包装材料数量验收规定

包装材料数量验收规定
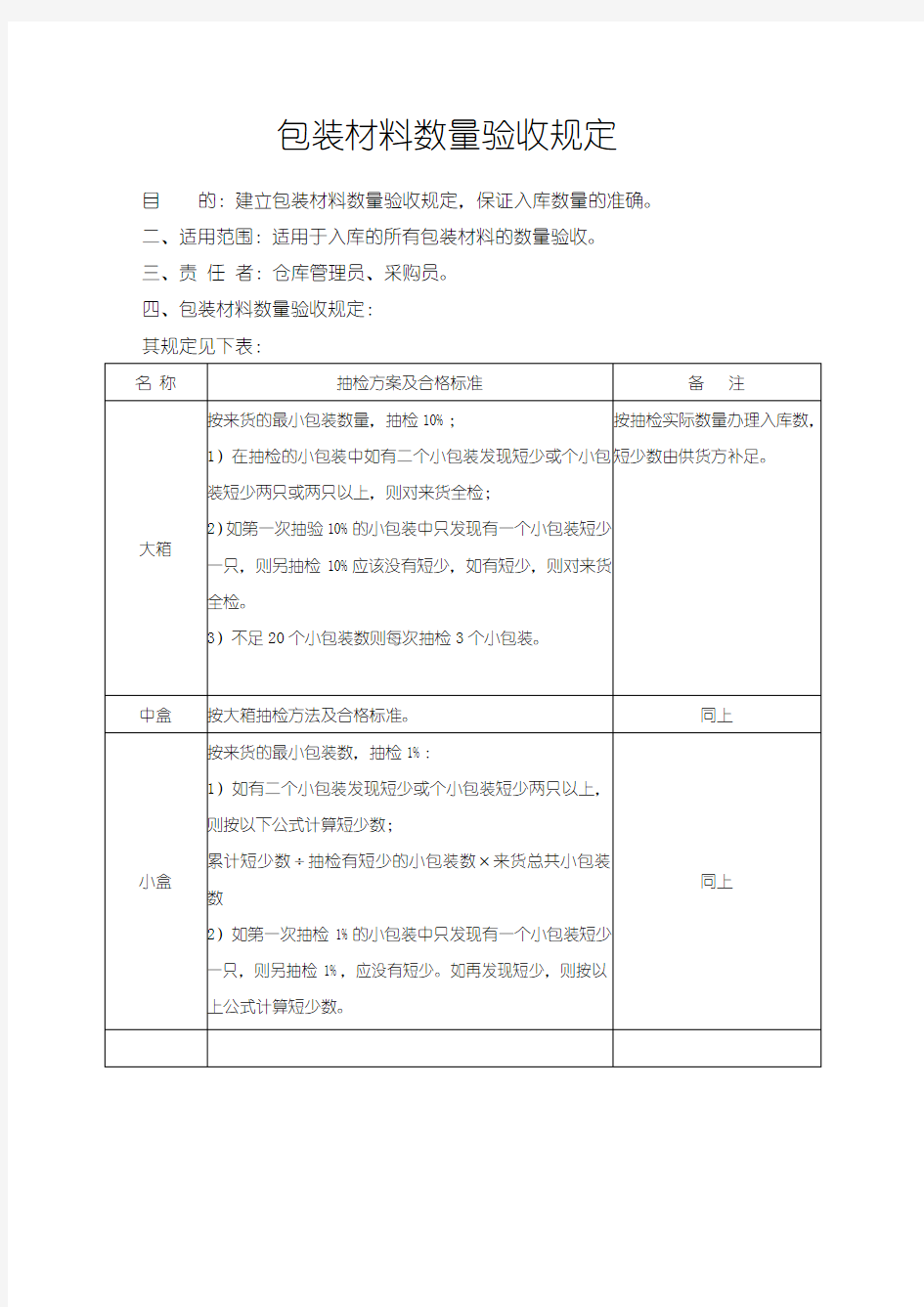
目的:建立包装材料数量验收规定,保证入库数量的准确。
二、适用范围:适用于入库的所有包装材料的数量验收。
三、责任者:仓库管理员、采购员。
四、包装材料数量验收规定:
其规定见下表:
采购需知到的包装材料知识
包裝材料知识大全 一.包裝材料 1.紙箱類 目前公司常用的几種紙箱有﹕雙塔式紙箱﹐A式紙箱﹐天地蓋紙 箱﹔常用的封箱方式﹕工字形﹐王字形﹐日字形﹔厚度可分為﹕三層﹐五層﹐七層.紙箱常用材質有﹕A=A A=B K=K. 2.吸塑盒 吸塑盒是用於裝零件包﹐當我們產品配件比較多時﹐為了包裝美觀及防止多裝或少裝的現象﹐即采用吸塑盒上找到相應模穴,並且可以提高效率.吸塑盒的規格為﹕L*W*H(長*寬*高)﹐可根據五金配件的放置自定設計. 3.PE筒料 PE筒料用于保護鐵管表面不被刮傷﹐選取PE筒料大小可根據鐵管的外徑來定﹐比如說﹕Φ3/4”的鐵管﹐可選取Φ35*0.03的PE筒料﹐在選取PE筒料時﹐應考慮中是否便于包裝﹐要適當留一定的空隙﹐厚度可根據產品的需要而定﹐常用的厚度有0.03MM﹐0.06MM. 4.PE袋 PE袋主要是防止產品刮傷﹐臟污﹐將不同部件分類.根據配件的大小和重量而選取合適的規格﹐常用PE袋厚度有0.03MM-0.17MM等,根據需要而選用不同的厚度.PE袋超過5”的要打孔﹐特殊需印刷警語. 5.雙面膠 雙面膠是用來把兩個不同的物品粘合在一起﹐主要作用使包裝牢固結實.公司常用規格有﹕40MM*2.5MM*30Y. 6.保鮮膜 保鮮膜包纏產品外側﹐將几個產品放在同一個紙箱﹐為讓其能更好定位﹐而采用保鮮膜.如套裝椅﹐用保鮮膜固定几個椅子﹐防止運輸過程中晃動.常用規格有﹕45CM*100米/卷﹐45CM*200米 /卷等. 7.木板﹐硬紙板 木板或硬紙板放在紙箱兩端﹐對紙箱起保護作用﹐避免鐵管刺破紙箱﹐損壞內裝產品﹐影響外箱美觀.常用的木板厚度有3.8MM,硬紙板厚度為3.0MM.規格根據實際需要而定. 8.保立隆 保立隆用于支撐紙箱﹐保護易碎產品,紙箱內不可避免有空缺時﹐選擇保立隆來填充.防止紙箱在搬運﹐裝柜﹐運輸過程中損壞﹐影響產品品質. 9.美紋膠紙
(完整word版)包装材料检验验收流程
包装材料检验验收规程 1.原辅材料及包装材料进厂后,由技术品控部负责全公司各类原辅材料、包装材料的质量抽样、检验、结果判定以及相关原辅材料检验标准的制定工作。 2.原、辅材料及包装材料进厂后,由查验员根据标准要求对原料进行检验,并出具《包装材料检验报告单》。 3.在辅料进厂时,由财务部包材库房管理员持《到货通知单》通知技术品控部查验员,进行取样、检验; 4.品控员接到通知单后,按《包装材料验收标准》、合同规定以及相关的国家标准进行感官上的检验,并按抽检数量进行初步使用验证,出具检验报告。 5.技术品控部验完后,并出具《包装材料检验报告单》给库房,库房管理员接到包装材料检验合格证明后,方可办理入库手续。
瓦楞纸箱检验验收规程 1.目的: 此标准对用瓦楞纸板制成的纸箱的质量要求、检验方法及检验规则作出规定。 2.范围 适用于公司产品运输包装所用的个品种规格的瓦楞纸箱 3.职责 3.1仓库负责包装箱之命名、规格、数量的入库。 3.2行政中心负责各规格包装箱的规格、版面、数量的采购和相关检测报告的索取 3.3技术品控部负责包装材料和相关检测报告的验收和审核。 4.技术要求 4.1 材质:纸箱材质为国产牛皮纸或瓦楞纸.基重(g/m2)应符合GB/T6544-2008、GB/T13024-2003、GB/T13023-2008. 4.2外观、尺寸。 4.2.1纸箱表面应平整、干净无污渍,纸箱应无破损,无裂纹,纸箱切口应齐整。 4.2.2图案、文字印刷要求套印准确,墨色匀实,图案文字清晰,无油污、水化现象、无错位、无重影。图案、文字边缘齐整、无毛刺。 4.2.3印刷文字正确,图案、文字应与样板一致,套色准确,无颜色过浓或过淡现象。 4.2.4粘合瓦楞纸箱接头粘合搭接舌边宽度不少于30mm,粘合接缝的粘合剂涂布应均匀充分,不得有多余的粘合剂溢出现象。粘合剂牢固,剥离时至少有70%的粘合面被破坏。 4.2.5瓦楞纸箱压痕宽度不得大于17mm,箱壁不可有多余的压痕线,当纸箱折合时,压痕处不可有破裂、断线的现象。 4.2.6表层粘合要求无透胶、气泡现象。瓦楞纸板各层之间应粘合牢固,无层间分离现象。 4.2.7纸箱成型要求方正,无偏斜,箱角漏洞不超过3mm,摇盖合拢后缝隙不能超过3mm。 4.2.8纸箱尺寸(长、宽、高)应符合合同或订单要求,允许偏差:(单瓦楞:±3mm),(双瓦楞:±5mm) 双瓦楞5层包装箱:570mm*360mm*198mm 单瓦楞3层包装箱:565mm*355mm*192mm 天盖纸箱:575mm*375mm*168mm
食品包装袋(膜)常规检验项目解析
食品包装常规检验项目解析 食品包装在我们生活中随处可见,而食品包装的安全问题也是我们关注的焦点。食品的质量安全直接影响到国民健康,包装做为食品的重要组成部分,在产品出厂后的质量保护方面扮演重要角色。而食品包装检测的目的就在于保证食品包装的质量与安全。针对食品包装质量问题,国家制定了一系列食品包装膜、袋,食品包装材料的标准,下面我们就来了解一下食品包装检测的相关知识。 食品包装袋(膜)的检验主要执行的标准有:GB/T 10004-2008 《包装用塑料复合膜、袋干法复合、挤出复合》、GB/T 4456-1996《包装用聚乙烯吹塑薄膜》、GB 12025-1989《高密度聚乙烯吹塑薄膜》、QB/T 2461-1999《包装用降解聚乙烯薄膜》、GB 9683-1988《复合食品包装袋卫生标准》、GB 9687-1988《食品包装用聚乙烯成型品卫生标准》、GB 9688-1988《食品包装用聚丙烯成型品卫生标准》等。对于食品包装和有卫生要求的非食品包装复合膜、袋,原材料应符合其相应原料的食品包装用卫生标准,添加剂应符合食品容器、包装材料用添加剂使用卫生标准。而食品包装复合袋的检验主要执行的标准除应遵守上述几个标准外,还应遵循:包装行业标准BB/T0003-94《耐高温蒸煮膜、袋》、GB/T0004-1998《耐蒸煮复合薄、袋》、GB9683-1988《复合食品包装袋卫生标准》、轻工行业标准QB/1871-93双向拉伸尼龙(BONY)/低密度聚乙烯(LDPE)复合膜、袋;QB/T219796榨菜包装用复合膜、袋;BG13113-1994食品容器及包装材料用聚对苯二甲酸酯成型品卫生标准等。 产品分类—— 主要分为普通级、水煮级、半高温蒸煮级和高温蒸煮级四大类。 普通级:产品使用温度在80℃以下(含80℃);
包装材料检验记录
包装材料检验记录 编号:RD-5007 [性状]本品为。 一.标准依据: 1.内包装膜、袋:依据YBB00072005《药用低密度聚乙烯膜、袋》及参照《中国药典》2010年版微生物限度检查法 2.瓦楞纸箱:依据中华人民共和国国家标准GB6453-86《瓦楞纸箱》标准。 3.复合塑编袋(三合一):依据GB/T8947-1998《复合塑料编织袋》检查。 二.内包装膜、袋的检查: 1.外观: 取本品适量,在自然光线明亮处,正视目测;表面应光洁、平整、色泽均匀,不得有穿孔、异物、异味、粘连。袋的热封部位应平整、无虚封。 2.接头数(膜):随机记录,实用时复核,每卷不得多于3个,并在接头处加一标记。3.卷面和端面:目测,应缠紧、缠齐,端面应平整,不允许有错层、塔层、松层或管芯自由脱落现象,不允许有严重碰伤、压陷。 4.印刷质量: 4.1印刷图案、文字:与标准样张核对,文字应无错漏,文字内容应有批准文号、品名、规格、适应症、用法用量等内容,文字清晰。手拭,文字应不脱落、不掉色。4.2印刷错位:与标准样张核对,以分度尺为0.5mm的直尺测量,应在指定位置±2mm 内。 4.3印刷色泽:色泽均匀,与标准样张核对,同批与不同批之间不允许有明显色差。5.微生物限度检查:取试样,用开孔面积为25cm2的消毒过的金属模板压在内层面上,将湿润的无菌棉签在板孔范围内擦抹5次,换1支棉签再擦抹5次,每个位置用2支棉签共擦抹10次,共擦抹4个位置100cm2。每支棉签抹完后立即剪断,投入盛有50ml无菌生理水的锥形瓶中,全部擦抹棉签投入瓶中后,将瓶迅速摇晃1分钟,即得供试液,取供试液参照中国药典2005年版附录微生物限度检查法项下规定,按《微生物限度检验操作规程》检验。 细菌:≤800个/g;霉菌(酵母菌):≤80个/g;大肠埃希菌不得检出。
包装材料检验标准
附件1 文件编号:XYLT/ZLB/017 包装材料验收标准 一、目的 1.规范进厂所有包装材料的验收,保证进厂的包装材料都是合格的。 2.此标准对于包装内袋(铝箔包装袋)、卷膜、铁盒、纸盒、热收缩膜以及纸箱的质量要求、检验方法以及检验规则作出具体规定。 二、范围 本标准适用于进厂的包装内袋、卷膜、铁盒、纸盒、热收缩膜以及纸箱的验收。 三、职责 1、采购部负责确定产品材质、规格、版面等技术参数,并根据生产需要下订单。 2、质量部负责产品验收和审核,并作好相关记录以及检验报告的索取。 3、包装材料库负责按订单收货入库,并作好相关记录。 四、引用标准: 1.GB 2828 –2003 逐批检查计数抽样程度及抽样表(适用于连续批的检查) 2.GB/T 10004–1998 耐蒸煮复合膜、袋 3.GB/T 10005–1998 双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋 4.GB 6543–2008 瓦楞纸箱 5.GB 12904-2003 商品条码 6.GB 191–2000 包装贮运图示标识 7.GB 9683–88 复合食品包装袋卫生标准 8.YS/T 435–2000 易拉罐罐体用铝合金带材
9.GB 7718–2004 预包装食品标签通则 10.GB/T 21302-2007 包装用复合膜、袋通则 11.GB/T 11680-1989 食品包装用原纸卫生标准 12.GB/T 13024-2003 箱纸板 五、检验程序 1.运输要求: 运输车辆符合卫生要求,干净无污染,有必备的防雨、防尘措施。 2.内包装材料:铝箔包装袋和卷膜 2.1标样的确定:由采购部与供应商共同协商确定,定版后将标样以及相关技术参数交予质量部,质量部按标样进行验收。如果标样有所改动,请及时通知质量部。 2.2抽样方案:采用正常检查一次抽样方案,具体如下表: 表1 表2 2.3样本采集:确定样本量后,采样要全面。箱(袋)的上中下三个方位都要采集到。 2.4技术要求及检测方法: 2.4.1材质:按GB/T 10005—1998要求。
包装材料基本知识 (1)
包装材料基本知识 一.纸箱与彩盒制做采用的常见纸板种类: (1)见坑纸板:A9、B9、C9、A3、B3等。 (2)单坑纸板:A3A、B3B、K9A、B9C等。 (3)双坑纸板:K=K、A=A、B=B、B=C、W=B等。 (4)三坑纸板:A三A、B三B等。 (5)300g粉灰卡裱A9. 备注:其中“3”表示粗坑(包括A坑、B坑、C坑)。 “9”表示E坑(幼坑).“=”表示双坑.“三”表示三坑。 二.面纸的分类: (1)K纸:250克/米2. (2)A纸:175-180克/米2. (3)B纸:125克/米2. (4)C纸:125克/米2(表面较粗糙). (5)W纸(白纸):180克/米2或140克/米2. (6)芯纸:105-115克/米2. (7)坑纸:160克、125、115克/米2。 备注:一般情况下,面纸颜色越深或呈暗黄色,其纸质韧性越好,各方面强度指标也越高; 面纸颜色越浅或呈浅黄色, 其纸质越软, 各方面强度指标也越低. 三.坑纹的分类: (1)A坑:厚度为4.5-5MM 34±2坑/300MM长. (2)B坑:厚度为2.5-3MM 50±2坑/300MM长. (3)C坑:厚度为3.5-4MM 38±2坑/300MM长. (4)E坑:厚度为2MM 96±2坑/300MM长. (5)F坑:厚度为1MM 130±2坑/300MM长. 四.彩色印刷品质量标准(定性质量标准): (1)墨色鲜艳,画面深浅程度均匀一致. (1)墨层厚实,具有光泽. (2)网点光洁,清晰、无毛刺. (3)符合原稿,色调层次清晰. (4)套印准确. (5)文字不缺笔断道. (6)印张外观无褶皱.,无油迹,赃污和指印. (7)背面清洁,无脏迹. (8)裁切尺寸符合规律要求,
包装材料学名词解释(详细版)
第一章高分子包装材料基础知识 1 高分子化合物:由成千上万个原子和原子团以共价键相互连接而成的大分子,一般将相对分子量在10000以上的分子称作高分子化合物,又称高分子或大分子。 聚合物/高聚物:除蛋白质以外的合成高分子化合物 聚合(反应):合成聚合物的反应 2 结构单元:由一种单体分子所形成的与单体结构相同的单元称为结构单元,也叫单体单元。 3 单体:形成聚合物的低分子物质称为单体。 4 重复单元:高分子中重复连接的组成和结构相同的单元。 链节:通常将高分子的重复单元称为链节。 聚合度:重复单元的数目N称为链节数,也称作聚合度。 5 引发剂:一种在聚合反应条件下能分解出自由基,并能引发单体使之聚合的物质。 6 加聚反应:在一定的条件下,含有不饱和键与单体,其不饱和键打开相互连接成大分子的过程。 缩聚反应:分子中含有两个及两个以上官能团的单体,其分子中的官能团相互反应形成大分子的过程。 均聚:凡同种单体聚合,称为均聚反应,所得产物称为均聚物。 共聚:由于均聚物往往存在某些性能上的缺陷,为了改善聚合物的性能,经常使两种或两种以上的单体一起进行聚合,得到含有两种或两种以上的聚合物。
本体聚合:将单体,引发剂和其他添加剂混合在一起,在热,光或高能射线辐照的作用下使单体聚合成聚合物的聚合反应(纯度高,性能好,不需要热处理,但须注意热发散) 悬浮聚合/珠状聚合:把单体,引发剂等在搅拌下借助某种悬浮剂,悬浮于某种介质(通常为水)中进行的聚合方法 溶液聚合:把单体,引发剂等溶解在适当溶剂中进行聚合的聚合方法 乳液聚合:指单体借乳化剂的作用,在介质水中靠机械搅拌或在剧烈振荡下分散成乳液状而进行聚合 熔融缩聚:指单体处于熔融状态,在氮气或二氧化碳气体保护下进行反应,后期抽真空脱出反应生成的小分子 溶液缩聚:单体在常温或略高于常温的某种溶剂中进行的反应,产物是聚合物的溶液或聚合物沉淀 7 数均分子量:按分子数统计平均得到的分子量。 重均分子量:按分子质量统计平均得到的分子量。 8 热塑性聚合物:凡是具有线性结构的,可在适当的溶剂中溶解,且可反复加热熔化流动、冷却变硬,便于加工成型的聚合物称为热塑性聚合物。 热固性聚合物:凡是网状(或交联)结构的聚合物,只能加热变软熔融一次,成型后再加热不熔融,且不溶解于溶剂,将此类聚合物称为热固性。 9 结晶度:结晶聚合物中,晶区部分所占的质量分数(或体积分数),称为结晶度。 10 玻璃化温度:玻璃态与高弹态之间的在转变称为玻璃化转变,对应的转变温度即为玻璃化温度。Tg 黏流温度:高弹态与黏流态之间的转变温度 Tf
各种包材检验标准
包材检验标准
目次 1.范围. 1 2.规范性引用文件. 1 3.包装材料环保基本要求. 1 4.木箱检验要求. 1 4.1木箱材质与材料规格检验. 1 4.2木箱检验要求. 2 4.3 木箱跌落试验. 2 5 纸箱检验要求. 2 6 胶袋类检验要求. 3 7 EPE缓冲材料检验要求. 3 8 防静电PET吸塑检验要求. 4 9 其他说明. 4 包装材料通用检验标准 1.范围 本标准规定了木箱,纸箱,胶袋,EPE缓冲材料加工的技术指标及检验要求。
本标准适用于外协加工的木箱,纸箱,胶袋,EPE缓冲材料的验收检查。 2.规范性引用文件 GB/T 9846-2004 <<胶合板>> GB6543-86 <<瓦楞纸箱>> GB18455-2001 <<包装回收标志>> GB 18580-2001 <<..人造板制品甲醛释放限量>> 3.包装材料环保基本要求 (1)所有包装材料均应符合环保要求,重金属Pb、Cd、Hg、Cr6+ 总含量不得过100ppm(重量比)。 (2)木箱、纸箱、缓冲垫及各种包装材料粘合剂所含有甲醛释放量应符合GB 18580-2001标准中E2级要求(E2≤5.0mg/L)。 (3)木箱、纸箱及胶袋上均应有清晰的符合国家规定的包装回收标志。木箱、纸箱的包装回收标志见墨稿设计图纸,胶袋上的包装回收标志见本标准的第6.7条的规定。 4.木箱检验要求 4.1木箱材质与材料规格检验 (1) 外观检查,相邻两层单板的木纹应互相垂直。
(2) 胶合板中不得留有影响使用的夹杂物,即不影响板面平整和不影响胶合质量。 (3) 胶合板含水率小于15%,发霉、腐朽不许有。胶合板表板有脱胶鼓泡现象不许用 (4)胶合板表板拼接离缝长度不超过该板同方向长度的1 0%,缝宽不大于0.5mm。表板迭层不许有。 (5)一般情况下胶合板不许拼接,特殊情况下(如胶合板长度不够时)拼缝条数不多于两条。图纸有特殊要求时,按图纸要求做。但所有拼接缝隙宽度不超过1mm。 (6)胶合板上虫孔单个直径不大于2mm,每平方米面板上数量不超过4PCS。 (7)胶合板厚度6~9mm,公差±0.7mm. 4.2木箱检验要求 (1)木箱结构形式及各部件尺寸符合图纸要求。 (2)木箱中的胶合板所有断切面或锯口应打磨,平整,不得有毛刺。木箱上采用的所有胶合板应满足第4.1所规定的要求。木箱内外表面应无杂质与污渍,木屑清理干净。 (3)木箱内尺寸极限偏差:±5.0mm/m。外尺寸为参考尺寸,一般情况下不作检验要求.,木箱丝印中的外尺寸不超过箱的最大实际具体尺寸15mm。 (4)木箱上各箱档接口缝隙不大于1.0mm,箱档与箱档、
包装材料实验报告
西南林业大学材料工程学院包装工程专业实验报告 课程:包装材料学 姓名:李天卓 学号:20131052046 班级:包装工程2013级 任课教师: 解林坤 时间:2015.11.06
一厚度的测定 一、实验原理 厚度是指纸和纸板等材料在两侧压板间规定压力下直接测量的结果,单位是mm或μm。厚度是影响纸和纸板技术性能的一项关键指标,要求一批产品各张纸或纸板之间的厚度应趋于一致,同一张纸或纸板不同部位之间厚度也应一致。对于具有特殊用途要求的产品如标准纸板还应进行更为严格的全幅校验。在测量时可根据纸的厚薄采用多层测量或单层测量,最后以单层测量的结果表示纸的厚度。 二、测试仪器: 测定纸和纸板厚度的主要仪器是厚度测定仪,有手动、电动之分,以手动为例,其基本结构如图1所示,测定时将纸或纸板放在两受压面之间进行测量。测量过程中受压面间的压力为100 kPa±10 kPa,测厚时,受压测量面积为200 mm2。 图1 厚度测定仪 1—拨杆;2一指针;3一重锤;4一测量杆; 5一测量头;6一量砧;7一底座 三、试验步骤 (1)把测微计放置在无震动的水平面上,调好零点,按标准规定采取试样,以每张纸样上切取100 mm×100 mm的试样至少5张。 (2)按下拨杆,抬起测量头至足以放人纸样的高度(若为电动仪器,则由仪器自动控制高度),置纸样于测量头与测量砧之间。
(3)缓慢放松拨杆,使测量头以低于3 mm/S的速度将测量面轻轻压到试样上(若为电动测厚仪,则自动下降接触纸样),注意避免产生任何冲击作用,待指示值稳定后2~5 s内读数,避免人为对测微计施加任何压力。 (4)对每个试样进行一次测定,测定点离任何一端不小于20 mm或在试样的中心点。宽度在100 mm以下的盘纸,应按全宽切取5条长300 mm的纸条,在每条不同位置测量其厚度,至少两处。 四、结果表示: 以所有测定值的算术平均值表示结果,并报出最大值和最小值。 厚度小于0.05mm的纸,准确至0.001 mm; 厚度小于0.2 mm的纸,准确至0.005mm; 厚度大于0.2mm的纸,准确至0.01 mm。 实验结果:0.33×0.01mm=0.0033mm 二纸和纸板耐折度的测定 一、实验原理 耐折度是指试样在一定张力下,抗往复折叠的能力,以折叠次数表示。耐折度受纤维的长度、纤维本身的强度和纤维间的结合状况影响。凡纤维长度大纤维的强度高和纤维结合力大者,其耐折度就高。耐折度也受纸张水分含量的影响,水分含量低纸张发脆,耐折度低,适当增加含水量,纸张的柔性提高,耐折度随之增大,但水分含量超过一定限度耐折度开始下降。另外,耐折度受打浆程度的影响,在一定程度内,耐折度随打浆度的增加而增加,继续提高打浆度到一定程度,由于纤维的平均长度下降,纤维交织紧密,纸质变脆,则使耐折度下降。因此,在实际生产上控制好影响因素,对保证纸张有较好的耐折强度甚为重要。 许多纸和纸板如白纸板和箱纸板等在加工和使用过程中要经受多次折叠,而耐折度则能较好地反映出纸张抗反复折叠的能力,因此,耐折度的检测被广泛采用。 常用的耐折度仪有两种,一种为卧式的,称作肖伯尔(Schopper)式和立式,称作MIT式,二者的主要区别在于对试样的折叠角度不同,肖伯尔式的折叠角度为180°,MIT式的折叠角度为135°。
产品包装验证报告.doc
文件编号:产品包装材料验证报告 拟制日期年月日 审核日期年月日 批准日期年月日 版号生效日期年月日 有限公司
产品包装材料验证报告 一、总则 1 包装材料的要求 依据:YY/T0681.1、YY/T0313 、YZB/国《体》产品注册标准。 用作制造XXXX的包装材料原料是原始材料,应有原料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 2 包装材料的设计必须在满足原定用途的条件下,既能够确保内包装材料的符合性,又把对使用者或患者的安全造成危害的可能性降低到最小程度。 2.1 包装材料与XXXX的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:包装材料的安全性毒性的要求,拟包装的医疗器械的大小和形状,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。 2.2 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到XXXX产品上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造厂规定的贮存和运输条件。 3 包装材料能够提供对物理、化学和微生物的防护。 3.1包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的开封)。
3.2 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。 3.3无菌状态的保持:(即从其产品灭菌后,成为无菌之时起,直至规定的失效日期或使用时止),包装完整性及包装材料的微生物阻隔特性。 3.4 材料的毒性检测。
包装材料---检验标准
内包装材料验证 一、主题内容与使用范围 本标准规定了进厂包装材料的质量和技术要求。 本标准适用于本公司采购的大宗包装材料。包装材料的质量和技术要求部分没有列出的材料,按订货合同要求进行检验和判定。 二、引用标准 1、GB 191《包装储运图示标志》 2、GB 12904《商品条码》 3、GB6543《瓦楞纸箱》 4、GB 7718《预包装食品标签通则》 三、质量和技术要求 <一> 纸箱 1、本标准参照GB6543标准制定 2、纸箱的质量和技术要求 2.1箱体方正,箱盖合拢无离缝,尺寸大小符合要求。 2.2纸箱外表面不允许有明显的损坏和污迹,如有样箱的,颜色图案应与样箱一致。 2.3箱面印刷图字清晰,颜色深浅一致,光亮鲜艳,位置准确,左右上下偏差不超过5㎜。 2.4纸箱外应标注内容应符合GB7718《预包装食品标签通则》要求,图示标志应符合GB191《包装储运图示标志》要求。有生产许可证的应标明许可证号。QS标志式样应按《食品生产加工企业质量安全监督管理实施细则》规定的式样印制。外箱应标有“小心轻放”、“向上”、“怕湿”字样及标志,标注内容应正确,无文字错误。 2.5钉合:瓦楞纸箱使用带有镀层的低碳扁丝或钢丝。扁丝不应有锈斑、剥层、龟裂或其他使用上的缺陷,扁丝的规格型号与纸箱厚薄相适应。 2.6纸箱接头钉(粘)合塔接舌边宽度:普通粘合箱不小于30㎜、钉合箱不小于35㎜,小型彩箱不小于28㎜,金属钉应沿塔接部分中线钉合,箱钉排列整齐,钉距均匀,单排钉距不大于80㎜,双排钉距不大于90㎜,同一纸箱上的钉距差别应在5㎜之内,箱钉应装钉在纸箱的付版上,采用斜钉(与纸箱立边成45度角)或竖钉,头尾钉距上下底面压痕边线不大于20㎜。钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。
包装材料专业知识
包装材料专业知识 采购知识2007-05-1609:27:23阅读369 评论4字号:大中小 纸箱价格算法 1. (长+宽+5)X(宽+高+3)X2X1.55X单价/10000=纸箱单价 (长+3)X(宽+3)X1.55X单价/10000=平卡单价 单价=每平方英寸纸的单价 2.(长+宽+0.09)×(宽+高+0.05)×2×单价 或(长+宽+0.07)×(宽+高+0.04)×2×单价 五层≈3.4元/㎡七层≈4.2元/㎡ 纸箱垫片一般为30×20㎝/个0.1-0.12元/个 先给大家简单看一下 瓦楞纸箱价格计算方法 纸箱的结构表达式如下:面纸:纸名,重量/瓦纸:瓦纸强度,重量,楞型/芯纸:瓦纸强度,重量/里纸:纸 名,重量 实例:面纸牛皮卡300克/高瓦180克(A/B楞)/芯纸180克普瓦/里纸280克箱板纸 瓦楞纸箱计价公式 纸箱价格(元)=瓦楞纸板出厂每平方米价(元/m2)×纸箱展开面积(m2) 一、瓦楞纸板出厂每平方米价的计算 1.瓦楞纸板的组成 瓦楞纸板主要分为三层瓦楞纸板、五层瓦楞纸板和七层瓦楞纸板。 三层瓦楞纸箱主要用于包装重量较轻的内包装物,三层瓦楞纸箱又叫单瓦楞纸箱其结构是由一张瓦 楞纸两面各粘一张面纸组合而成。 五层瓦楞纸箱主要用于单件包装重量较轻且易破碎的内装物;五层瓦楞纸箱又叫双瓦楞纸箱,过去简称为三黄两瓦。五层瓦楞纸箱的结构是由面纸、里纸、两张芯纸和两张瓦楞纸粘合而成,楞型的组合通常采用AB型(重庆地区药品包装以此型最多)、AC型、BC型、AE型或BE型。 七层瓦楞纸箱由下列纸板组成三层瓦楞箱板纸(主要用于重型商品的包装,如摩托车等); 组成:由面纸、瓦楞纸、芯纸、瓦楞纸、芯纸、瓦楞纸、里纸粘合而成。瓦楞楞型的组合通常采用B AB型、BAA型、CAC型或BAC型 2.统一瓦楞纸板的计量单位 1).一般纸箱厂购进时面纸、里纸、芯纸、瓦楞原纸均以吨价计算。即各种面纸、里纸、芯纸、瓦楞原纸为每吨多少元,其单位表示为”元/吨”,而计算时必须换成”元/公斤”,
包装材料食品安全检验控制流程(标准版)
When the lives of employees or national property are endangered, production activities are stopped to rectify and eliminate dangerous factors. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 包装材料食品安全检验控制流程 (标准版)
包装材料食品安全检验控制流程(标准版)导语:生产有了安全保障,才能持续、稳定发展。生产活动中事故层出不穷,生产势必陷于混乱、甚至瘫痪状态。当生产与安全发生矛盾、危及职工生命或国家财产时,生产活动停下来整治、消除危险因素以后,生产形势会变得更好。"安全第一" 的提法,决非把安全摆到生产之上;忽视安全自然是一种错误。 1.目的 本控制流程作为过程和产品的监视和测量程序的延伸,是公司质量及食品安全管理体系的一部分,保证食品包装材料符合食品安全要求。 2.适用范围 我司与食品产品直接接触的原辅材料及成品的食品安全检验。 3.职责 3.1销售部负责传递详细的客户信息及需求信息; 3.2工程技术部负责制定产品食品安全检验所依据的原辅材料清单、送检标准、样品制作方法及检测频次,附件列表内容更新由工程技术部高级经理审批; 3.3采购部负责要求供应商提供相关证明文件和与供应商的沟通; 3.4品质管理部负责样品的送检和原材料、成品的检验,品控部负责过程检验;
3.5生产部门依照生产工艺指令生产并按检验规程做好自检和互检,及送检样品的制作。 4.流程 4.1销售部根据客户针对食品包装的要求,明确客户的技术要求、产品用途等信息,并提供给工程技术部;客户有包材食品安全调查需求时,由销售出具工作联系单给工程技术部,由工程技术部编制执行方案,由工程技术部高级经理批准; 4.2工程技术部负责收集我公司产品相关食品安全的国内/国际标准,并保持与各利润点、管理总部等相关部门的良好沟通,及时跟进和更新有关食品安全的信息和标准; 4.3由工程技术部确定我公司产品所需原辅材料清单,并依据国家食品安全要求确定其应符合的相关食品安全标准,由工程技术部高级经理批准; 4.4执行采购部根据原辅材料清单及相关要求与合格供应商联系,及时获取原材料的信息,交工程技术部存档。原材料信息包括但不限于:原材料的产品说明书(TDS)、原材料的技术安全说明书(MSDS),每年至少一次权威检测机构出具的卫生检测报告,并由供应商提供材料安全性保函声明(交工程技术部存档,由工程技术部备案受控后下
PE袋初包装封口验证报告
PE袋初包装封口验证报告 文件编号:YWY/G-01-2015 C/0 编制:日期: 审核:日期: 批准:日期: 验证时间: 第一章总则 1.1.验证目的 根据ISO13458-2003(YY/T0287-2003)标准中“当生产和服务提供过的输出不能由后续的监视或测量加以验证时,组织应对任何这样的过程实施确认”。为此针对本公司生产的无菌医疗器械产品的初包装的工艺过程进行验证,使产品的单只包装符合GB/T19633-2005(ISO11607)《最终灭菌医疗器械的包装》标准的相关要求,同时对包装所用的材料和设备仪器进行验证。 1.2范围 1.2.1本验证适用于本公司生产的一次使用无菌医疗器械产品的PE成型 袋的 包装验证。所涉及的产品有: (1)、一次性使用无菌吸痰管; (2)、一次性使用无菌导尿管; (3)、一次性使用无菌胃管;
(4)、一次性使用无菌喂食管; (5)、一次性使用无菌肛门管; (6)、一次性使用无菌婴儿尿袋; (7)、一次性使用无菌引流袋; 1.2.2本次验证用的设备为自动热合封口机,设备的编号为:YS—29,安 装在净化车间内。 1.2.3初包装材料 本次确认使用的材料为PE复合膜,单层厚度为0.05mm,材料的技术参数由供应商提供。 由于初包装材料及热合封口的工艺及设备已被生产实践所确定,所以本次 的验证采用回顾性验证,在热合封口统计分析的基础上,证实初包装热合封口的生产工艺条件适用性的验证 1.3验证 1.3.1验证方案:由本公司技术部制定,报管理者代表审批后方可实施。 1.3.2验证实施:由相关职能部门的人员组成验证小组,管理者代表负责 按验证 方案组织实施。 1.3.3验证资料:所有有关验证的资料、所取得的数据、记录和验证报告 由技术 部汇编并存档。 1.3.4依据文件:
医学取样相关知识汇总(1)
取样 取样指令 取样涉及的程序、管理 原辅料、包装材料的验收取样、半成品、成品取样 水、沉降菌、浮游菌、悬浮粒子检测 法规、指南 取样指令: 1、当原辅料或包装材料到货时,评价室应收到发自物料部的一份化 验申请单、一份厂商的化验证书。成品生产完成后,评价室应收到生产部的化验申请单。评价人员检查过这些资料后根据化验申请单在批化验记录相应位置上填写代号、批号、名称,并将化验申请单和批化验记录发至取样员。对于增补取样,由评价室填写化验申请单,在备注栏内注明“增补取样”。 2、取样员根据化验申请单所记录的来料包装数量准备留检标签、留 样标签和清洁干燥的取样容器(对于无菌罐装产品用原辅料,取样用具灭菌后应保存在密闭的无菌容器内,超过两周应重新灭菌)。帖好留检标签后,即可着手取样。 取样方法: 1、对原辅料、半成品(中间产品)、成品、副产品及包装材料、工 艺用水都应分别制定取样办法。 2、对取样环境的洁净要求、取样人员、取样容器、取样部位和顺序、 取样方法、取样量、样品混合方法、取样容器的清洗、保管、必要的留样时间以及对无菌及麻毒、精神药品在取样时的特殊要求等应又明确的规定。 3、原辅料、内包装材料,可在仓储区原辅料取样间或支架式层流罩 内取样。 4、取样环境的空气洁净度级别应与生产要求一致。 5、中间品、成品取样可以在生产结束时进行,也可以在生产过程的 前、中、后期取样。 (1)原则:根据取样计划单进行取样,取样时,应注意样品的代表性。 如非均一的物料(如悬浮物)在取样前应使其均一;如不可能这样做或不了解物料是否均一,则应注意从物料不同部位取样;如
取样不能达到物料的所有部位时,应随机地在可达到的部位取样; 物料表面和物料主题可能会存在差异,抽样时,不应只从表面抽取样品。对于混合样品,如某批号有2个混合样品,则每一个留样样品应由等量的混合样品混合组成。 (2)取样一般由专职取样员进行。也可由车间工人或者中控人员根据相应的BPR或SOP取样,然后由取样员进行收集,但抽样人员必须经过适当的培训和考核,以避免差错,保证抽样的代表性。(3)一定要做到某一个时间只取一个样品,样品容器在取样前即应帖上事先准备好的取样标签,以免发生差错。混合样品及分样,应在符合洁净度要求的取样间进行。对于无菌罐装产品用原辅料的取样,应在取样间的层流台中进行,取样前后,应用70%乙醇消毒层流台。 (4)取过样的包装、取样日期和相应的化验申请单上要作上取样标记。(5)取过样的包装要重新密封,防止包装内的材料受到污染或在运输或处理过程中散落并造成污染。应帖上取样标签,以使得在重新打开包装时易被观察到。取好样的包装要放回原货位。 环境检测取样问题 空气悬浮粒子监测 空气浮游菌监测 沉降菌监测 表面微生物监测 人员卫生监测 水质监测 取样数量: 1、一般原辅料总件数n ≤3时,每件取样;n为4~300时,取样数 为1,n>3001。
包装材料 检验标准
包装材料检验标准 一、主题内容与使用范畴 本标准规定了进厂包装材料的质量和技术要求。 本标准适用于本公司采购的大宗包装材料。包装材料的质量和技术要求部分没有列出的材料,按订货合同要求进行检验和判定。 二、引用标准 1、GB 10344《饮料酒标签标准》 2、GB 191《包装储运图示标志》 3、GB 12904《商品条码》 4、BB/T 0018《包装物葡萄酒瓶》 5、GB6543《瓦楞纸箱》 6、GB 7718《预包装食品标签通则》 三、质量和技术要求 <一> 纸箱 1、本标准参照GB6543标准制定 2、纸箱的质量和技术要求 2.1箱体方正,箱盖合拢无离缝,尺寸大小符合要求。 2.2纸箱外表面不承诺有明显的损坏和污迹,如有样箱的,颜色图案应与样箱一致。 2.3箱面印刷图字清晰,颜色深浅一致,光亮鲜艳,位置准确,左右上下偏差不超过5㎜。 2.4纸箱外应标注内容应符合GB7718《预包装食品标签通则》要求,图示标志应符合GB191《包装储运图示标志》要求。有生产许可证的应标明许可证号。QS标志式样应按《食品生产加工企业质量安全监督治理实施细则》规定的式样印制。外箱应标有“小心轻放”、“向上”、“怕湿”字样及标志,标注内容应正确,无文字错误。 2.5钉合:瓦楞纸箱使用带有镀层的低碳扁丝或钢丝。扁丝不应有锈斑、剥层、龟裂或其他使用上的缺陷,扁丝的规格型号与纸箱厚薄相习惯。
2.6纸箱接头钉(粘)合塔接舌边宽度:一般粘合箱不小于30㎜、钉合箱不小于35㎜,小型彩箱不小于28㎜,金属钉应沿塔接部分中线钉合,箱钉排列整齐,钉距平均,单排钉距不大于80㎜,双排钉距不大于90㎜,同一纸箱上的钉距差别应在5㎜之内,箱钉应装钉在纸箱的付版上,采纳斜钉(与纸箱立边成45度角)或竖钉,头尾钉距上下底面压痕边线不大于20㎜。钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。 2.7粘合瓦楞纸箱应使用乙酸乙烯乳液或具有相同成效的其他粘合剂。粘合接缝的粘合剂涂布应平均充分,以致面纸分离时接缝依旧粘合不分,也不应有余外的粘合剂溢出接缝,纸箱撑开后不开胶。 2.8瓦楞纸箱的压痕线宽度:单瓦楞纸箱不大于10㎜,双瓦楞纸箱不大于15㎜,折线居中,不得有破裂断线,不得有歪斜,箱壁不承诺有余外的压痕线。 2.9纸箱尺寸测量:把纸箱撑开成型,相邻面夹角成90。,量取塔接舌边以外的构成长宽两面间的距离(内尺寸)为箱长(L)、箱宽(B),量取构成箱高的底盖间的内距离为箱高(H),尺寸承诺偏差:单瓦楞纸箱±3㎜,双瓦楞纸箱±5㎜。 2.10瓦楞纸箱摇盖应完整,不得有开胶和无胶现象。瓦楞纸箱摇盖应经开、合1800,往复5次以上,面层和里层都不得有裂缝。 2.11纸箱干度适中,手撑不软有一定挺力,彩箱和单瓦楞箱厚度≥2㎜,双瓦楞纸箱≥5㎜。纸箱撑开后四角垂直承担压力双瓦楞纸箱<优质>100kg 以上,双瓦楞纸箱(一般)80kg,单瓦楞纸箱50 kg以上不歪斜、不变形。 2.12花芯垫片的质量要求 2.12.1花芯垫片均为三层,各层之间粘接牢固不得有开胶和损坏,所用材料应能保证在运输搬运过程不掉落细碎屑等物,以免污染内装物品。出口产品按合同执行。 2.12.2花芯间隔平均,距离大小一致,花芯垫板大小与箱体相习惯。彩箱花芯垫片材质,如合同有专门要求时,按合同要求执行。 3、包装运输 3.1包装:纸箱以一定数量为一捆(5~25个),捆扎时应做好防护工作。
卷烟产品鉴别检验知识培训教材共10页
卷烟产品鉴别检验知识培训 目录 ●概述卷烟加工工艺原辅材料特征印刷与防伪技术简介卷烟产品鉴别检验方法 ●抽样方法部分卷烟品牌特点介绍 概述 一、假冒卷烟的危害性 1.损害国家、企业和消费者经济利益 ?损害国家利益损害合法生产经营企业的利益损害消费者利益 2.危害消费者身心健康 ?生产环境差带来的危害劣质原料带来的危害劣质辅料带来的危害 概述 二、假冒卷烟产品的特征与类型 1.假冒卷烟的基本特点 ?外观迷惑性品种多样性分布广泛性地域性和相对集中性 概述 2.假冒卷烟的类型 ?手工包装的假冒卷烟手工改换包装的假冒卷烟二次粘封的假冒卷烟 ?机器包装的假冒卷烟自创品牌的假冒卷烟 概述 三、卷烟真伪鉴别检验工作的回顾与展望 1.鉴别检验工作回顾 ?探索阶段:1980-1990 发展阶段:1990-2001 ?规范和体系完善阶段:2001至今积极创新,进一步探索研究鉴别检验新方法、新技术。 卷烟加工工艺 卷烟加工工艺 一、制丝工艺 二、烟支卷接 三、卷烟包装 ●制丝工艺 1.制叶丝 片烟预处理(解包-切片-松片回潮-加料润叶-贮叶)制叶丝(切叶丝-叶丝加温加湿-叶丝干燥-叶丝冷却) 2.制梗丝 烟梗预处理(加温加湿-贮存)烟梗形变(压梗-切梗丝)梗丝在线膨胀梗
丝分选 3.叶丝膨胀工艺和再造烟叶工艺 ◆二氧化碳叶丝膨胀(干冰法) ◆再造烟叶(造纸法、辊压法、稠浆法) ●制丝工艺 4.加香加料 加香加料的任务是将配好的料液和香精溶液,按产品配方规定准确、均匀地喷洒到在制品上(在制品主要指烟叶、烟梗、叶丝、梗丝、膨胀叶丝、再造烟叶) 5.在制品掺配和贮存 在制品掺配的含义:一是比例掺配;二是混合掺配 在制品贮存主要是指叶片贮存、烟梗贮存、梗丝贮存和烟丝贮存 ●烟支卷接 ?1.卷烟的组成和类型 ?﹡卷烟主要由烟丝、卷烟纸、滤嘴、接装纸组成 ﹡卷烟的类型:按照香气风格分类(烤、混、外香、雪茄型)、按照价格分类(一、二、三、四、五类) 2.烟支卷接设备的类型 3.烟支卷接的工艺流程 烟支卷制: 供料及细丝成型、卷烟纸供给及印刷、卷制成型和烟条切割滤嘴接装过程:烟支供给、滤嘴供给、接装纸供给、搓接成型及分切. ●卷烟包装 ?1.卷烟的包装方式 软盒和硬盒,还有抽屉式包装、侧推式包装、全开式包装、听装等一些特殊包装形式。 2.卷烟包装的工艺流程 小盒包装、小盒透明纸包装,条盒包装、条盒透明纸包装 注:小盒为软盒烟,烟支排列一般为7-6-7,铝箔纸为横包,小盒为硬盒,烟支排列一般为7-6-7或7-7-6三层,铝箔纸有横包或直包两种形式。 ●卷烟包装 ?3.卷烟包装设备的类型及主要工艺特征 目前国内普遍采用卷烟包装机组有GD系列包装机组、FOCKE系列包装机组、HLP系列包装机组、ZB系列(国产)包装机组。 (1)卷烟包装机组的主要类型 1)软盒包装机组:GDX1/GDX500/ZB25 COMPAS ●卷烟包装
包装材料完整性试验报告
包装材料完整性试验报告
1 包装材料的要求 据EN868-1、YY/T0313-1998标准。 1.1 用作制造一次性使用输液器和一次性使用无菌注射器的包装材料原料可以是原始材料或再生材料,但应有原料特别是回收材料的来源,明确其历史和可追溯性,并受到控制,以确保成品始终能满足要求。 1.2 包装材料的设计必须在满足原定用途的条件下,把对使用者或患者的安全造成危害的可能性降低到最小程度。 1.2.1 包装材料与灭菌过程相容性:包装材料与产品按一定方式组合装入灭菌器后,具有足够的透气性和灭菌剂渗透性,以能达到灭菌所要求的条件和灭菌后除去灭菌剂。 1.2.2 包装材料与一次性使用输液器和一次性使用注射器的相容性(即包装与医疗器材相互无不良影响):主要考虑的有:拟包装的医疗器械的大小和形状,有几何锐边凸出部分,对物理和其它防护的要求,医疗器械对特殊危险例如辐射、湿气、机械性撞击,静电放射的敏感性。 1.2.3 包装材料与标识方式的相容性:标识方法必须对包装材料与采用的灭菌过程的相容性无不良影响,印刷或书写所采用的油墨不会转移到一次性使用输液器、一次性使用注射器等医疗器械上,也不会和包装材料起反应而影响包装材料的效用,也不会变色而使标识变的模糊不清,对固定在包装材料表面的标识,其附着方式必须能耐受灭菌过程的使用及制造厂规定的贮存和运输条件。 1.2.4 包装材料能够提供对物理、化学和微生物的防护。 1.2.5 包装材料在使用场所与使用者撕开包装取出使用时的要求相容性(例如无菌的开封)。 1.3 在使用条件下,在灭菌前、中、后,包装材料不可释放已知是有毒的,其数量足以对健康危害的物质。 1.4 生物相容性:按一次性使用输液器和一次性使用注射器的预期用途,对包装材料的生物相容性进行评价(见ENISO10993-1)。
包装材料检验规范
编制:审核:批准: 日期: 日期: 日期: 1.0 目的 规范公司包装材料检验工作,为包装材料检验提供判定依据. 2.0 适用范围 本标准适用于本公司生产所需的包装材料的进厂检验. 3.0 包装材料范围 节能灯外箱、中箱、彩卡/吊卡、彩盒、不干胶、说明书、纸衬、吸塑泡壳、泡沫盒、热缩袋等。 3.0 工作职责 3.1测试专员:在对包装材料检验时按照此作业指导书进行检验. 3.2质量工程师:对产品检验质量和文件更新负责. 4.0检验工具 钢卷尺、条码扫描仪、通用量具等. 5.0检验方式及检查水平 6.0检验标准 6.1 外箱/中箱检验标准 序号检验项目检验标准检验方法缺陷类别 6.1.1 外观a.纸箱表面应平整、洁净、 无瑕疵; 目测轻缺陷b.纸箱应无破损、裂纹、潮 湿及纸箱切边不整齐现 象; 目测重缺陷 检验项目检查水平检验方式缺陷类别AQL值 外观一般Ⅱ 抽样检验重缺陷0.015 印刷S-3 中缺陷0.65 尺寸及其它S-1 轻缺陷 1.0
编制:审核:批准: 日期: 日期: 日期: 6.1.2 印刷c.依据《外箱/中箱资料》/ 《合格标准样件》确认印 刷内容应齐全、正确、无 文字错误且清晰可辨识。 目测重缺陷 d.核对条形码是否正确,且 可以使用条形码扫描仪 扫描出。 ①目测 ②条形码扫描 仪 重缺陷 e.印刷图案/字样不得有色 差、模糊、断点、,造成 辨识困难。 目测中缺陷 6.1.3 尺寸f.依据《外箱/中箱资料》 检验外箱/中箱各项尺寸 尺寸公差:±5mm 使用卷尺测量重缺陷 g.依据《外箱/中箱资料》 检验印刷标识各项尺寸. 尺寸公差: ±2mm 使用卷尺测量中缺陷6.2 彩盒、彩卡/吊卡检验标准 序号检验项目检验标准检验方法缺陷类别 6.2.1 外观a.彩盒、彩卡/吊卡表面应 平整、洁净、无瑕疵; 目测轻缺陷 b.彩盒、彩卡/吊卡应无破 损、裂纹、潮湿切边不 整齐现象; 目测重缺陷