清洁生产案例--燕京啤酒公司
清洁生产实例
2.针对解决问题 啤酒生产是耗水大户。1998年以前,珠江啤 酒集团公司每生产一吨啤酒耗水需15吨左右, 最高时达到20吨,与国内外同行水平相比差 别距很大,不但造成水资源严重浪费,而且 增加了污水处理负担。为将污染降到最小程 度,节约水资源,做到增产不增污,甚至从 根本上减少污染,节约能耗,公司以节约用 水、开展水的循环利用、一水多用等为重点, 开展了“清洁生产”工作。
方案
方案名称及问题
改进措施
类 序 型 号 无 F1 氯化尾气冷却器, 冷却效果差 费 方 F 尾气捕集器,废水 2 案 直排 F3 苯干燥废水直排
改并联喷淋为串联喷淋 由直排为回收利用 由直排为回收利用 由放空为回收利用
F4 粗馏冷却器尾气放 空
低 费 方 案
F5
氯化冷却器改造
改卧式冷却器为立式冷却器
F10
中费
F11
高费
F12
生产系统改 造
改间断为连 续生产工艺, 扩大生产能 力
(3)实施替代方案的效果
实施无费方案的经济效益
原料己二醇转化率由92%提高到93%。产品 己二酸总收率由83%提高到84.5%。每吨己 二酸消耗的环己醇定额下降了11.98公斤,相 当年多生产己二酸产品21吨,以每吨己二酸 产品售价6700元,年创经济效益14.07万元。
3.工艺改造 为了扩大生产能力,降低生产成本需对生产 工艺关键设备即更新粗馏,精馏加热器。为 此,1997年投资22.13万元,进行了工艺改 造。实施该替代方案后,不仅提高了生产能 力,而且吨氯化苯生产成本由3380元降到 3330元,吨产品节约蒸汽200公斤,其污染 物排放维持在原水平上,按吨氯化苯2700元 和吨蒸汽按47元计,年节约生产成本为75万 元,年节约蒸汽价值14万元,合计经济价值 89万元。
中国清洁生产介绍eng0520
汇报内容Report contents
清洁生产cleaner production
我国清洁生产概况 overview of cleaner production of China
案例:北京燕京啤酒清洁生产 Case: cleaner production of Yanjing Beer 我国生态工业园区EIPs介绍introduce of Eco-Industrial Parks of china 清洁生产的建议proposes of cleaner production
汇报内容Report contents
清洁生产cleaner production
我国清洁生产概况 overview of cleaner production of China
案例:北京燕京啤酒清洁生产 Case: cleaner production of Yanjing Beer 我国生态工业园区EIPs介绍introduce of Eco-Industrial Parks of china 清洁生产的建议proposes of cleaner production
案例:北京燕京啤酒清洁生产 Case: cleaner production of Yanjing Beer 我国生态工业园区EIPs介绍introduce of Eco-Industrial Parks of china 清洁生产的建议proposes of cleaner production
案例: 燕京啤酒的清洁生产 Case:cleaner production of Yanjing Beer
欢迎专家指导
Cordially welcome experts' presence
课题:中国的可持续发展实践 ——以清洁生产为例 Topic: sustainable development of China ——cleaner production
应用信息技术实现节能降耗

燕京啤酒(桂林漓泉)股份有限公司两化融合典型案例材料一、公司简介:燕京啤酒(桂林漓泉)股份有限公司于2002年7月18日揭牌成立,是北京燕京啤酒集团公司外埠企业之一,其前身桂林漓泉股份有限公司于1985年筹建,1987年正式投产。
历经九次改扩建,截至2009年7月,燕京漓泉公司桂林本部年产能达80万吨/年,加上控股的燕京玉林公司40万吨/年的生产能力,合并后公司在广西区内整体产能已达到120万吨/年。
加盟燕京后的八年时间里,在区、市两级党委政府和燕京集团的正确领导和大力支持下,公司领导班子团结带领全体员工,秉承“以情做人,以诚做事,以信经商”的经营理念,以“六个创新、四个做强”为指导思想,努力拓宽经营思路,积极寻求管理创新。
通过多年的积累和循环改进,形成了独具“燕京漓泉”特色的深度分销模式、精益生产模式、绩效飞轮管理、任职资格体系、TPM项目管理、环保节能工程、ERP/DRP信息化建设等一整套先进的管理流程,经过不断地完善、梳理和细化,具备核心竞争力的管理模式被成功复制到燕京玉林公司和广东燕京公司,成功总结出防御型市场和进攻型市场两套营销模式,为拓展市场和提升产销量提供了有力保障,并经受住了实践的检验和证明,燕京漓泉也因此成为燕京啤酒集团下属外埠公司中的标杆企业。
八年来,公司取得了良好的经济效益和社会效益,连续八年成为桂林市纳税首户,跻身广西纳税五强,全国啤酒行业纳税六强,广西十佳、广西优秀诚信企业,中国啤酒行业杰出企业;品牌荣获广西著名商标、广西名牌、中国驰名商标、建国以来广西60个最具影响力品牌等荣誉称号,32个产品获得绿色食品认证;成为桂林市首家国家级工业旅游示范点及全国五一劳动奖状企业;连续多年总资产贡献、流动资金及存货周转率、净资产收益率刷新行业新纪录,多项技术能耗指标创国内同行业新低,品牌价值跃升至33.24亿元。
二、信息化建设基本情况公司从2003年-2010年逐步建立优良的网络平台,实现了公司本部与玉林公司、各办事处、经销商之间的VPN专线连接。
清洁生产相关实例

资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载清洁生产相关实例地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容第七章清洁生产第七章清洁生产第一节清洁生产概述第二节清洁生产实例产生背景传统的经济增长模式:资源——产品(服务)——废物资源、环境与人口的矛盾激化。
可持续发展是唯一选择和必由之路。
清洁生产是实现可持续发展战略的重要手段资源——产品(服务)——再生资源第一节清洁生产概述清洁生产的基本要素综合预防持续战略产品(服务)生产过程降低风险人类环境清洁生产清洁生产是一种战略对策清洁生产是可持续发展战略计划的关键对策措施预防性:核心要素针对资源能源利用和废物或污染物产生,通过生产过程及其产品与服务活动的全方位变革,实现生产与环境的逐步相容。
综合性:面对清洁生产的多环节、多样性的预防性途径,只有采用综合集成的方式方法,才能有效发挥清洁生产的积极作用。
持续性:实施清洁生产是一个持续动态的深化过程。
不能期望通过一次或几次活动就能完成预防的目标,实现预防的效果。
清洁生产是双赢战略资源持续利用,减少污染,保护环境降低生产成本,提供企业产品和服务的市场竞争力达到环境效益和经济效益的双赢。
清洁的内涵清洁生产要对传统的环境保护模式体系和人类社会生产模式体系实施双重变革。
环境保护:合理利用资源,尽量减少废物产生对无法避免产生的废物,以对资源节约、环境安全的方式进行循环回用和综合利用对未被利用的废物,采取适当环境治理技术。
对残余的废物进行妥善最终处置。
生产:在生产全过程的各个组成环节中,充分结合资源环境因素考虑。
国际社会的典型清洁生产生态效率关注我们的责任可持续建筑绿色制造生态效率的定义生态效率指为了满足人们需求、改进人们的生活品质,在提供具有价格竞争力的产品与服务的同时,应逐步将产品与服务在其生命周期过程中的资源消耗与废物排放,减少到地球承载能力范围之内。
以循环经济理念为核心的清洁生产管理

2对 内传达公司高层决议 , ) 宣传 、 组织 、 实施 清洁生产措施 ; 3 高效处理企业 收集到 的关 于啤酒清洁生 )
产方 面 的信息 ;
4 对各生产部 门实施清洁生产 的情 况进行 ) 监督 、 检查及考核。清洁生产领导小组 的建立为 实施以循环 、 降耗 、 增效为重点 的清 洁生产管理 提供了坚实的组织架构。 22 推行环境管理体系, . 为清洁生产管理搭建平台
在 清洁 生产 小组 领 导 下 , 燕京 啤酒 集 团健全
燕京啤酒集 团高层领导 通过对 国家宏 观经 济的发展认 识以及同 国际先进 啤酒 生产企业 对 比分析 , 出结论 : 得 燕京 啤酒集 团必须 由企 业 的 粗放式经 营管理过渡到 以清洁生产 管理 为基础 的精细化 管理 , 改变 以末端 治理 为 主的管理 方 式, 建立以过程控制为主 的系统 化、 规范化 的清 洁生产管理体系。公 司利 用生产淡 季对 一线员
颐 贝 隆 电于 科 技
( 京 ) 有 限 公 司 北
又对汽 车节 油办 法 、 内温 度 和亮 度 等 细小 环 节 室
用, 有效地降低 了水资源 的消耗 。制冷设备经过
提出要求 , 最终实现了节能标准化管理 。
25 完善 清洁生 产 管理 的监督 机制 .
改造后 , 将使用后的冷却水混合少量一次水用于
2 全面构 建 清洁 生产 管理体 系
效考核标准》考核结果作为每月奖金分配的重要 ,
依据。然后 , 各生产部门将公司下达的指标分解到 班组, 班组再将该指标分解到个人 , 这样就形成 了 有效的三级考核体系, 从而使公司的清洁生产 目标 与员工的岗位 目 标达到有机结合。 24 强化操作规范性 , . 实现节能标准化管理 为使清洁生产管理得到进一步细化 , 公司制
燕京啤酒厂废水处理实习报告材料
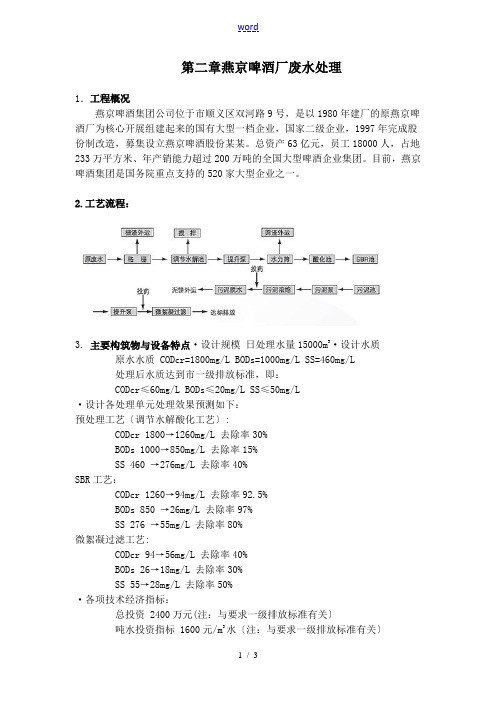
第二章燕京啤酒厂废水处理1.工程概况燕京啤酒集团公司位于市顺义区双河路9号,是以1980年建厂的原燕京啤酒厂为核心开展组建起来的国有大型一档企业,国家二级企业,1997年完成股份制改造,募集设立燕京啤酒股份某某。
总资产63亿元,员工18000人,占地233万平方米、年产销能力超过200万吨的全国大型啤酒企业集团。
目前,燕京啤酒集团是国务院重点支持的520家大型企业之一。
2.工艺流程:3.主要构筑物与设备特点·设计规模日处理水量15000m3·设计水质原水水质 CODcr=1800mg/L BODs=1000mg/L SS=460mg/L处理后水质达到市一级排放标准,即:CODcr≤60mg/L BODs≤20mg/L SS≤50mg/L·设计各处理单元处理效果预测如下:预处理工艺〔调节水解酸化工艺〕:CODcr 1800→1260mg/L 去除率30%BODs 1000→850mg/L 去除率15%SS 460 →276mg/L 去除率40%SBR工艺:CODcr 1260→94mg/L 去除率92.5%BODs 850 →26mg/L 去除率97%SS 276 →55mg/L 去除率80%微絮凝过滤工艺:CODcr 94→56mg/L 去除率40%BODs 26→18mg/L 去除率30%SS 55→28mg/L 去除率50%·各项技术经济指标:总投资 2400万元(注:与要求一级排放标准有关〕吨水投资指标 1600元/m3水〔注:与要求一级排放标准有关〕33水3水3水〔不含折旧费〕3水〔含折旧费〕4. 工程运行情况与所采用工艺的优缺点假如仅采用好氧法处理,存在能耗高、费用大等问题,假如结合先进的厌氧处理技术,将提高效率,降低处理费。
本套工艺就是先采用目前较为先进的IC 厌氧处理技术,但是光用厌氧处理,出水不达标,且水中溶解氧较低,不能直接排放,所以用SBR进一步处理,然后排放,处理效果好。
{清洁生产管理}清洁生产,酿酒工艺
酿酒工业由酒精、白酒、啤酒、黄酒、葡萄酒、果露酒行业组成。
全国规模以上酿酒生产企业2600家(总数15000家),采用15种主要粮食与农副产品原料,年耗用水9.7亿立方米、耗电88.3亿度、耗蒸汽2.8亿吨(能耗折合标煤3880万吨),使用20多个生产工艺,生产25种产品,2013年酿酒工业总产量达到7300万吨,总产值8500亿元,实现利润1050亿元。
该工业年排放废水总量7.1亿立方米、排放有机物400万吨,产生酿酒加工废弃物1000万吨。
啤酒生产的主要原料是大麦、大米和酒花,但并不是利用这些原料的全部,而只是利用其中的淀粉,大部分蛋白质留在麦糟及凝固物中。
啤酒花是大麻科葎草属多年生蔓性草本植物。
虽然跟大麻沾亲带故,它里面可没有四氢大麻酚(让人成瘾的主要成分)。
啤酒的苦味主要是由啤酒花中的α-酸(由葎草酮、辅葎草酮等组成的化合物)和β-酸(蛇麻酮等组成的化合物)引起的,这些物质能够抑制微生物繁殖,延长啤酒的保质期。
更重要的是,正是这些苦味物质让啤酒有了特殊的清爽感觉和细腻的泡沫。
在1519年,德国的巴伐利亚,威尔海姆公爵四世将啤酒花定为啤酒的法定“添加剂”(纯属中性词,切莫恐惧),这个传统一直延续到今天。
啤酒花 ❀原料:麦芽和水搅拌系统:对啤酒原料进行充分搅拌,提高热传提效率,保证糖化、糊化效果。
添加啤酒花:通过煮沸使啤酒获得特有的芳香和啤酒独特的苦味。
降温使麦汁达到发酵所需温度。
温度不同,啤酒的类型和味道不同。
通常发酵时间为5-7天,这时形成的啤酒还不成熟,为嫩啤酒。
大量白色泡泡:发酵过程中酵母产生大量二氧化碳气泡。
5.二次发酵●通过贮酒罐,啤酒进入成熟期。
●这一环节保证啤酒的口味更成熟纯正。
同时消掉些啤酒本身的生涩味道。
缓冲罐:让酒液在过滤前有个缓冲过程,对过滤设备起到保护作用。
过滤泵:将酒液中的残留酵母、啤酒酿造过程中的杂质滤掉,让啤酒色泽更加明显。
硅藻土过滤器:以硅藻土为主要介质,利用硅藻土颗粒的细微性和多孔性去除游泳池水中悬浮颗粒、胶体等杂质的过滤装置。
燕京啤酒厂污水处理处实习报告
燕京啤酒厂污水处理处实习报告第一篇:燕京啤酒厂污水处理处实习报告燕京啤酒厂污水处理处实习报告实习时间:2013年7月25日实习地点:燕京啤酒厂污水处理处实习任务:了解燕山啤酒厂的工业污水处理流程,以及其与生活污水处理方法的不同点。
而且了解工业污泥的处理流程。
描述:燕京啤酒厂污水处理处的工业污水处理流程如下所示:工业污水——————>集水井——————>调节池——————>旋转过滤网——————>预酸化池——————>IC反应器——————>SBR反应池——————>中间水池——————>中水回用或外排。
其污泥处理流程如下所示:污泥——————>浓缩池——————>贮泥池——————>压带机——————>泥饼烘干。
工业污水较于生活污水,其污染程度高,所含成分复杂,含有重金属和难降解有机物。
在啤酒生产过程中,洗料会产生废水,研磨时面粉会进入水体,产生污染。
由于此处工业废水COD(有机质含量)高,可生化降解性好,大部分污水处理采用厌氧工艺。
如果COD高,可生化降解性差,则需要进行预处理,先消减一部分污染物。
在污水处理工程中,细格栅主要是过滤出酒槽。
在酸化池外部有循环检测系统来检测pH值和温度。
当温度较高时,会通过冷凝水来降温。
然后通过二级提升泵便进入了IC反应器。
厌氧反应发生的三种容器分别是沼气池,UASD,IC反应器。
UASD含三项分离器,能实现水气分离,污泥团聚。
IC反应器是内循环系统,相当于两个UASD,用气提器提取。
该处采用的是IC反应器,可以提供足够的负荷和流速。
好氧反应发生的容器分别是中间水池,SBR反应器。
SBR反应器又叫序批式反应器,有4个格,依次进行进水,反应,沉淀,出水。
能除去N和P,适用于小水量批次处理污水。
在污水处理过程中会发生发酵,产生沼气。
沼气经过脱洗之后主要用于烘干,多余的经燃烧后进入大气。
其工艺流程如下所示:沼气——————>脱气罐——————>脱泡罐——————>沼气稳压柜——————>燃烧或回用。
人教版高一地理必修二 6.2 中国的可持续发展实践 课件(共31张PPT)
3、公众参与 我能做什么?
A、积极参加植树活动; B、使用可再生材料制成品; C、在居室、庭院中种植多叶植物; D、爱护每一块绿地; E、动员周围的人为环保尽心尽力; F、关心并积极参与科技事业,使之成 为改善状况的动力;
课堂小结
中
人口压力
国 指南 《中国21世
的 可
纪议程》
环境危机必然性持续 循 工业:清洁生产
4、2013年高考文综试题(福建卷)
循环农业是美丽乡村建设的途径之一。图1 示意某循环农业模式,读图回答1-2题.
D (1).最适宜该模式的是( )
A. 河套平原
B. 黄淮平原
C. 辽东丘陵
D. 闽浙丘陵
(2). 循环农业对建设美丽乡村的主要作用
是( B )
①提高经济效益 ②加快城镇发展
③提供清洁能源 ④促进民居集中
方案二:示意图表述方式
1、污染物的处理:
(1)废气废水处理达标后再排放; (2)水蒸汽二次回收(热能回收) (3)非工艺用水重复使用; (4)沼气回收; (4)二氧化碳回收等。
2、沼液沼渣有效利用:
沼液沼渣作为高效有机肥施到农田。
3、产生的效益:
环境效益、经济效益、生态效益。
1、工业的循环经济——清洁生产
从原料开采—生产制造—消费使 用—废弃物处理的全过程来评估产品 对环境的影响程度,克服了传统工业 生产只重视末端治理的弊端。
第二节中国的可持续发展实践
自主学习:阅读课本P99并结合下列材 料,分析我国当前面临的三大严峻挑战。
材料一:2010年,第六次人口普查,我国人口
达13.7亿,每年新增人口达1300万。同时,我国 每年产生垃圾30亿吨,约有2万平方米耕地被迫用 于堆置存放垃圾,环境污染和生态破坏非常严重。
企业典型案例五:燕京啤酒集团
企业典型案例五:燕京啤酒集团【发布时间:2013年08月09日】【】【字体:大中小】一、企业基本情况北京燕京啤酒集团于1980年建厂,1993年组建集团,经过30余年快速、健康的发展,已经成为全中国最大的啤酒集团之一,并进入世界啤酒产销量前十名。
燕京啤酒本着“以情做人、以诚做事、以信经商”的企业经营理念,始终坚持走内涵式扩大生产道路,在滚动中发展,年年进行技术改造,使企业不断发展壮大;坚持依靠科技进步,促进企业发展,建立国家级科研中心,引入尖端人才,依靠科技抢占先机;积极开拓市场,率先建立完善的市场网络体系,适应市场经济要求,全国市场占有率始终保持11%以上。
燕京啤酒连年被评为全国500家最佳经济效益工业企业、中国行业百强企业。
高品质的燕京啤酒先后荣获“首届全国轻工业博览会金奖”、“全国行业质量评比优质产品奖”,并获“全国啤酒质量检测A级产品”、“全国用户满意产品”等多项荣誉称号。
1997年燕京牌商标被国家工商总局认定为“驰名商标”,2004年通过中国绿色食品发展中心审核,符合绿色食品A级标准。
2005年燕京啤酒成为北京2008年奥运会啤酒赞助商。
2011年燕京啤酒获得工信部“资源节约型和环境友好型企业”荣誉称号,被国家质检总局评选为全国质量管理先进单位。
同年,燕京啤酒正式成为中国探月工程官方合作伙伴,全面贯彻了燕京一贯秉承的“民族的、科技的、梦想的”品牌精神。
二、两化融合发展历程和总体规划经历了十年的信息化进程,燕京啤酒的信息化程度在行业内已处于领先地位,2003、"2004年燕京啤酒连续被中国信息化评测中心评选为中国企业信息化500强企业。
燕京啤酒也是中国首家采用计算机控制啤酒发酵、啤酒行业首家成功实施MES系统的企业。
燕京啤酒信息化的总体目标是以需求为导向,打造数字化企业,增强企业核心竞争力。
发展历程分为三个阶段:第一个阶段,实现企业内、外部管理数字化和最优化,实现产品设计手段与设计过程的数字化和智能化,从而提高企业的产品创新能力;第二阶段,实现制造装备、生产过程控制的数字化、自动化和智能化,从而提高企业生产过程自动化水平及劳动生产率和产品质量;第三阶段,实现企业内外部资源的集成和有效利用,促进业务流程、组织结构与产品结构的调整,从而提高企业竞争力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实行清洁生产后的成效
燕京啤酒集团公司已通过了ISO14001环境认证,成 为中国啤酒行业中首批通过 ISO14000认证的企业。 在环境方面已经达到国际标准。此外,企业还通过 质量管理体系的认证! 了质量管理体系 质量管理体系
图—3
总投资: 总投资:100万元 万元 年运行费节省额: 万元 年运行费节省额:48万元 投资回收期: 年 投资回收期:2.1年 净现值: 净现值:168万元 万元 内部收益率: 内部收益率:46.5%
方案三: 方案三:废酵母的回收利用
啤酒生产过程,要产生大量的废酵母。这些废酵母过 去一直都是直接排入地沟,造成了严重的污染。而今, 燕京啤酒集团公司与科研机构合作,研制了废酵母回 收技术,产生酶解粉和酵母干,月产量可达近50吨,年生 产1500余吨,创造经济效益460多万元。 啤酒发酵后产生大量的废醇母,按传统工艺将其排入 地沟,造成污染。后来和中国科学院微生物研究所合 作,回收废酵母,制做酶解粉和酵母干,十几年来生产酵 母干粉5000吨,创效益1500万元。2000年又从酵母提 取核糖核酸,一年生产8324公斤,制造了可观的经济效 益。如下图—4,
图---4
方案四: 方案四:湿酒糟的回收利用
啤酒制造过程中,每100kg麦芽投料约产生110130kg含水量为85%的湿酒糟需要处理,在以前公 司的做法是随意处理掉,这也造成了环境的污染, 现在,公司投资1300万元,从法国引进一套饲料加 工设备,就地处理湿酒糟,不仅减轻了环境污染,每年 还可生产2000多万吨干饲料。 糖化车间生产的酒糟含水量达85%,以前公司是很 难将其全部回收的,只能处理掉。后来公司由法 国引进一套颗粒饲料设备,建成饲料车间处理酒糟, 年生产干饲料2000多吨,创效益1000多万元,特别 是将糖化锅水出糟改为干出糟,节约了大量的用水, 减轻了污水处理的压力。 如图—5 ,
图—3
方案二:热水的循环利用
公司及时投资了100万元新建三个热水贮罐,回收糖化车 间用于冷却煮沸麦汁的热水,不但减少了废水排放量,每 天还可节水300多吨,每年增加经济效益63万元。在这之 前公司的热水都是闲置或被浪费掉了!不产生任何价值! 这套设备能很好的解决热水的回收利用!还为公司取得了 不错的效益!
实行清洁生产后的成效
以清洁生产为要求加强技改,促进了燕京公司的节 能减排,给企业带来明显的经济效益。公司投产3年 多来,累计产生经济效益已超过一千万元。特别是 今年,在原材料、能源、人工普遍涨价的环境下, 企业成本反而下降到了建厂以来的最低水平.燕京公 . 司超前建成的高效污水处理工程还为企业扩产提供 了硬件支撑。 2007年9月,燕京公司动工扩建年产 20万吨的三期工程,系列生产线建成后,啤酒产量 将达到40万吨/年,年产值可达8亿元以上。
另外的一些相关措施
锅炉烟尘的处理
所有锅炉都安装麻石水膜除尘器,锅炉烟尘实现无公害排 放。
残余商标与碎瓶渣的处理
燕京在洗瓶机上安装了除标签装置,标签首先被筛滤出来, 然后压榨,最后标签残渣被收集起来送往垃圾站。
实行监督,规范和宣传 实行监督,
集团设有环保科、节能科等职能部门负责指导监督各生产 部门进行清洁化生产,并制定吨酒耗粮、吨酒耗水,吨酒耗 电等一系列经济考核指标,对生产中的污染排放进行严格 控制,在员工中大力宣传环保节能的重要性,提高员工的环 保意识。
还原性物质多少的一个指标。同时,化 生产之路。 生产之路。 学需氧量(COD)又往往作为衡量水中 有机物质含量多少的指标。化学需氧量 越大,说明水体受有机物的污染越严重。 水中有机污染物含量的一个综合 指标。
公司简介:
北京燕京啤酒集团公司始建于 北京燕京啤酒集团公司始建于1980年,于1993 始建于 年组建为集团。在发展中,燕京坚持规模扩展 和效益增加并举的方针,经过三步大跨越,从 最初的640万元的小型啤酒企业,发展成为拥 有总资产达150亿元,员工33500人,年产销能 力达200多万吨的全国大型啤酒企业集团。
如图—5
方案五: 方案五:二氧化碳的回收利用
二氧化碳是啤酒发酵的一项重要 副产物。在主发酵过程中,二氧 化碳大量集中地排放出来,不仅 量大,而且质量好。排除干净其 中含有的一些挥发性物质如醇、 醛、酯等,将其回收可以用于后 面工序的灌装备压等,不仅减少 了酒液的氧化,也减少了环境污 染。集团从90年代开始引进国外 技 术,先后建设了三套二氧化碳 回收装置, 取得了许多经济效益, 也减少了二氧化碳的浪费和排放, 使得二氧化碳得到了有效的利用, 保护了环境。
而且还能控制微生物。 SBR是序列间歇式活性污泥法 (Sequencing Batch Reactor Activated Sludge Process)的简称,是一种按间歇曝 气方式来运行的活性污泥污水处理技术,又 称序批式活性污泥法。
SBR污水处理技术示意图 污水处理技术示意图---2 污水处理技术示意图
公司清洁生产方案
分析
啤酒生产过程中会产生一系列必须处理并清除的物 质,包括:废水及其携带物、麦芽糟 麦芽糟和酒花糟、废酵母、 麦芽糟 残余商标、碎瓶渣和锅炉烟尘,其中最大的污染是生 产过程中产生的废水。 麦芽糖是碳水化合物的一种,由含淀
应对措施
粉酶的麦芽作用于淀粉而制得。用作 营养剂,也供配制培养基用。
近二十年来,我国啤酒工业迅速发展,但从整体上看,我国啤 酒生产仍水平较低、规模较小、效益较低 ,每生产一吨啤酒耗 水量在8-40吨,相应的排水也在7-35吨之间,给企业和社会带 来了极大的环境负担。此外, 啤酒工业产生的废水不仅量大, 而且污染浓度较高,COD浓度平均在1000-1500mg/l,BOD浓 度在900-1200mg/l, 悬浮物在400-650mg/l。据统计,废水未 经处理的啤酒厂, 每生产100吨啤酒所排出废水的BOD相当于 14000人生活污水中的BOD的值,其悬浮物相当于8000人生活 BOD,是指在一定期间内,微生 污水中的悬浮物的值。这样的高浓度有机废水给污水处理厂带 物分解一定体积水中的某些可被 所谓化学需氧量(COD),是在一定的 来了沉重的负担,增加了企业处理污水的经济负担,解决问题 氧化物质,特别是有机物质所消 条件下,采用一定的强氧化剂处理水样 耗的溶解氧的数量。以毫克/升 的最好办法是从源头入手,全过程控制和综合利用,走清洁 时,所消耗的氧化剂量。它是表示水中 或百分率、ppm表示。它是反映
该公司建成的污水处理厂只能处理废水总量的三分 之一。审计小组以削减废水量和废水中COD含量为 主要目标,制定了18项废物削减方案。其中加强管 理方案6项,技改方案1项。在啤酒生产 各个环节进 行控制和治理!如图---1
图---1
方案一:废水处理与循环利用 方案一:
啤酒厂排出的废水中吸收或溶解了很多物 质,其中主要含有残余啤酒和麦汁、洗糟水、 含酵母的废水、CIP清洗废水、CIP清洗用 酸、CIP清洗用碱、过滤机的废碱等成分。 该公司污水处理厂拥有31000立方米/天的 处理能力,采用先进SBR污水处理技术(如 CIP清洗即CLEAN IN PLACE(原位清洗)。 图---2),使处理后的水达到北京市二级排放 原位清洗CIP系统 系统CIP清洗即不分解生产 原位清洗 系统 设备,又可用简单操作方法安全自动的清 标准。实现废水100%处理后排放,其中20% 洗系统,几乎被引进到所有的食品,饮料 及制药等工厂。CIP清洗不仅能清洗机器, 回收利用。如图 ---3
啤酒行业清洁生产案例
北京燕京啤酒集团公司 清洁生产案例
清洁生产:是我国工业可持续发展的一项 : 重要战略,也是实现我国污染控制重点由 末端控制向生产全过程转变的重大措施。 近年来, 国内开展清洁生产审计的企业 数呈逐年上升趋势。清洁生产已被世界工 业界所接受,随着一些行业标准的制订, 这将进一步推动我国工业界的清洁生产工 作向清洁化、环保化的方向发展,使清洁 生产工作更标准化和规范化,并将带动其 他行业清洁生产工作的开展。
实行清洁生产后的成效
此外,据统计,目前公司的吨酒耗水已由 2002年9 吨下降到目前的5.04 吨,而国际 吨酒耗水领先标准则是8 吨。吨酒耗电已由 2002年的76 千瓦时下降到现在的57千瓦时, 吨酒耗煤也已由2002年的90.12 吨下降到现 在的65.17 吨,水、电、煤三大指标下降幅 都度达到30%以上 %以上。不仅有利于环境的保护, 在企业的产销量与效益之间达到了相互协调 和统一!
进行清洁生产前的情况
在进行清洁生产前,公司存在的问题有: 在进行清洁生产前,公司存在的问题有:
一些污水不能得到处理,净化水的设备生产能力有些不够不 能做到污水的100%的回收和利用。 热水,废酵母,湿酒糟,生产过程产生的二氧化碳等都不能 有效地利用起来,虽然公司的效益在上涨,但是环境成本却 越来越高,对公司的发展造成了的制约! 此外,公司在污染治理上的投资不够,员工及管理者的环保 意识薄弱,没有良好的清洁生产的方案和行动! 公司的许多生产成本及指标都与国际和行业的平均水平存在 着一些差距!吨酒耗水,耗电,耗煤的情况还很大!