对联轴器偏移进行的分析
联轴器偏差与找正分析报告及实测题
旋转设备安装轴不对中联轴器中心偏差分析与找正技术培训内部学习材料邓华伟委员:郭先军王洪赵安华X运森万谊熊建平攀钢集团工程技术某某某某分公司旋转设备安装轴不对中联轴器中心偏差分析与找正摘要:旋转设备在安装或维修后始终存在轴对中的问题,对中精度的上下对设备运行周期与运行效率有着直接的影响,找正的目的是保证设备在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到设备是否能正常运转,对高速运转的设备尤其重要。
关键词:对中基准找正调整1、概况旋转设备在安装或维修后始终存在轴对中的问题,对中精度的上下对设备运行周期与运行效率有着直接的影响。
设备对中精度高,会使旋转支承部位振动小、温升低、磨损小、设备故障率低等特点;设备对中精度低,会使旋转支承部位振动加剧、温升高、磨损加快、设备故障率高,甚至会造成转子轴断裂等设备事故。
可以说,旋转设备轴对中精度上下直接影响设备是否能够正常运转,对生产重点设备、高运转设备尤其重要。
2、轴不对中联轴器偏移情况分析2.1、偏移情况轴不对中联轴器轴线位置偏差指铅垂方向和水平方向的偏移量,其中水平方向偏心分别存在如下四种情况:〔1〕、两轴线平行且同心〔理想状态〕如图1〔a〕所示;〔2〕、两轴线平行但不同心如图1〔b〕所示;〔3〕、两轴线同心但不平行如图1〔c〕所示;〔4〕、两轴线不同心但不平行如图1〔d〕所示;2.2、偏移分析图1所示的四种情况,两轴绝对对中属是理想状态,对在线运转设备始终保持轴线对中是难以达到理想状态的,各部位的不均匀膨胀、轴的弯曲、轴承的游隙、设备转子的动不平衡等原因,都可能造成轴在运转不对中的现象发生,所以在设备制造、安装、检修中都规定有允许的偏差值,因此,设备静态下轴不对中联轴器轴线位置偏差的控制显得尤为重要。
3、检测方法与测量3.1、基准部位的选择轴不对中联轴器轴线位置偏差找正确定基准部位是非常重要的,比如离心卧式水泵机组、不带增速的风机等设备,基准部位就应该选择非电机端;带增速、带耦合器的大型鼓风机、透平机、汽轮机,基准部位就应该考虑电机端在最后调整过程中所形成的累积误差值,同时还需要考虑热膨胀对轴中心的影响,所选择的基准部位就应该尽量满足运转周期长、标准件、热膨胀中心线偏移小的部位作为基准部位。
2表法找正

2表法:一个测外圆,一个测平面,记录0度,90度,180度,270度数据,通过上表数据减去下表数据,左表数据减去右表数据,可以得到端面的上下偏差,端面左右偏差,径向上下偏差,径向左右偏差。
利用测点到电机前脚距离及后脚距离和联轴器直径计算前脚调整的尺寸=上下偏差*前脚距离/联轴器直径后脚调整的尺寸=上下偏差*后脚距离/联轴器直径左右就看着表调整吧。
联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
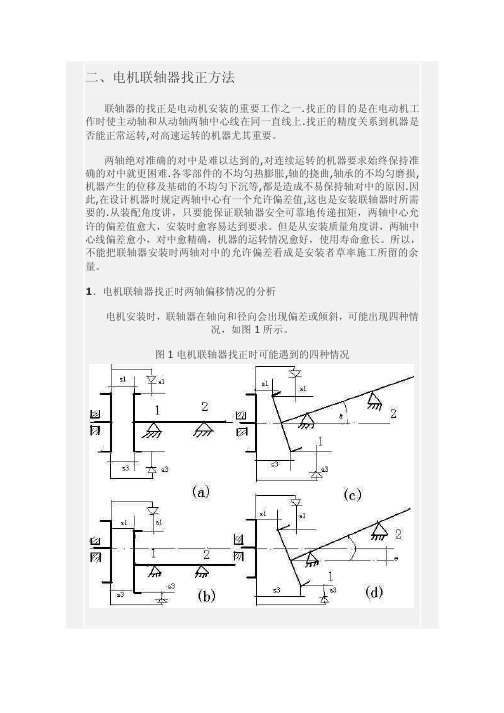
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
联轴器找正的方法及标准
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲�只要能保证联轴器安全可靠地传递扭矩�两轴中心允许的偏差值愈大�安装时愈容易达到要求。
但是从安装质量角度讲�两轴中心线偏差愈小�对中愈精确�机器的运转情况愈好�使用寿命愈长。
所以�不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1�电机联轴器找正时两轴偏移情况的分析电机安装时�联轴器在轴向和径向会出现偏差或倾斜�可能出现四种情况�如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时�一般是在电机中心位置固定并调整完水平之后�再进行联轴器的找正。
通过测量与计算�分析偏差情况�调整电动机轴中心位置以达到主动轴与从动轴既同心�又平行。
联轴器找正的方法有多种�常用的方法如下��1�简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差�用塞尺测量两半联轴器端面间的轴向间隙偏差�通过分析和调整�达到两轴对中。
这种方法操作简单�但精度不高�对中误差较大。
只适用于电机转速较低�对中要求不高的联轴器的安装测量。
图2角尺和塞尺的测量方法�2�用中心卡及塞尺的测量方法找正用的中心卡�又称对轮卡�结构形式有多种�根据联轴器的结构�尺寸选择适用的中心卡�常见的结构图3所示。
中心卡没有统一规格�考虑测量和装卡的要求由钳工自行制作。
联轴器找正方法介绍

镇江奇美
C.五表测量法(又称四点测量法) 在测量一个方位上的径向读数的同时,测出 0°,90°,180°,270°四个方位上的轴向读数,并取其同一 方位上的四个轴向读数的平均值作为分析与计算用的轴 向读数,与同一方位的径向读数合起来分析联轴器的偏移 情 况 , 这 种 方 法 与 三 表 法 应 用 特 点 相 同 。
镇江奇美
镇江奇美
测量时,先测0°方位的径向读数a1及轴向读数s1。为了分析 计算方便,常把a1和s1调整为零,然后两半联轴器同时转动, 每转90°读一次表中数值,并把读数值填到记录图中。圆外记 录径向读数a1,a2,a3,a4,圆内记录轴向读数s1,s2,s3, s4,当百分表转回到零位时,必须与原零位读数一致,否则需 找出原因并排除之。常见的原因是轴窜动或地脚螺栓松动,测 量 的 读 数 必 须 符 合 下 列 条 件 才 属 正 确 , 即 a1+a3=a2+a4;s1+s3=s2+s4 通过对测量数值的分析计算,确定两轴在空间的相对位置,然后 按计算结果进行调整。这种方法应用比较广泛,可满足一般机器 的安装精度要求。主要缺点是对有轴向窜动的联轴器,在盘车时 其端面的轴向度数会产生误差。因此,这种测量方法适用于由滚 动轴承支撑的转轴,轴向窜动比较小的中,小型机器。
镇江奇美
2
单表测量时计算调整量的方法
计算前,后两支点的调整量如下图所示。以“B”轴作基准 轴,调整“A”轴时应先测定X,Y,Z之值(图(a)), 若以δy与δz分别表示前后支点的调整量,从图(b)可推 导出:
镇江奇美
⊿Oa’Oa”G ∽ ⊿EO”F 由于GO”=XFO”=YGO’=3ac/2(忽略Oa”Ob’) 所以EF=Y/X×3ac/2 δy=EF+3b/2=Y/X×3ac/2+3b/2--------(1-11) 同理可得 HI=Z/X×3ac/2 δz=HI+3b/2=Z/X×3ac/2+3b/2---------(1-12) 几点说明: ①δy及δz为正值,则要求增加垫片厚度;若为负值,则减 少垫片厚度. ②上式为垂直方向调整的计算.若水平方向计算调整 量可用同样原理,只是调整量为支点的左右移动量,而不需 增减垫片厚度。
机械联轴器找正方法
机械联轴器找正方法(总16页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除旋转机械的联轴器找正联轴器的找正是机器安装的重要工作之一.找正的目的是在机器在工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要.两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.联轴器找正时两轴偏移情况的分析机器安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1 联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1 联轴器偏移的分析2.测量方法安装机器时,一般是在主机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整原动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单的测量方法如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于机器转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3 所示。
联轴器找正的计算方法和调整步骤
联轴器找正的计算方法和调整步骤1前言联轴器是机械设备中的重要部件,在汽轮机组、水泵、风机等转动机械的联接中普遍使用。
为了避免联轴器不同心而使设备产生较大的振动、损坏,要求转动设备中的联轴器必须保证较高的同轴度。
因此,联轴器的找正是一项非常重要、精度要求很高的工作。
2联轴器找正的质量标准联轴器找正的质量标准因设备的转速和联轴器的型式而异,水泵、风机等通用机械的联轴器允许偏差值如表1所示。
3联轴器找正的原理3.1 对联轴器中心偏移情况的分析联轴器中心偏移不外乎以下2种情况:Q)联轴器端面张口方向与中心偏移方向相反(上张口时中心低,下张口时中心高;左张口时中心偏右,右张口时中心偏左);(2)联轴器端面张口方向与中心偏移方向相同(与⑴描述相反)。
3.2 理论上联轴器找正的计算与调整就联轴器中心偏移第1种情况中:上张口(数值为δ),中心低(数值为4 h),如图1所示为例。
为保证同轴度需进行如下调整(一般调整电机等易移动的设备),计算的原则是〃先消张口后消圆周〃:Q)消除联轴器张口,可在前支座A及后支座B下分别增加不同厚度的垫片。
垫片的厚度经过如下计算:利用图2中三角形AFGH∖^ECA及^EDB的相似关系和相似三角形对应边成比例的定律,可得出如下关系:AC∕GH=AE∕FH ,进而有AC=(AE / FH)χGH式中GH——上张口值δ ;AE ——前支座到联轴器端面的距离;FH——联轴器直径。
同理,后支座加垫片的数值BD=(BE / FH)×GH o(2)消除联轴器高差,电机轴应向上垫起Ah (如图2所示)。
这时,电机前、后座应同时加垫Ah厚。
综合以上两步骤,总调整量:电机前支座A加垫片厚度Xl=Δh+AC (1)电机后支座B加垫片厚度X2=∆h + BD⑵假定上(右)张口时,AC、BD取正值,下(左)张口时,AC、BD则取负值;电机中心低(偏左)时,加取正值;电机中心高(偏右)时,Ah则取负值,当X为正数时加垫片(或右移),X为负值时减垫片(或左移)。
节能泵使用时联轴器时偏离中心故障解决方法
节能泵使用时联轴器时偏离中心故障解决方法
节能泵在使用时联轴器经常会偏离中心,就需要经常检查校正。
校正时需注意以下几点:
1. 校正联轴器之前,在联轴器未耦合的情况下,检查驱动装置的旋转方向与泵的旋向是否一致。
2. 弹性联轴器则要求对中心进行认真的校正。
可以通过在电机下放置薄垫片来进行校正。
校正时,若粗心大意,会导致联轴器以及泵和驱动装置的损坏。
3. 在特殊情况下,可根据联轴器生产厂家的要求进行安装、校正。
例如:校正时,要保证联轴器之间的规定距离。
安装时,请参看联轴器的安装图及说明书。
无中间段的联轴器的校正
对于无中间段的联轴器的校正,可用一根精密直尺靠在联轴器边缘,在周边的几个点观察直尺与轴线的平行度即可或用厚塞规在几个对应处检查联轴器之间的距离。
用测量仪校正
如果要求更严格的校正(工作转速>3600r/min及联轴器带有中间段的情况下)则须用千分表进行轴向和径向的测量,直径方向允许的最大轴向偏差及径向跳动。
注意:在工作温度较高的情况下(大约130℃)必须在符合实际工况的条件下,对联轴器进行检查。
如果偏差超出范围应引起注意,找出原因并排出隐患。
在多数情况下,超差可能是由于相邻管路上承受的过量载荷引起的。
电机联轴器找正的方法及标准
二、电机联轴器找正方法联轴器的找正是电动机安装的重要工作之一.找正的目的是在电动机工作时使主动轴和从动轴两轴中心线在同一直线上.找正的精度关系到机器是否能正常运转,对高速运转的机器尤其重要。
两轴绝对准确的对中是难以达到的,对连续运转的机器要求始终保持准确的对中就更困难.各零部件的不均匀热膨胀,轴的挠曲,轴承的不均匀磨损,机器产生的位移及基础的不均匀下沉等,都是造成不易保持轴对中的原因.因此,在设计机器时规定两轴中心有一个允许偏差值,这也是安装联轴器时所需要的.从装配角度讲,只要能保证联轴器安全可靠地传递扭矩,两轴中心允许的偏差值愈大,安装时愈容易达到要求。
但是从安装质量角度讲,两轴中心线偏差愈小,对中愈精确,机器的运转情况愈好,使用寿命愈长。
所以,不能把联轴器安装时两轴对中的允许偏差看成是安装者草率施工所留的余量。
1.电机联轴器找正时两轴偏移情况的分析电机安装时,联轴器在轴向和径向会出现偏差或倾斜,可能出现四种情况,如图1所示。
图1电机联轴器找正时可能遇到的四种情况根据图1所示对主动轴和从动轴相对位置的分析见表1。
表1电机联轴器偏移的分析2.测量方法安装电机时,一般是在电机中心位置固定并调整完水平之后,再进行联轴器的找正。
通过测量与计算,分析偏差情况,调整电动机轴中心位置以达到主动轴与从动轴既同心,又平行。
联轴器找正的方法有多种,常用的方法如下:(1)简单如图2所示。
用角尺和塞尺测量联轴器外圆各方位上的径向偏差,用塞尺测量两半联轴器端面间的轴向间隙偏差,通过分析和调整,达到两轴对中。
这种方法操作简单,但精度不高,对中误差较大。
只适用于电机转速较低,对中要求不高的联轴器的安装测量。
图2 角尺和塞尺的测量方法(2)用中心卡及塞尺的测量方法找正用的中心卡(又称对轮卡)结构形式有多种,根据联轴器的结构,尺寸选择适用的中心卡,常见的结构图3所示。
中心卡没有统一规格,考虑测量和装卡的要求由钳工自行制作。
图3常见对轮卡型式(a)用钢带固定在联轴器上的可调节双测点对轮卡(b)测量轴用的不可调节的双测点对轮卡(c)测量齿式联轴器的可调节双测点对轮卡(d)用螺钉直接固定在联轴器上的可调节双测点对轮卡(e)有平滑圆柱表面联轴器用的可调节单测点对轮卡(f)有平滑圆柱表面联轴器用的可调节双点对轮卡利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙,这种方法操作简单,测量精度较高,利用测量的间隙值可以通过计算求出调整量,故较为适用。
动设备联轴器找正的方法
动设备联轴器找正的方法要保证联轴器的良好工作和正常运转,需要进行正确的调整和找正。
下面将详细介绍动设备联轴器找正的方法。
1.防止润滑不良导致的偏差:联轴器在使用过程中需要确保良好的润滑。
当润滑不良时,轴承和联轴器的轴心线会发生偏移,进而导致运动不正常。
因此,必须定期检查润滑情况,保持充分的润滑,避免轴心线偏差。
2.调整轴承座的垂直度:联轴器在运转中可能由于轴与轴承座的不垂直而发生偏差。
因此,在安装时应确保轴承座的垂直度。
可使用水平尺或水平仪来检查轴承座的垂直度,调整调整螺丝使其垂直。
3.使用对中装置进行对中:对中装置是用来调整联轴器两端轴的相对位置的设备。
通过对中装置,可以正确地调整轴的位置和角度,使其与联轴器相匹配。
通常,对中装置包括两个指示器,一个固定在一个轴上,另一个则测量另一个轴的偏差。
通过调整轴的位置和角度,使两个指示器的读数相等,即可完成对中。
4.检查联轴器两端的轴的直径:联轴器的两端轴的直径应该相等。
如果直径不一致,将会导致轴承座中产生偏心力,进而导致联轴器的不正常运转。
因此,在找正联轴器之前,应先检查轴的直径,并进行必要的调整。
5.使用同轴仪进行调整:同轴仪是一种精密测量设备,用于测量轴的同轴度和径向间隙。
通过同轴仪的测量,可以判断轴与轴承座的同轴度是否满足要求,并进行调整。
根据同轴仪的测量结果,可以判断轴的位置和角度是否正确,进而调整联轴器的位置和角度,找到正确的运转位置。
在进行联轴器找正之前,需要注意以下几点:1.保证调整过程的安全:在进行联轴器找正之前,必须确保设备处于停止状态,并采取必要的安全措施,如断开电源和锁定设备,以防止任何意外发生。
2.仔细阅读设备说明书:联轴器调整需要根据具体的设备要求进行操作。
因此,在进行调整之前,应仔细阅读设备说明书,了解设备的结构和调整要求。
3.采取适当的工具和设备:在进行联轴器找正时,需要使用一些专门的工具和设备,如水平尺、水平仪、对中装置和同轴仪等。
联轴器与轴松脱原因
联轴器与轴松脱原因
联轴器与轴松脱的原因有多种可能,以下是几个常见的原因:
1. 联轴器的安装不牢固:联轴器在连接和安装时没有正确地固定住,使其无法紧密地与轴连接在一起,导致松动。
2. 联轴器本身质量问题:一些廉价或劣质联轴器可能有制造缺陷,如材料质量差、加工工艺不佳等,使其无法有效地固定在轴上。
3. 轴的表面粗糙度问题:如果轴的表面粗糙度过大或有凹坑,联轴器与轴的接触面积减小,会增加松动的可能性。
4. 震动和冲击:设备在运行过程中,如果存在频繁的震动和冲击,可能会导致联轴器与轴松脱。
5. 轴的磨损或变形:如果轴发生磨损或变形,会削弱与联轴器的连接力,导致松脱。
为了防止联轴器与轴松脱,可以采取以下措施:
1. 确保联轴器正确安装:在安装联轴器时,应按照相关的安装规范和要求进行操作,确保联轴器正确地固定在轴上。
2. 选择质量可靠的联轴器:选择质量可靠的联轴器,比如知名品牌的产品,以确保其材质和加工质量符合要求,不易松脱。
3. 定期检查和维护:定期检查联轴器和轴的状态,发现轴有磨损或变形的情况及时更换,同时确保联轴器的紧固螺栓等零部件处于良好状态。
4. 减少震动和冲击:合理设计设备的结构和运行方式,以减少震动和冲击对联轴器和轴的影响。
综上所述,联轴器与轴松脱的原因有很多,需要注意安装、选择质量可靠的联轴器、定期检查和维护等措施,来预防和解决该问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表2-4各种联轴器的角位移和径向位移的允许偏差值
联轴器名称 直径/mm 角位移/(mm/m) 径向位移/mm
150〜300 齿形联轴器 300〜500 100〜300 十字沟槽联轴器
0.5
0.310.8Fra bibliotek0.8
0.1
300〜600
1.2
0.2
100〜300 弹性塞销联轴器 300〜500
联轴器偏移情况的分析
泵维护与检修 杨雨松 等编著
在安装新机器时,由于联轴器与轴 之间的垂直度不会有多大的问题, 所以可以不必检查:但在安装旧机 器时,联轴器与轴之间的垂直度一 定要仔细检查,发现不垂直时要调 整垂直后再找正。
找正联轴器时,垂直面内一般可能 遇到如图2-18所示的四种情况。
图2-18联轴器找正时可能遇到的四种情况 ①s1=s3,a1=a3,如图2-18(a)所示。这表示两半联轴器的端面 互相平行,主动轴和从动轴的中心线又同在一条水平直线上。 这时两半联轴器处于正确的位置。此处s1、s3和a1、a3表示在 联轴器上方(0°)和下方(180°)两个位置上的轴向间隙和径 向间隙。 ②s1=s3,a1≠a3,如图2-18(b)所示。这表示两半联轴器的端面互 相平行,两轴的中心线不同轴。这时两轴的中心线之间有径向 位移(偏心距)e=(a3—a1)/2。 ③s1≠s3,a1=a3,如图2-18(c)所示。这表示两半联轴器的端 面互相不平行,两轴的中心线相交,其交点正好落在主动轴的 半联轴器的中心点上。这时两轴的中心线之间有倾斜的角位移 (倾斜角)α。 ④s1≠s3,a1≠a3,如图2-18(d)所示。这表示两半联轴器的端 面互相不平行,两轴的中心线的交点又不落在主动轴半联轴器 的中心点上。这时两轴的中心线之间既有径向位移又有角位移。 联轴器处于后三种情况时都不正确,均需要进行找正,直到获 得第一种正确的情况为止。一般在安装机器时,首先把从动机 安装好,使其轴处于水平,然后安装主动机。所以,找正时只 需调整主动机,即在主动机的支脚下面用加减垫片的方法来进 行调整。 各种联轴器的角位移和径向位移的允许偏差值如表2-4所示。
0.2
0.05
0.2
0.1
130〜200
200〜400 400〜700
1
0.1
弹性牙接联轴器
1
0.2
1
0.3
泵维护与检修 杨雨松 等编著