异常分析方法讲解4M1E
4M1E变动管理

检查确认、品管之加严抽样等,各员并详实
记录各项数据及状况以备查。
▪ 4M1E变动/异常管理负责人实施结果(各项
制程有关记录及顾客抱怨等)做追踪确认。
16
过程与结果时机填报
▪ 4M1E变动/异常管理负责人于每月 5日前整理一个月之各次4M1E变 动/异常管理记录表(0件亦须寄送 空白表) , 呈送总厂长签核后存查。
1. 此員於 9/30 報到,由 1. 目前確實按照教 張福在安衛幹事進行 育訓練內容進行 相關安全衛生教育訓 並完成。 練 並 進 行 測驗 , 10/2 由廠長及張福在安衛 幹事ቤተ መጻሕፍቲ ባይዱ行各機能介紹 及 ISO 相關認證介紹 。 2. 10/2 到現場擔任套標 機操作 , 需按照要求排 定的相關設備進行教 育訓練。 3. 請有經驗操作人員 (許 象陞 、 薛榮傑 、 葉清乾) 進行工作教導。 4. 班長需於每日早會觀 察該員工作狀態 、 情緒 是否正常。 5. 對於設備操作是否有 出現特殊異常情形。
13
4M1E变动/异常管理的做法
▲
▲ ▲
发現4M1E变动/异常的通报机制 进行预防措施及结果确认
过程与结果时机填报
14
发现4M1E变动/异常的通报机制
▪ 厂作业员发现4M1E变动/异常时:
立即通报上一级主管(组长) ,组长须同时通 报一级主管(课长)、厂4M1E变动/异常管理负责人、 品管员或品管组长。
发生日 期
部(课)
被通报者签 名 变动内容 预防措施
1. 组长: 200903 21 课长: 部主管: 改用来自北饮的 新瓶胚。
1. 检查外观发现长尾和收 缩的 情况,使用前要用瓶 胚检查是否会干涉5区的灯管。 2. 2. 取样称克重检查。 3. 3. 北饮瓶胚为江阴原料, 需提前调试看看工艺是否合适 。 4. 4. 外购瓶胚需测试数量是 否准确。
4M1E分析

A
B
C
D
将不良层别到“不可分割缺陷的现象” 层别的技术要基于制造工艺的状态来分析
A-1 A-2 A-3 A-4 A-1-1 A-1-2 A-1-3 A-1-4
步骤1 现状把握 不良定义和相关性分析
1、针对选定的改善主题(缺陷),进行不良定义,必要时绘制加工示意图。
从不良的原理、原则出发进行定义: 原理:不良现象的基本原理(物理、化学) 原则:不良成立的基本条件(基本条件因素)
不良数量 1 0 2 9 3 0 0 0 0 4 5 0 1 5 0 0 1 6 3 0 0 0 0 1 0 12 6 6 7 0 72
不良率
漏气
11
1
1
123
不 砍糖 1
3
12
11
1
63
1
良 日期
121
1
2
31
2222
现 少糖
13
35
111
3
22
象 异物
褶皱
1
1
设定改善目标
不良 减少
现状
目标
步骤1 现状把握 调查品质状况
加工工序 不良现象 项目
A
1-1
1
B
A 2
C
A
3
B
C
……
材料
基准 实际
*
*
判定
项目 1-2 2-1 3-1 3-3
设备/治工具 基准 实际
*
*
*
*
*
*
*
*
判定
项目 1-3 2-2 3-2 3-4
方法/人 基准 实际
*
*
*
*
*
人、机、料、法、环(4M1E法)定义与分析

人、机、料、法、环(4M1E法)定义与分析人机料法环又简称“4M1E法”:“4M”——人员(Man)机器(Machine)物料(Material)方法(Method)“1E”——环境(Environment)人:指制造产品的人员;机:指制造产品所用的设备;料:指制造产品所使用的原材料;法:指制造产品所使用的方法;环:指产品制造过程中所处的环境。
人的分析:1.技能问题?2.制度是否影响人的工作?3.是选人的问题吗?4.是培训不够吗?5.是技能不对口吗?6.是人员对公司心猿意马吗?7.有责任人吗?8.人会操作机器?人适应环境吗?人明白方法吗?人认识料吗?机的分析:就是指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度,产品质量的又一要素。
1.选型对吗?2.保养问题吗?3.给机器的配套对应吗?4.作机器的人对吗?机器的操作方法对吗?机器放的环境适应吗?机器设备的管理分三个方面,即使用、点检、保养。
使用即根据机器设备的性能及操作要求来培养操作者,使其能够正确操作使用设备进行生产,这是设备管理最基础的内容。
点检指使用前后根据一定标准对设备进行状态及性能的确认,及早发现设备异常,防止设备非预期的使用,这是设备管理的关键。
保养指根据设备特性,按照一定时间间隔对设备进行检修、清洁、上油等,防止设备劣化,延长设备的使用寿命,是设备管理的重要部分。
料的分析:1.是真货吗?2.型号对吗?3.有保质期吗?4.入厂检验了吗?5.用的符合规范吗?6.料适应环境吗,料与机器配合的了吗,料和其它料会不互相影响?法的分析:1.是按法做的吗?2.看的明白吗?3.写的明白吗?4.法适合吗?5.有法吗?6.方法是给对应的人吗?方法在这个环境下行吗?环的分析:1.在时间轴上环境变了吗?2.光线、温度、湿度、海拔、污染度考虑了吗?3.环境是安全的吗?4.环境是人为的吗?小环境与大坏境能并容吗?•工作场所环境。
分析问题的常用手段4M1E法
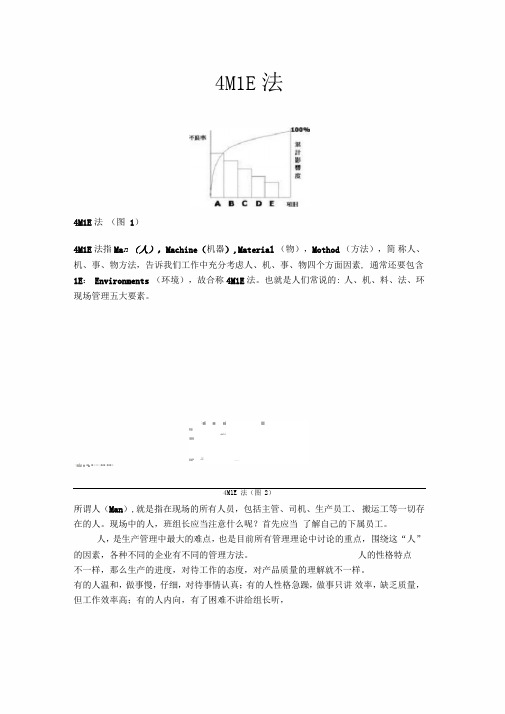
4M1E法4M1E法(图1)4M1E法指Ma n (人),Machine(机器),Material (物),Mothod (方法),简称人、机、事、物方法,告诉我们工作中充分考虑人、机、事、物四个方面因素, 通常还要包含1E:Environments (环境),故合称4M1E法。
也就是人们常说的: 人、机、料、法、环现场管理五大要素。
1Il ■Il■Idfill■UId- Xi ___・Xlf * -h ■审事匕■■ ■■鼻4M1E 法(图 2)所谓人(Man),就是指在现场的所有人员,包括主管、司机、生产员工、搬运工等一切存在的人。
现场中的人,班组长应当注意什么呢?首先应当了解自己的下属员工。
人,是生产管理中最大的难点,也是目前所有管理理论中讨论的重点,围绕这“人”的因素,各种不同的企业有不同的管理方法。
人的性格特点不一样,那么生产的进度,对待工作的态度,对产品质量的理解就不一样。
有的人温和,做事慢,仔细,对待事情认真;有的人性格急躁,做事只讲效率,缺乏质量,但工作效率高;有的人内向,有了困难不讲给组长听,对新知识,新事物不易接受;有的人性格外向,做事积极主动,但是好动,喜欢在工作场所讲闲话。
那么,作为他们的领导者,你就不能用同样的态度或方法去领导所有人。
应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能“人尽其才”。
发掘性格特点的优势,削弱性格特点的劣势,就是要你能善于用人。
如何提高生产效率,就首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高工作的积极性。
人力资源课程就是专门研究如何提高员工在单位时间内工效,如何激发员工的热情的一门科学。
简单的说,人员管理就是生产管理中最为复杂,最难理解和运用的一种形式。
机机(Machine),就是指生产中所使用的设备、工具等辅助生产用具生产中,设备的是否正常运作,工具的好坏都是影响生产进度,产品质量的又一要素。
一个企业在发展,除了人的素质有所提高,企业外部形象在提升;公司内部的设备也在更新,。
4M1E分析法

培训教材
4M1E要素
Man(人) Machine(机器) Material(材料) Method(方法) 1E是指:Environments(环境) 故合称4M1E法。也就是人们常说的:人、机、料、
法、环现场管理五大要素。
4M1E要素 4M1E法是对全面质量管理理论中的五个影响 产品质量的主要因素的简称。
机的分析: 就是指生产中所使用的设备、工具等辅助生产 用具。生产中,设备的是否正常运作,工具的 好坏都是影响生产进度,产品质量的又一要素。
1:选型对吗?
2:保养问题吗?
3:给机器的配套对应吗?
4:作机器的人对吗?机器的操作方法对吗?机器放 的环境适应吗?
机的分析:
机器设备的管理分三个方面,即使用、点检、保 养。使用即根据机器设备的性能及操作要求来培 养操作者,使其能够正确操作使用设备进行生产, 这是设备管理最基础的内容。
点检指使用前后根据一定标准对设备进行状态及 性能的确认,及早发现设备异常,防止设备非预 期的使用,这是设备管理的关键。
保养指根据设备特性,按照一定时间间隔对设备 进行检修、清洁、上油等,防止设备劣化,延长 设备的使用寿命,是设备管理的重要部分。
料的分析:
1:是真货吗? 2:型号对吗? 3:有保质期吗? 4:入厂检验了吗? 5:用的符合规范吗? 6:料适应环境吗 ,料与机器配合的了吗,料和
人:指制造产品的人员; 机:指制造产品所用的设备; 料:指制造产品所使用的原材料; 法:指制造产品所使用的方法; 环:指产品制造过程中所处的环境。
4M1E关系
这五大要素论中,人是处于中心位置和驾驶地位 的,就像行驶的汽车一样,汽车的四只轮子是 “机”、“料”、“法”、“环”四个要素,驾 驶员这个“人”的要素才是主要的。没有了驾驶 员这辆车也就只能原地不动成为废物了。
4M1E变动异常管理作业标准1112

◎.人员变更;
◎.设备维护保养后开机;
◎.标签变更(量产);
◎.换产导致设备参数调整;
包装
组长
1.1新进员工、岗位异动、临时支援:部门按师徒制选派师傅陪同操作,至通过转正考核并由课主管确认其可独立操作。
1.2生病或受伤:现场组长询问员工是否能正常工作,每2小时检视该员工作状态。
2.1确认维修或保养变更部分正常后,慢速开机,观察设备运行及品质状况。
1.1新进员工、岗位异动、临时支援:部门按师徒制选派师傅陪同操作,至通过转正考核并由课主管确认其可独立操作。
1.2生病或受伤:现场组长询问员工是否能正常工作,每2小时检视该员工作状态。
2.1确认维修或保养变更部分正常后,慢速开机,前1小时持续观察设备运行及品质状况。
2.2开机后检查前一栈板产品封箱状况,确认至正常。
1.2生病或受伤:现场组长询问员工是否能正常工作,每2小时检视该员工作状态。
2确认维修或保养变更部分正常后,慢速开机,前1小时持续观察设备运行及品质状况。
3量产时,参考《量产管理程序》,净含量、扭力检测由4H/次提升至2H/次,8H后恢复正常;
4开机后依制程管制办法检查产品各制程参数,确认至正常。
5生产前1H确认充填温湿度,并通过空调机控制,并记录,确认至正常。
3量产时,参考《量产管理程序》,开机前确认纸箱版本及尺寸与标样一致,前5小时封箱效果检查由2H/次提升至1H/次;
4开机后检查前一栈板产品封箱状况,确认至正常。
6.2食品
岗位
变动/内容
负责人
应对措施
调配
◎.人员变更。
◎.设备故障维修后开机。
◎.原料厂家变化或出现异常。
◎.配方及工艺调整。
分析问题的常用手段4M1E法

4M1E法4M1E法(图1)4M1E法指Man(人),Machine(机器),Material(物),Mothod(方法),简称人、机、事、物方法,告诉我们工作中充分考虑人、机、事、物四个方面因素,通常还要包含1E:Environments(环境),故合称4M1E法。
也就是人们常说的:人、机、料、法、环现场管理五大要素。
人4M1E法(图2)所谓人(Man),就是指在现场的所有人员,包括主管、司机、生产员工、搬运工等一切存在的人。
现场中的人,班组长应当注意什么呢?首先应当了解自己的下属员工。
人,是生产管理中最大的难点,也是目前所有管理理论中讨论的重点,围绕这“人”的因素,各种不同的企业有不同的管理方法。
人的性格特点不一样,那么生产的进度,对待工作的态度,对产品质量的理解就不一样。
有的人温和,做事慢,仔细,对待事情认真;有的人性格急躁,做事只讲效率,缺乏质量,但工作效率高;有的人内向,有了困难不讲给组长听,对新知识,新事物不易接受;有的人性格外向,做事积极主动,但是好动,喜欢在工作场所讲闲话。
那么,作为他们的领导者,你就不能用同样的态度或方法去领导所有人。
应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能“人尽其才”。
发掘性格特点的优势,削弱性格特点的劣势,就是要你能善于用人。
如何提高生产效率,就首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高工作的积极性。
人力资源课程就是专门研究如何提高员工在单位时间内工效,如何激发员工的热情的一门科学。
简单的说,人员管理就是生产管理中最为复杂,最难理解和运用的一种形式。
机机(Machine),就是指生产中所使用的设备、工具等辅助生产用具。
生产中,设备的是否正常运作,工具的好坏都是影响生产进度,产品质量的又一要素。
一个企业在发展,除了人的素质有所提高,企业外部形象在提升;公司内部的设备也在更新,。
为什么呢?好的设备能提高生产效率,提高产品质量。
4M1E法

讲解 龚志强
4M1E
Man--人员管理;
Machine--设备管理; Material--材料管理;
Method--作业方法管理; Environment--环境管理。
4M1E
4M1E法告诉我们工作中充分考虑人、机、事、
物四个方面因素,通常还要包含1E。也就是 人们常说的:人、机、料、法、环现场管理 五大要素。
第五部分:环境管理
腾出空间,空间活用 防止误用、误送 塑造清爽的工作场所 即使宽敞的工作场所,将愈变窄小。 棚架、橱柜等被杂物占据而减少使用价值。 增加了寻找工具、零件等物品的困难,浪费时间。 物品杂乱无章的摆放,增加盘点的困难,成本核算 失准。
思 考
此次培训我学到了什么? 培训后我该怎么把4M1E应用到现场管理当中
第五部分:环境管理
生产现场的环境,有可能对员工的安全造成
威胁,如果员工在有危险的环境中工作,又 怎么能安心工作呢?所以,环境是生产现场 管理中不可忽略的一环。
第五部分:环境管理
1、提高企业形象 2、提高生产效率 3、提高库存周转率 4、减少故障,保障品质 5、加强安全,减少安全隐患 6、养成节约的习惯,降低生产成本 7、缩短作业周期,保证交期 8、改善企业精神面貌,形成良好企业文化
第三部分:物料管理
外观瑕疵真棘手
; 搬运方式要讲究 ; 特殊材料,特别管理 ; 特采不慎是自杀 ; 申领手续要齐全 ; 从一开始就降低材料成本 ; 早早反馈不良情报,救人也救已 .
第三部分:物料管理
领用之前数数看;
单据要开清楚
; 先来先用乱不得 ; 材料去向要清楚 ; 材料台面摆放有学问 ; 副料管理决不可是一笔糊涂帐 ; 不良品退回要确认 ;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
异常分析方法讲解4M1E
1、静态观察法:
在不开机的状态下观察不良品。
例如:观察成品的电源插头与插座是否有接触不良。
USB有无短路、断路。
线径是否有折断裂痕,螺丝有无松动。
产品有无松脱、变形、受损。
电路中有无连锡,假焊,锡渣等现象。
2、动态观察法:
在开机的状态下观察不良品。
例如:观察产品控制面板上或其他部位的工作指示灯是否正常,工作时机械是否有抖动、卡死现象。
工作过程中听到保险丝炸裂,闻到焦糊味,是否有看到冒烟等。
3、间接观察法:
在分析问题时,有时不可能完全直接观察到不良品现象。
对于不可能复制的现象,分析时必须向当事人(如作业员、品管、线长)反复询问在发生异常时所观察到的现象,由此来分析问题找出问题的真因。
4、测量法:
如使用万用表量测电阻、电容、二极管、三极管及PCB板上的某个元件的电阻特性,量测的结果我们只能作为参考值,若量测结果与正常电阻值偏差很大时,可以从PCB板上取下来重新量测,确认元件是否OK.。