木材,体积发热量 与中质煤相当,可广泛用于民用炊事炉、取暖炉、 生物质气化炉、高效燃烧炉和小型锅炉,是易于进 行商品化生产和销售的可再生能源。
腐蚀:FeCL3 、碱金属 其它:我国化肥使用多,秸秆中N含量较高,据研究,N2O的温室
效应威力是CO2的296倍。还有一些燃烧微量元素的幅射都远远 大于其他燃料。
生物质固化成型设备及其成型影响因素分析
生物质固化成型设备及其成型影响因素分析一、生物质固化成型设备的工作原理生物质固化成型设备主要用于将生物质原料转化为固体燃料或生物质颗粒,以便于存储、运输和燃烧利用。
常见的生物质固化成型设备有颗粒机、压缩机和制粒机等。
1. 颗粒机:颗粒机是常用的生物质固化成型设备之一,主要由进料装置、压辊、模具和出料装置组成。
工作原理为生物质颗粒材料通过进料装置进入压辊空间,经过一对旋转的压辊挤压成型,在模具的作用下产生颗粒,最终由出料装置排出。
2. 压缩机:压缩机是将生物质原料在高压下经过挤压成型的设备,主要用于生产高密度的生物质固体燃料。
其工作原理为利用机械或液压装置对生物质原料施加高压,使其在模具内部成型并固化。
二、生物质固化成型影响因素分析生物质固化成型设备在进行成型过程中,受到多种因素的影响,包括生物质原料特性、成型工艺参数、设备结构和操作技术等,在实际生产中需要综合考虑这些因素。
1. 生物质原料特性:生物质原料的湿度、颗粒度、含水率、纤维形态等特性对成型效果有着重要影响。
湿度过高会影响颗粒的稳定性和燃烧性能,颗粒度过大或过小都会影响成型效果,含水率过高会增加成型能耗,而纤维形态不良也会影响成型质量。
2. 成型工艺参数:成型工艺参数包括压力、温度、速度等,对成型效果有着直接影响。
适当的成型压力和温度能够提高成型密度和强度,但过高的压力和温度会增加设备磨损和能耗,适当的成型速度能够保证成型质量和生产效率。
3. 设备结构和操作技术:生物质固化成型设备的结构特点和操作技术对成型效果和生产效率有着重要影响。
合理的设备结构能够保证成型质量和安全生产,良好的操作技术能够提高设备利用率和降低维护成本。
生物质固化成型设备及其成型影响因素的分析对于提高生物质固化成型技术的成型效果和生产效率具有重要意义。
在实际生产中,需要全面考虑生物质原料特性、成型工艺参数、设备结构和操作技术等因素,以优化设备配置和工艺流程,提高生物质固化成型的成型质量和生产效率。
基于统计分析的生物质液压成型模具参数优化
陈洪 波 , 姚平喜. 基 于 统 计 分 析 的 生 物 质 液 厅
C h e n Ho n g b o , Ya o P i n g x i . Mo l d p a r a m e t e r O 1 9… i z a t i o n o f h y d r a u l i c b r i q u e t t i n g m a c h i n e b a s e d o n m a t h e m a t i c a l s t a t i s t i c s[ J l
・ 0 刊 3 \、
. 、 ..
究与 消化 、吸收 国外先 进技 术相 结 合 ,在相 关 领域 取
得一 定 的成 就 。但 是 ,在原 料 充 足 、投 人 大 量 资金 、
人力 和 时间 的情况 下 .生物 质成 型 燃料 技术 仍 然没 有
蠢 . ’ ・ 一 - . 一 ’ 、 I : . j ・ . : ’ ‘
+SV E  ̄
V P
{ [ 1 - e x p( - Y 憎 E ) ]
E P
F _ + 、 / 其等效 屈服应 力 :
Fo = k
v p = 【 ( 盱 0 ) o - 0 < o -  ̄
f 0
O - o = O - o
其中: —= 一 ; 、 / 3 ( 3 - s i n  ̄ )
+
在生物 质成 型燃料 的加 工过 程 中 .生 物质 原料 处
于三维 应力状 态 .采用 线性 状态 的蠕 变公 式来 表示 应
1
[ ( 】
( 4 )
变 是不 严密 的 。在 三维 应力 状态 下 。很难 形象 化地 表
达 流变 模型 .但采 用类 比的方法 .三 维流 变模 型可 从
(2023)生物质压缩成型设备生产建设项目可行性研究报告(一)
(2023)生物质压缩成型设备生产建设项目可行性研究报告(一)2023年生物质压缩成型设备生产建设项目可行性研究报告1. 背景我国正处于加快转型升级的关键阶段。
绿色能源的发展成为全社会共同的愿景,生物质能否更高效利用备受关注。
因此,本报告针对生物质压缩成型设备生产建设项目进行可行性研究,为绿色能源发展出一份力。
2. 项目概述2.1 项目内容本项目将生物质(如秸秆、木屑等)经过处理后进行压缩成型,生产出压缩木质颗粒和秸秆颗粒等等绿色生物质能源。
主要包括生产厂房、设备采购、流程设计等方面。
2.2 市场需求随着我国清洁能源的需求逐年增长,绿色生物质能源的市场需求也持续增长。
另外,我国政府也大力扶持绿色能源产业的发展,对于该领域内的企业和项目也给予了相应的政策支持。
3. 技术实现3.1 生产设备生物质压缩成型设备是生产压缩木屑等产品的重要设备,需要采购合适的机械设备。
3.2 流程设计流程设计是整个生产线中的关键部分,它将直接影响到生产效率和产品质量。
在设计中需要合理规划设备设置和人员分工,同时考虑生产线稳定性和自动化水平。
4. 经济效益本项目的投资规模较大,但预期经济效益可观。
根据市场需求和生产潜力的估算,该项目的年收入可达数千万元,投资回收期预计为5年左右。
5. 社会效益本项目的实施将促进绿色生物质能源的发展,降低对传统化石能源的依赖程度,提高环保意识和能源安全水平,对于推进可持续发展具有积极的社会效益。
6. 结论根据本次可行性研究报告的分析,本项目具备较高的投资和发展价值,但市场竞争压力比较大,对于生产设备和流程设计有较高的技术要求和挑战。
因此,需要结合市场情况和技术进步情况进行细化规划和资金筹措,同时注重产品质量和品牌效应的打造。
7. 推荐方案在项目实施过程中,可以采用以下方案来优化项目效果:1.设计完善的生产流程,并探索生产线的自动化水平。
2.选购国内外优质压缩成型设备,保证生产设备的稳定性和生产效率。
HPB—Ⅴ型生物质成型机的改进与试验分析的开题报告
HPB—Ⅴ型生物质成型机的改进与试验分析的开题报告一、研究背景随着能源和环境问题的日益紧迫,生物质能作为一种清洁环保的能源逐渐受到了人们的重视。
生物质成型技术对于生物质能的高效利用具有重要的意义。
HPB—Ⅴ型生物质成型机是一种常用的生物质成型设备,其主要原理是通过压缩和加热的方式将生物质材料制成成型块。
但是现有的HPB—Ⅴ型生物质成型机存在着一些问题,如成型块不稳定、成型效率偏低等,因此需要对其进行改进和优化。
二、研究内容1. 对现有HPB—Ⅴ型生物质成型机进行改进和优化,提高成型块的稳定性和成型效率。
2. 对改进后的HPB—Ⅴ型生物质成型机进行试验分析,探究其成型效率、成型块质量等方面的改善情况。
3. 探究改进后的HPB—Ⅴ型生物质成型机在不同工况下的适用性和稳定性。
三、研究意义本研究的改进和优化可以提高HPB—Ⅴ型生物质成型机的成型效率和成型块稳定性,使其更适用于生物质颗粒燃料的生产。
此外,通过试验分析可以更加客观地评价改进后的生物质成型机的性能,为后续研究和应用提供参考和基础。
四、研究方法1. 改进和优化HPB—Ⅴ型生物质成型机:通过设计和改进成型机的压缩模具、温控系统等部分,提高成型块的稳定性和成型效率。
2. 试验分析:对改进后的HPB—Ⅴ型生物质成型机进行成型试验和性能测试,探究其成型效率、成型块质量等性能指标的变化情况。
3. 建立数学模型:通过对成型过程中温度、压力等参数的测量和分析,建立数学模型,研究成型过程中的物理机理和影响因素。
五、预期结果改进和优化后的HPB—Ⅴ型生物质成型机可以提高成型块的稳定性和成型效率,使其更加适用于生物质颗粒燃料的生产。
试验分析可以客观反映机器的性能指标变化情况,为后续生物质成型机的研究和应用提供参考。
同时,通过建立数学模型,可以深入研究成型过程中的物理机理和影响因素,为今后生物质成型技术的研究提供理论基础。
生物质液压成型机的双锥度模具
L i Z h e n ¨
Qu D i
( 1 .S c h o o l o f T e c h n o l o g y , B e i j i n g F o r e s t r y U n i v e r s i t y B e j i i n g 1 0 0 0 8 3; 2 . D e p a r t me n t f o Me c h a n i c a l E n g i n e e r i n g, I n n e r Mo n g o l i a U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o g y B a o t o u 0 1 4 0 1 0 )
a f f e c t e d f o r mi n g d e n s i t y ;t h r o u g h a n a l y s i s t h e ma t e r i a l ( s t r a w) d e f o r ma t i o n t r e n d a n d f r i c t i o n d i s t r i b u t i o n d u r i n g t h e
a n a l y s i s t o b i — t a p e r mo l d,a n d b u i l d a f i n i t e e l e me n t mo d e l o f bi - t a p e r mo l d b a s e d o n ANS YS;t a k e c o mp r e s s i o n t e s t f o r
d i f f e r e n t ma t e r i a l s i n t h e s a me mo l d .C o n c l u s i o n :t a p e r , J B , t a p e r l e n g t h f l , Z 2 , p r e s e r v i n g l e n g t h Z 3 a n d o u t l e t d i a me t e r
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2012年2月农机化研究第2期农用液压式生物质成型机的试验研究狄恩仓,王振成,杨海鹏,郑路(中州大学工程技术学院,郑州450044)摘要:阐述了液压式生物质成型机的成型机理,并对其进行了试验研究。
试验和分析结果皆表明:在原料为自然干燥玉米秸秆的条件下,要保证成型机工作顺利、成型棒成型效果良好且单位产品能耗较低,应该把加热温度稳定在240~2500C 之间,从而使在原料为自然干燥玉米秸秆的条件下成型机的关键生产参数(即加热温度)得到r 确定。
关键词:生物质;液压式成型机;成型燃料中图分类号:TS203文献标识码:A文章编号:1003—188X (2012)02-0234—03引言我国是一个农业大国,8亿多人口生活在农村,农村能源尤其优质能源普遍短缺。
’农村能源70%来自生物质能,中国生物质资源非常丰富,资源总量达6.5亿t 标准煤以上…。
由于生物质结构疏松,能量密度低,燃烧效率低,且难以找到合理的利用方式,大量的秸秆被遗弃荒烧,造成空气环境的严重污染,笔者对社会、经济、环境和生态等造成了严重的不良影响。
为开发和利用国内以秸秆为主的生物质能源,笔者对液压式生物质成型机及配套秸秆成型燃料生产线所需的技术与设备进行了设计和试验研究。
1液压式生物质成型机成型机理和技术路线1.1成型机理该系统是在不加任何粘结剂的条件下对生物质进行热压成型的。
生物质之所以能够成型,主要是由于生物质中木质素的存在。
木材中木质素的含量为27%一32%(绝干原料),禾草类植物木质素含量为14%一25%。
通过x 射线衍射表明,木质素属非晶体,没有熔点,但有软化点。
试验表明:在一定的压力下,当温度在70~100%时其粘合力开始增加;温度在200~3000C 时,可以熔融旧J 。
热压成型的合适温度为140~2000C 。
该成型机采用液压驱动往复活塞双向挤压成型机构,在该温度下通过双出杆油缸两端的冲杆挤压成型套筒中的生物质,由于外力的作用,粒子主要以相互靠紧的形式结合旧J 。
随着外力的增大,生物质体积大幅度减小,密度显著增大,生物质内部胶合外部焦化,并且具有一定的形状和强度。
在冲杆的挤压作用下,生物质成为棒状从两端成型套筒中交替挤出,成为既定形状H J 。
由于采用了液压驱动,所以成型机的运行稳定性好,噪音比较小,操作环境得到了明显的改善。
1.2成型燃料生产线技术路线秸秆生物质成型燃料生产线的生产是将收集的秸秆生物质先通过太阳能干燥系统进行自然脱水,通过输送带进入粉碎机;粉碎后的秸秆由气力输送装置送入原料库,再由输送带送人秸秆液压式生物质成型机中,即可得到成型燃料产品”J 。
成型燃料生产线的工艺流程是:太阳能干燥或直接晒干一输送带一秸秆粉碎机_原料库_输送带一搅龙预压喂人一液压式生物质成型机_包装_成品贮存。
2成型燃料生产线的配套设备成型燃料生产线设备包括太阳能干燥系统、秸秆粉碎机、液压式生物质成型机、生物质燃烧炉和包装机等;生产线采用的原料主要是秸秆类生物质,如玉米秸秆、豆秸、稻草、棉秆和树枝合木屑等;生产线的关键设备是液压式生物质成型机L6]。
i 磊i 五一04Ⅲ3试验材料与方法基金项目:河南省重大科技攻关项目(82201343102);河南省郑州市3.1原料及试样制备作圭篙夼.凳鼍譬项198目11_(:83詈鬟竺誉芋:i#J 府石面+r E 一、试验原料取自新郑市周围的玉米秸秆,经白然晒m a I I =1作者简介:狄恩仓(一),男,河南封丘人,讲师,硕士,(一)姒拟闪;1呷啾日删l ,、P 。
|J ,口Jl 卫l 口,上/l (7),红掰≈”Hgct w 008@163一m 。
干后,用粉碎机将其粉碎,粉碎后的平均粒度为3l2012年2月农机化研究第2期m i l l,含水率为9.5%。
3.2试验装置与方法试验采用液压生物质成型机、粉碎机、电热干燥箱、分析天平、台秤、磅秤、干湿温度计、噪音计、游标卡尺、30~100A电度表、秒表和玉米秸秆等。
试验条件:生产环境温度为18。
C,湿度为25%。
检测方法:将测试设备与成型机连接好后,使成型机处于稳定运行状态,从测试仪器设备中记录出相应的参数。
在每一个成型温度条件下,使成型机平稳运行30m i n,测试3次,然后取其平均值。
3.3试验结果及分析上述基本试验条件下,成型机在不同成型温度下生产出的成型棒冷却后直径如表1所示。
表1不同成型温度下成型棒冷却后直径T ab.1T he br i quet t i ng st a ff di am et er s of di f fer ent t em per a t ur e成型温度成型棒直径成型温度成型棒直径/℃/ram/℃/m m30014025013329013824013l28013623013227013522013l260134210130成型棒冷却后,由于内部的水蒸汽膨胀和吸收空气中的水分,当成型温度高时,成型棒成型后内部会产生较多的水蒸汽,这可以看作是使成型棒膨胀的内在动力;在成型棒冷却过程中,其干燥的表面会吸收空气中的水分,从而使成型棒膨胀,这是造成成型棒膨胀的外部动力"1。
从试验结果以看出,在其它生产条件相同的条件下,成型棒冷却后直径随着成型温度的增加而增加。
不同成型温度下的成型棒膨胀率折线图如图1所示。
从图1可以看出,冷却后成型棒膨胀率随着成型温度的上升逐渐增加,其曲线接近线性关系。
这说明,冷却后成型棒的密度随着成型温度的升高而减小。
在,300。
C时,成型棒的直径最大,则其密度最低;而在210。
C时,成型棒的直径最小,则其密度达到最大值。
所以,在保证成型棒顺利成型的前提下,成型加热温度应该尽量降低。
这样既可以减少加热能耗,降低生产成本,又可以保证成型棒的成型效果。
l\镣董避成型温度/℃图l不同成型温度对成型棒膨胀率的影响Fig.1T he expa nsi on coeff i ci ent of br i quet t i ngs taff O i ldi f f er ent t e m pe r at ur e根据实际情况,进行了大量的试验,如表2所示。
表2不同成型温度下成型棒成型效果T ab.2T he br i quet t i ng e ff e ct of di f fer ent t e m pe r at ur e从表2可以看出:在液压生物质成型机生产过程中,加热温度在230。
C 以上时,加工出来的成型棒表面20l2年2月农机化研究第2期光滑程度较好;在220cc和210。
C时,其表面光滑程度降低;在200℃几乎不能成型。
这说明,加热温度对成型棒的成型效果有很大的影响,是影响成型效果的一个比较关键的因素。
所以,加热温度的确定是成型机生产参数确定的关键环节。
加热温度在230。
C以上时,成型棒出模比较顺利;加热温度为2200C,成型棒出模开始出现困难;在210。
C时,可以看到成型棒出模明显困难;而在200℃时,成型棒几乎不能出模。
成型棒的加热温度在210—230℃之间时,其表面颜色为灰褐色,成型棒出模比较困难;在240~2600C之间时,成型棒颜色为灰黑色,且出模相对顺利;在270。
C及其以上时,成型棒表面呈焦黑色,出模比较顺利。
这说明,加热温度对成型棒出模顺利程度影响很大,加热温度的高低直接决定了成型棒是否出模。
根据试验情况可以得出,要想保证成型棒出模顺利,加热温度必须在2300C以上。
成型温度在260℃以上时,成型棒出模冷却后的膨胀率较大,冷却后表面裂纹较多;加热温度在260。
C以下时,成型棒冷却后膨胀率较小,表面比较光滑。
可以看出,冷却后成型棒表面裂口的大小随着加热温度的降低而减小。
在液压式生物质成型机的整个运行过程中,其空转运行时的最高噪音为82dB,进行生产时的最高噪音稳定在90dB左右。
不同成型温度下的成型压力如图2所示。
2019重18营17镊1615200210220230240250260270280290300成型温度/℃图2不同成型温度下的成型压力Fi g.2B r i q uet t i ng Pr ess ur e of di f fer ent br i quet t i n g t e m pe r at ur e从图2可以看出,成型机的成型压力随着成型加热温度的升高而逐渐较小,可见增加成型温度可以降低成型压力。
这主要是由于温度增加可以使成型棒在成型阶段表面软化,降低了成型棒出模时的摩擦阻力,从而可以降低液压系统的工作阻力,使液压压力下降。
由于成型机生产过程中的噪音主要是由液压系统造成的,所以液压压力的下降也可以使生产过程中的噪音降低。
这就要求在成型机生产过程中选择合适的成型温度,以充分利用液压能而又不使液压压力过高‘8|。
4结论根据以上试验,可得出以下结论:液压生物质成型机在生产原料的种类、原料粒度、含水率、成型压力、成型套筒的锥长和锥角、成型周期、摩擦力及喂入频率不变化的情况下,环境温度为18℃、环境湿度为25%时,生产线生产方案的制定要考虑以下因素:一是加热温度在2300C以上时,成型棒表面光滑程度较好,所以加热温度应该在2300C以上才能保证加工出来的成型棒的表面光滑度;二是加热温度应在230℃以上时,才能保证成型棒的出模顺利,从而保证成型生产过程的连续性和成型机组运行的稳定性;三是成型棒出模后的表面颜色不是影响成型的主要因素,但是当成型棒表面为焦黑或者灰黑色时成型比较顺利,表面为灰褐色时,成型开始出现困难,所以成型棒的表面颜色可以作为表征秸秆成型顺利程度的指标之一;四是成型棒出模冷却后的膨胀率不应太大,冷却后表面应比较光滑,所以机组正常生产时的加热温度应该控制在2600C以下;五是成型机的成型压力随着加热温度的升高而逐渐较小。
在成型机生产过程中,要选择合适的成型温度,以充分利用液压能而又不使液压压力过高;六是在整个试验过程中,液压生物质成型机正常工作时的最高噪音稳定在90dB左右,在人体承受范围之内。
综合考虑影响液压式生物质成型机生产时的生产率、成型部件磨损、原料含水率变化、成型机体寿命以及能耗等因素,把生产时的加热温度稳定在240—250℃之间为适宜温度。
参考文献:[1]张百良.农村能源工程学[M].北京:中国农业出版社,1999.[2]何元斌.生物质压缩成型燃料及成型技术(一)[J].农村能源,1995(5):12一14.[3]郭康权,赵东.植物材料压缩成型时粒子的变形及结合形式[J].农业工程学报,1995,11(1):138-143.[4]张百良,李保谦,赵朝会,等.PB—I型生物质成型机的应用研究[J].太阳能学报,1999(3):234—238.[5]P D G r over,S.K.M i s hr a.Pr o ceedi ngs of t he i nt er na t i on alw or ks hop o n bi om as s br iquett i ng[C]//Food a nd A gr i c ul t ur eO r ganazat i on of t he U ni t ed N at i ons R epo r t o n W ood EnergyD evel epm ent Pr o gr am m e i n A s i a,1996.[6]李保谦,张百良.PB—I型活塞式生物质成型机的研制[J].河南农业大学学报,1997,31(2):112一117.(下转第241页) 23620l2年2月农机化研究第2期(1.Facul t y of M e c hani cal Engi neer i ng&A ut om at i on,Zhej i ang S e i—T e ch U ni ver s i t y,t t angzhou310018,C hi na;2.N i ngbo H uanyi ng A gr i cul t ur al S c i ence and Tec hnol ogy D evel opm ent C o.LT D,N i ngbo315105,Chi na)A bs t r act:A s t he i m por t ant equi pm ent f or i ncr ea s i ng ef f i ci ency and i m pr ovi ng qual i t y of c om post f e r m ent a t i on,w hi ch i s a key l i nk of t he pr oduct i on of l i ves t ock and poul t r y m anur e or ga ni c fe r t i l i zer,t he C om pos t T ur ner has a br oad devel opm ent spac e.T hi s pa pe r i nt r oduc ed t he di f fer ent ki nds and t he key com po nent of C om pos t T ur ner.Then。