机制技术习题解答定位误差计算1
定位误差分析计算

(3) 当Δ B≠0,Δ Y≠0时,如果工序基准不在工件定位 面上(造成基准不重合误差和基准位移误差的原因是相互独立
的因素)时,则定位误差为两项之和,即Δ D=Δ Y+Δ B;如果 工序基准在工件定位面上(造成基准不重合误差和基准位移误
差的原因是同一因素)时, 则定位误差为
Δ D=Δ Y±Δ B
(1-3)
Δ Y2si d n 1/2 ()2s0 i.9 0 n0 1 /(2)3 0.00m 9m 2
因工序基准G不在工件定位面(d1外圆)上,故有
Δ D Δ B Δ Y 0 .0 2 0 .08 0 0 .0 9m 3 27 m 2
计算所得定位误差
Δ D0.03m 7 m 203 . 22 00.1m 3 m
同理, 基准位移误差为Δ Y=0.041 mm 因工序基准不在工件定位面(内孔)上,则有
Δ D=Δ Y+Δ B =0.125+0.041=0.166mm
因
ΔD1 3G1 30.20 0.06m 7m
则该定位方案不合格。
讨论:
① 在图(b)和图(c)方案中,因定位基准选择不当,
均出现定位误差太大的情况,从而影响工序精度,定位方案不
0.0350.0250.0m 1 m
只占加工允差0.10的10%。
图1-39 以V形块定位时的定位误差分析计算
② 分析计算定位误差时,必然会遇到定位误差占工序允差 比例过大问题。究竟所占比例值多大才合适,要想确定这样一 个值来分析、比较是很困难的。因为加工工序的要求各不相同, 不同的加工方法所能达到的经济精度也各有差异。 这就要求 工艺设计人员有丰富的实际工艺经验知识, 并按实际加工情 况具体问题具体分析,根据从工序允差中扣除定位误差后余下 的允差部分大小,来判断具体加工方法能否经济地保证精度要 求。 在分析定位方案时,一般推荐在正常加工条件下, 定位 误差占工序允差的1/3以内比较合适。
2.4定位误差的分析与计算(一)

3.以圆孔定位时的定位误差计算
LOGO
Page 23
作业
LOGO
Page 24
复习
工件以圆柱面定位:
固定V型块:限制自由度(长4、短2) 标准化 活动V型块:限制自由度(短1) 标准化
定 位 套:限制自由度(长4、短2)
半 圆 套:限制自由度(长4、短2)
工件以特殊表面定位:
圆锥面定位:固定V型块定位,限制自由度(长4、短2) 锥度轴、套定位,限制自由度(长5、短3) 燕尾导轨定位:限制自由度(5) 齿面定位:限制自由度(长4、短2)
△Y =Xmax=TD + Td + Xmin
LOGO
2.4 定位误差的分析与计算
3.定位误差计算实例
1.
LOGO
Page 21
2.4 定位误差的分析与计算
2.
LOGO
Page 22
课堂小结
1.定位误差的概念
(1)基准不重合误差 △ B (2)基准位移误差 △Y
2.工件以平面定位误差计算
精基准平面定位时,一般认定△Y=0, △D=△B
LOGO
2.4 定位误差的分析与计算
基准不重合误差的计算公式
B i cos
i 1
n
i
——定位基准与工序基准间的尺寸链组成环的公差(包含位
置公差)(mm);
—— i 的方向与加工尺寸方向间的夹角(°)。
LOGO
2.4 定位误差的分析与计算
基准不重合误差练习
习题集P11-3 如图所示工件的加工工序 是镗D孔。如果定位基准分别 选择E、F、G,加工尺寸A的 定位误差分别是多少?
方向上的最大变动量,以“Δ D”表示。 成批加工工件时,夹具相对机床的位置及切削运动的行程调定后
计算定位误差及习题(给学生)

精品文档
3-3 在如图所示套筒零件上铣键槽,要求保证尺 寸540-0.14mm及对称度,现有三种定位方案,分别 如图b 、 c 、 d所示
试计算三种不 同定位方案的定位 误差,并从中选择 最优方案(已知内 孔与外圆的同轴度 误差不大于 0.02mm)。
二、定位误差的计算
精品文档
例:图a为工件,前工序已保证L+ΔL ,本工序采 用调整法铣通槽,要求保证工序尺寸A,B,C, 其定位方案如图b,分析尺寸B的加工误差。
JB 2L TL
精品文档
1.定位误差的概念 定义:由于工件在夹具(或机床)
上定位不准确而引起的加工误差。调 整法加工时,实质即工序基准在加工 尺寸方向上的最大变动量。
精品文档
3.说明加工下图两零件所需限制的自由度,画 定位简图,并分析各定位元件所限自由度
已加工面:M 、ΦD
待加工面:2—Φd及 沉头孔
加工要求:1)H;2) B;3)Φd处壁厚均匀
(1)ห้องสมุดไป่ตู้
精品文档
等腰三角形板状铸件 待加工面:孔
要求:1)H;2)孔 位于平分线上
(2)
精品文档
4. 如图箱体,要求镗 A孔,采用一面两销 (垂直放置)的定位方式, 两定位销孔2— Φ200+0.021, 中心距为 250+0.05, 试确定:
精品文档
思考:如图工件以d1外圆定位,加工φ10H8孔。 已知:d1=Φ300-0.01mm, d2φ 0 0 5. .50 0m 5 16 0m H=40+0.15mm, t= 0.03mm , V形块两斜面的夹 角为900 , 求加工尺寸H的定位误差。
机械制造技术基础---定位误差的分析和计算

定位误差等于工件被加工表面的设计基准, 在加工尺寸方向上的的最 大变动量.
定位误差的分析与计算
(1)
例一:圆柱体零件的直径为d,均用下母线定位,铣平面(如图).在设 计图纸上,其平面的高度有三种不同的尺寸注法.试分别计算其定位误差.
B O A
定位误差的分析与计算
(1-1)
图(a)当平面高度为H 1时,设计基准为上母线B,定位基准为下母线 A,(两基准不重合). 定位误差为: εH1=B1B2= Δd
B O E A F
定位误差的分析与计算 (2)
B O E A F
定位误差的分析与计算 (2)
基准不重合
定位误差的分析与计算 (2)
基准变动 刀位线
定位误差的分析与计算 (2-1)
基准变动 刀位线 基准不重合
定位误差
定位误差的分析与计算 (2-2)
定位误差 刀位线
基准变动
定位误差的分析与计算 (2-3)
B O A
定位误差的分析与计算
(1-2)
图(b)当平面高度为H2时,设计基准为下母线A, 定位基准也为下母线 A(两基准重合). 定位误差为: εH2=0
B O A
定位误差的分析与计算
(1-3)
图(c)当平面高度为H3时,设计基准在中心线O,定位基准为下母线 A(两基准不重合). 定位误差为: = Δd/2
B O A
定位误差的分析与计算 (2)
例一:圆柱体零件的直径为d,均用下母线定位,铣平面(如图).在设 计图纸上,其平面的高度有三种不同的尺寸注法.试分别计算其定位误差.
B O E A F
定位误差的分析与计算 (2)
图(a)当平面高度为H 1时,设计基准为上母线B,定位基准为下母 线A,(两基准不重合). 这时定位误差为:εH1=B1B2=AB2-AB1=(AO2+O2B2)-(AO1+O1B1)
机械加工定位误差的计算实例
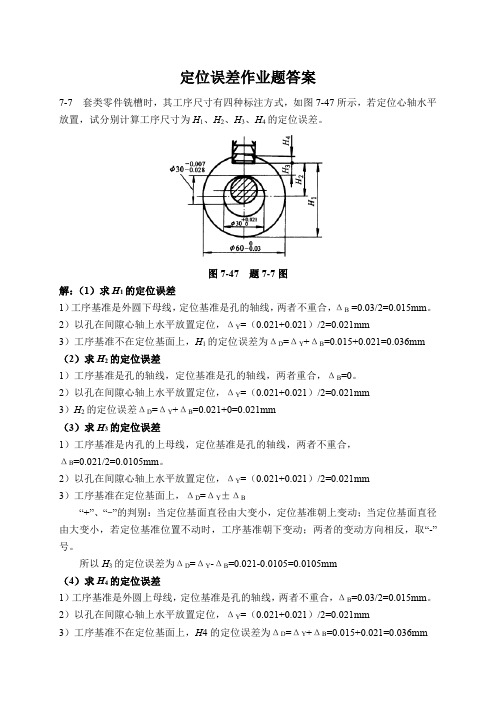
定位误差作业题答案7-7 套类零件铣槽时,其工序尺寸有四种标注方式,如图7-47所示,若定位心轴水平放置,试分别计算工序尺寸为H1、H2、H3、H4的定位误差。
图7-47 题7-7图解:(1)求H1的定位误差1)工序基准是外圆下母线,定位基准是孔的轴线,两者不重合,ΔB =0.03/2=0.015mm。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)工序基准不在定位基面上,H1的定位误差为ΔD=ΔY+ΔB=0.015+0.021=0.036mm (2)求H2的定位误差1)工序基准是孔的轴线,定位基准是孔的轴线,两者重合,ΔB=0。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)H2的定位误差ΔD=ΔY+ΔB=0.021+0=0.021mm(3)求H3的定位误差1)工序基准是内孔的上母线,定位基准是孔的轴线,两者不重合,ΔB=0.021/2=0.0105mm。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)工序基准在定位基面上,ΔD=ΔY±ΔB“+”、“-”的判别:当定位基面直径由大变小,定位基准朝上变动;当定位基面直径由大变小,若定位基准位置不动时,工序基准朝下变动;两者的变动方向相反,取“-”号。
所以H3的定位误差为ΔD=ΔY-ΔB=0.021-0.0105=0.0105mm(4)求H4的定位误差1)工序基准是外圆上母线,定位基准是孔的轴线,两者不重合,ΔB=0.03/2=0.015mm。
2)以孔在间隙心轴上水平放置定位,ΔY=(0.021+0.021)/2=0.021mm3)工序基准不在定位基面上,H4的定位误差为ΔD=ΔY+ΔB=0.015+0.021=0.036mm7-8 图7-48所示工件,加工工件上Ⅰ、Ⅱ、Ⅲ三个小孔,请分别计算三种定位方案的定位误差,并说明哪个定位方案较好。
定位误差的分析计算
2021/9/18
目录 下一节
2021/9/18
2)当d≠D时(称定位付不准确,因设计、制造原 因产生),O2与O1不重合:
工件向下产生最大平移,即O2相对O1在加工尺寸 方向上向下产生的最大变化量:1/2(Dmax-dmin), 也影响H1产生误差。
2021/9/18
基准位移误差(△db): 因定位付不准确(原因),用调整法加工一批工
2021/9/18
Hale Waihona Puke O1 轴心;O2 孔心;D 孔min直径;△D 孔公差; d 轴max直径;△d 轴公差;
R 、△R工件外圆半径、公差
2021/9/18
图2.39 定位误差产生分析
图2.40(a) H1定位误差产生分析
※A是工序基准上极位点、A2是工序基准下极位点
2021/9/18
分析:本工序加工要求有:H或H1或H2或H3。 ①对H1:为上下方向,定位基准是O2,工序基准 是A。
件时(条件),引起定位基准在加工尺寸方向上相对 产生的最大变化量(结果),称为基准位移误差。
※△db为定位基准相对定位基准的max变化量
上述△jb、△db均影响H1,把综合影响称定位 误差△dw。
由图2.39a)知: △dw=△jb+△db。
2021/9/18
• 定位误差(△dw): • 因工序基准与定位基准不重合和定位付不准
⑴当△jb与△db无共同变量因素时,称其 “独立”,合成 “+” ;
⑵ 当△jb与△db有共同变量因素时,称其 “相关”( 当工序基准在定位基面上时,一定 “相关”);
合成同‘-’ 异 ‘+’ :在工序尺寸方向上, 工件的工序基准与工件与定位元件的定位接触 点位于工件定位基准同侧时,合成‘-’,异 侧时,合成‘+’。
定位误差的分析和计算

此时为定位基准与工序基准不重叠,不但有基准位移误差,
而且还有基准不重叠误差,又定位尺寸与加工尺寸方向一致,
所以尺寸B1旳定位误差为
DB1 B1max B1min P1P2 P1O2 O2 P2
O1O2 O1P1 - O2P2
(
2
d
sin
d ) (d 22
d )
2
2
d 2sin
床夹具中旳正确位置所采用旳基准。 工序基准:在工艺图上用以标定被加工表
面位置旳基准。
实例分析
如图1所示,在工件上铣一种通槽,要求确保尺寸a、b、h, 为使分析问题以便,仅讨论尺寸a怎样确保旳问题。
加工a尺寸时,当以A面和B面定位时,此 时加工尺寸a旳定位基准面和工序基准面都 是B面,即基准重叠。
则 又因为
Df
OA1 OA2
1 2
d o max
1 2
d o min
Df
1 2
do
Df
1 2
do
(
1 2
D
1 2
do
)
1 2
D
而
1 2
D
1 2
do
Y
1 2
D
B
则
Df Y B
综合上述分析计算成果可知,当工件以圆 柱孔在间隙配合圆柱心轴(或定位销上)定位, 且为固定单边接触时,工序尺寸旳定位误差值、 随工序基准旳不同而异。其中以孔上母线为工 序基按时,定位误差最小;以孔心线为工序基 按时次之,以孔下母线为工序基按时,定位误 差较前几种情况都大。
当定位尺寸与工序尺寸方向一致时,则定位误 差就是定位尺寸旳公差。
若定位尺寸与工序尺寸方向不一致时,则定位 误差就是定位尺寸公差在加工尺寸方向旳投影。
定位误差分析与计算(1)
合成时,若设计基准不在定位基面上(设计基准与定位基 面为两个独立的表面),即基准不重合误差与基准位移误差无 相关公共变量。
△定=△基+△不 合成时,若设计基准在定位基面上,即基准不重合误差与 基准位移误差有相关的公共变量。
即使用V型块对外圆表面定位时,在垂直于V型块对称面 方向上的定位误差为零。
需要指出的是定位误差一般总是针对批量生产,并 采用调整法加工的情况而言。 在单件生产时,若采用调整法加工(采用样件或对 刀规对刀),或在数控机床上加工时,同样存在定 位误差问题。 但若采用试切法进行加工,则一般不考虑定位误差。
△定=△基±△不
+ - 确定方法:
定位基准与限位基面接触,定位基面直径由小变大(或由 大变小),分析定位基准变动方向。
定位基准不变,定位基面直径同样变化,分析设计基准的 变动方向。
△基(或定位基准)与△不(或工序基准)的变动方向相 同时,取“+”号;变动方向相反时,取“一”号。
定位误差计算的两种方法:
此时基准位移误差: △基=( △D+ △d )/2
若定位基准与限位基准的最大变动量为Δi。 定位基准的变动方向与设计尺寸方向相同时:
△基 =Δi 定位基准的变动方向与加工尺寸的方向不一致,两者 之间成夹角时,基准位移误差等于定位基准的变动范 围在加工尺寸方向上的投影。
△基=Δi面在V型块上定位铣键槽,若工序尺寸 标注如图2-45所示,其定位误差为多少?
当设计基准的变动方向与加工尺寸的方向不一致,存在一 夹角时,基准不重合误差等于定位基准与设计基准之间所有尺 寸的公差和在加工尺寸方向上的投影。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
定位误差计算1
定位误差计算1
1、一批工件以圆孔(φ 20H7)用心轴 (φ 20g6)定位,在立式铣床上用顶尖顶住心轴 铣槽。定位简图如图所示。其中,φ 40h6外圆、 φ 20H7内孔及两端面均已加工合格,而且φ 40h6 外圆对φ 20H7内孔的径向跳动在0.02mm之内。
定位误差计算1
今要保证铣槽的主要 技术要求为: ⑴、槽宽b=12h9; ⑵、槽距一端面尺寸为L=20h12; ⑶、槽底位置尺寸为H=34.8h11; ⑷、槽两侧面对外圆轴线的对称度公差为0.10mm。 试分析其定位误差对保证各项技术要求的影响。
定位误差计算1
解:根据加工技术要 求可知:
⑴、槽宽b=12h9:由刀具 尺寸确定,与定位无关。 ⑵、槽距一端面尺寸为L=20h12: 由于左侧定位基准已加工,且设计基准与定位 基准重合,故有: Δ DW·L=0 即:尺寸L能满足加工要求。
定位误差计算1
解:根据加工技术要 求可知:
⑶、槽底位置尺寸为H=34.8h11 :
δ d+Xmin=0.021+0.013+0.007=0.041 (任意边)
Δ jb·H =δ D1/2+2e=0.016/2+0.02=0.028
Δ DW·H=Δ db·H +Δ jb·H =0.069 ∵ ∴ Δ DW·H=0.069>(1/3)δ H=0.16/3=0.053 不能保证该加工要求。
定位误差计算1
解:根据加工技术要 求可知:
⑷、槽两侧面对外圆轴线的对称度公差为0.10mm。
此时,设计基准为外圆中心,故有:
Δ db·÷ =δ D+δ d+Xmin=0.021+0.013+0.007=0.041 (任意边)
Δ jb·÷=2e=0.02
Δ DW·÷=Δ db·÷+Δ jb·÷=0.061 ∵ ∴ Δ DW·÷=0.081>(1/3)δ H=0.10/3=0.033 不能保证该加工要求。