钢筋成型加工费计算
钢筋加工各项费用

2.23
合计
443.87
一类工程管理费
443.87*0.39
173.11
一类工程利润
443.87*0.27
119.84
总合计
736.82
一类工程管理费
443.87*0.33
146.48
一类工程利润
443.87*0.21
93.21
总合计
68ห้องสมุดไป่ตู้.58
一类工程管理费
443.87*0.27
119.84
一类工程利润
443.87*0.18
93.21
总合计
656.92
一类工程管理费
443.87*0.18
79.9
一类工程利润
443.87*0.09
39.95
总合计
563.72
圆钢φ10外钢筋加工费用汇总
序号
分项名称
单位
数量
单价(元)
小计(元)
备注
1
现浇构件圆钢φ10外
吨
1
1.1
制作人工按40%计算
工日
7.17*0.4=2.868
32.32
总合计
259.59
一类工程管理费
178.95*0.18
32.32
一类工程利润
178.95*0.09
16.16
总合计
227.43
备注:1、以上人工费和机械费及钢筋损耗(钢筋损耗为2%)计算依据为《2003版云南省建筑工程消耗量定额》上册第四分部206页;
2、以上管理费和利润计算依据为《2003版云南省建设工程计价规则》第16、17页。
53.23
152.66
1.2
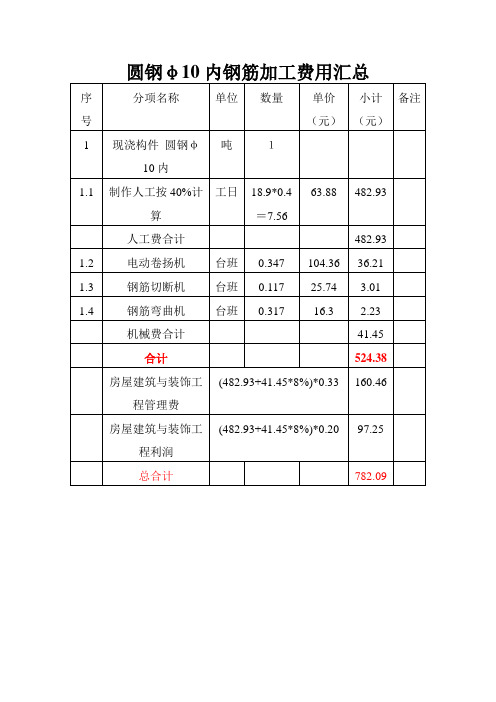
钢筋加工各项费用
序号
分项名称
单位
数量
单价(元)
小计(元)
备注
1
现浇构件圆钢φ10内
吨
1
1.1
制作人工按40%计算
工日
18.9*0.4=7.56
63.88
482.93
人工费合计
482.93
1.2
电动卷扬机
台班
0.347
104.36
36.21
1.3
钢筋切断机
台班0.1ຫໍສະໝຸດ 725.743.01
1.4
钢筋弯曲机
台班
0.317
16.3
2.23
机械费合计
41.45
合计
524.38
房屋建筑与装饰工程管理费
(482.93+41.45*8%)*0.33
160.46
房屋建筑与装饰工程利润
(482.93+41.45*8%)*0.20
97.25
总合计
782.09
圆钢φ10外钢筋加工费用汇总
序号
分项名称
单位
数量
单价(元)
合计
204.13
房屋建筑与装饰工程管理费
(183.21+20.92*8%)*0.33
61.01
房屋建筑与装饰工程利润
(183.21+20.92*8%)*0.20
36.98
总合计
302.12
带肋钢筋加工费用汇总
序号
分项名称
单位
数量
单价(元)
小计(元)
备注
1
现浇构件带肋钢
吨
1
1.1
制作人工按40%计算
钢筋计算及建筑工程清包工价格
一、首跨钢筋的计算1、上部贯通筋上部贯通筋(上通长筋1)长度=通跨净跨长+首尾端支座锚固值2、端支座负筋端支座负筋长度:第一排为Ln/3+端支座锚固值;第二排为Ln/4+端支座锚固值3、下部钢筋下部钢筋长度=净跨长+左右支座锚固值注意:下部钢筋不论分排与否,计算的结果都是一样的,所以我们在标注梁的下部纵筋时可以不输入分排信息。
以上三类钢筋中均涉及到支座锚固问题,那么,在软件中是如何实现03G101-1中关于支座锚固的判断呢?现在我们来总结一下以上三类钢筋的支座锚固判断问题:支座宽≥Lae且≥0.5Hc+5d,为直锚,取Max{Lae,0.5Hc+5d }。
钢筋的端支座锚固值=支座宽≤Lae或≤0.5Hc+5d,为弯锚,取Max{Lae,支座宽度-保护层+15d }。
钢筋的中间支座锚固值=Max{Lae,0.5Hc+5d }4、腰筋构造钢筋:构造钢筋长度=净跨长+2×15d抗扭钢筋:算法同贯通钢筋5、拉筋拉筋长度=(梁宽-2×保护层)+2×11.9d(抗震弯钩值)+2d拉筋根数:如果我们没有在平法输入中给定拉筋的布筋间距,那么拉筋的根数=(箍筋根数/2)×(构造筋根数/2);如果给定了拉筋的布筋间距,那么拉筋的根数=布筋长度/布筋间距。
6、箍筋箍筋长度=(梁宽-2×保护层+梁高-2×保护层)+2×11.9d+8d箍筋根数=(加密区长度/加密区间距+1)×2+(非加密区长度/非加密区间距-1)+1注意:因为构件扣减保护层时,都是扣至纵筋的外皮,那么,我们可以发现,拉筋和箍筋在每个保护层处均被多扣掉了直径值;并且我们在预算中计算钢筋长度时,都是按照外皮计算的,所以软件自动会将多扣掉的长度在补充回来,由此,拉筋计算时增加了2d,箍筋计算时增加了8d。
(如下图所示)7、吊筋吊筋长度=2*锚固+2*斜段长度+次梁宽度+2*50,其中框梁高度>800mm 夹角=60°≤800mm夹角=45°二、中间跨钢筋的计算1、中间支座负筋中间支座负筋:第一排为Ln/3+中间支座值+Ln/3;第二排为Ln/4+中间支座值+Ln/4注意:当中间跨两端的支座负筋延伸长度之和≥该跨的净跨长时,其钢筋长度:第一排为该跨净跨长+(Ln/3+前中间支座值)+(Ln/3+后中间支座值);第二排为该跨净跨长+(Ln/4+前中间支座值)+(Ln/4+后中间支座值)。
加工费计算完整版
加⼯费计算完整版加⼯费计算集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]经常有刚创业的机械加⼯的朋友为⼯时计算发愁,也有些朋友为如何计算外发件的成本⽽苦恼。
⽼⾦根据⽹上的⼀些资料和实践经验,总结了⼀些常⽤的对外机械加⼯⼯时价格计算⽅法供⼤家参考。
其实各种⼯种的⼯时价格并没有固定的,具体情况要具体分析。
可以根据⼯件的难易,设备的⼤⼩,性能的不同⽽有不同的计算⽅法,当然关键是看加⼯的量是有多少,批量越⼤价格相对越低。
不过⼀般来说机械加⼯⼯时都有⼀个基本价,根据不同情况在基本价之间浮动。
⼀以⼯时记价办法记时单位从接⼿加⼯开始⾄加⼯完成验收合格结束1.车基本价:20-40具体的有根据实际情况⽽定,象⼩件,很简单的⼯时就⼩于20元;有时甚⾄只有10元例如⼀些⼤的⽪带轮,加⼯余量⼤,⽼板只赚铁沫⼦的钱就够了;有时如果⼯件⼤的话,⼀般市⾯上没法加⼯的就可以⾼点,两三倍,别⼈也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.快⾛丝线切割基本价:3-4/1200平⽅毫⽶7.电⽕花基本价:10-40,单件⼀般按50/件(⼩于1个⼩时)8.数控机床基本价:⽐普通的贵2-4倍9.雕刻:⼀般都是单件的,50-500/件10、钳⼯基本价:15-35⼆以根据零件,数量,精度要求收费办法。
1、钻孔加⼯⼀般材料,深径⽐不⼤于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最⼩孔不低于0.5元)深径⽐⼤于2.5的⼀般材料收费基价*深径⽐*0.4收取对孔径精度要求⼩于0.1MM或对中⼼距要求⼩于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加⼯时以标准基价*0.2-0.8收取(根据批量⼤⼩与加⼯难易程度)2、车床加⼯类⼀般精度光轴加⼯长径⽐不⼤与10的按加⼯件⽑坯尺⼨*0.2收费(最底5元)长径⽐⼤于10的按⼀般光轴基价*长径⽐数*0.15精度要求在0.05MM以内的或要求带锥度的以⼀般光轴基价*2收取⼀般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以⼀般精度光轴加⼯基价*2收取阶梯轴如有带锥度,内外罗纹,的按⼀般精度光轴加⼯基价*3收取⼀般⽤途丝杠按⼀般精度光轴加⼯基价*4收取⼀般兰盘类零件收费标准按材料直径*0.07收取,直径⼤于430MM的按材料直径*0.12收取。
钢筋手工计算总结

钢筋手工计算总结介绍在土木工程中,钢筋是一种常用的构造材料,用于增加混凝土结构的承载能力和抗拉强度。
钢筋的计算是土木工程设计中重要的一部分。
本文将总结钢筋手工计算的步骤和方法,并提供一些实用的技巧和经验。
1. 引言钢筋手工计算是指根据给定的设计荷载和构造要求,通过手工计算来确定混凝土结构中钢筋的类型、数量和布置方式。
在一些简单的工程设计中,手工计算钢筋可以是一个高效可行的选择。
2. 计算步骤钢筋手工计算的步骤通常包括以下几个方面:2.1 确定设计荷载在进行钢筋计算之前,需要明确设计荷载的类型和大小。
设计荷载通常包括永久荷载和可变荷载,如自身重荷载、使用荷载、风荷载等。
2.2 确定构造要求根据设计要求,确定混凝土结构的强度等级、工作性能和使用环境等。
2.3 选择钢筋类型和规格钢筋的选择要考虑到设计要求、工程实际情况和经济性。
常见的钢筋类型包括普通强度钢筋(如HRB335)、高强度钢筋(如HRB400)和预应力钢筋(如HPB300)等。
2.4 计算截面尺寸根据外部荷载和设计要求,计算混凝土结构的截面尺寸,包括有效高度、有效宽度和受压区高度等。
2.5 计算截面受力根据荷载作用和结构几何形状,计算钢筋截面的受力状态。
常见的受力状态包括受拉、受压和受剪等。
2.6 计算钢筋布置及数量根据截面的受力状态和设计要求,计算钢筋的布置方式和数量。
钢筋的布置要满足构造要求,并保证钢筋的充分受力。
2.7 核验对计算结果进行核验,包括满足混凝土截面抗弯承载力和抗剪承载力等强度验算。
3. 技巧和经验在进行钢筋手工计算时,以下技巧和经验可能会有所帮助:•尽可能利用标准截面和钢筋配置表,避免重复计算。
•合理选择钢筋的直径和间距,以提高施工效率和经济性。
•常用的钢筋配置方式包括等距离双筋、单倍筋、对称布置等,根据受力状态和设计要求灵活选择。
•考虑施工工艺和接头要求,合理安排钢筋的连接和锚固长度。
•在计算过程中充分利用计算机工具,如Excel表格和程序等,提高计算的准确性和效率。
加工费标准
加工费标准是:车床20元/小时,铣床30元/小时,磨床40/小时,滚齿机40/小时机加工费用是这样的:普床0。
5/min 钻床0。
25/min 数控1.00/min 卧式加工中心1.40/min立式加工中心1。
20/min加工费标准是:车床24元/小时,铣床28元/小时,磨床45/小时,高邑专机一般机械维修加工收费标准生产部提供一以工时记价办法。
Z25钻床,CA6140车床刨床插床锯床以每小时15元记费。
立铣,卧铣,线切割,大车床,龙门铣以每小时20元记费。
钳工一般维修以每小时15元记费。
记时单位从接手加工开始至加工完成验收合格结束二以根据零件,数量,精度要求收费办法。
1钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0。
05直径25-60的按钻头直径*0。
12(最小孔不低于0。
5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2—0.8收取(根据批量大小与加工难易程度)2车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0。
2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0。
07收取,直径大于430MM的按材料直径*0。
12收取。
一般圆螺母零件按直径*0。
25收费(包括材料)一般梯形,三角螺母零件按直径*0.3(不包材料)一般轴套类零件(直径小于100径长比小于2)按材料外径*0。
2收取,径长比超过2的按径长比*基价*0.6一般修补轴承台类零件磨损量小于2MM的直径小于40MM宽度小于25MM的每个5元,需要上中心架,或长度大于1.7米的基价*2收取。
加工费用计算参考
1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排,详细到每个工序,每个工序的耗时2)根据每个工序需要的设备每小时费用可以算出加工成本。
具体设备成本你也可以问供应商要,比如说,普通立加每小时在¥60~80之间(含税)铣床、普车等普通设备一般为¥303)在按照比例加上包装运输、管理费用、工装刀具、利润就是价格了,当然,价格一定程度上会和该零件的年采购量和难易程度有很大关系。
单件和批量会差很多价格,这也是很容易理解的。
1)对于大件,体积较大,重量较重。
难度一般的:加工费用大概与整个零件原材料成本之比为1:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为1.2~1.5:1,这个比与采购量成反比;2)对于中小件难度一般的:加工费用大概与整个零件原材料成本之比为2~3:1,这个比与采购量成反比;难度较大的:加工费用大概与整个零件原材料成本之比为5~10:1,这个比与采购量成反比;由于机械加工存在很大的工艺灵活性,也就是一个零件可以有很多种工艺安排,那么成本当然是不一样的,但是供应商有时会报价时给你说一种复杂工艺提高价格,而实际生产时会采用其他简单工艺,所以采购员自身对图纸的阅读和对零件加工方面的知识的多少就决定你对成本的把握,所以机械零件采购需要比较全面的机械加工知识。
机加工费用构成,一般按照工时给的!如果你要加工一个工件,首先是对方的材料费用;然后是为了购买工件的一些差旅费用(一般没有);最主要的是你要加工的工件所需要的加工工时,一般车工10-20元/小时,钳工要少一点大概10-15/小时;其余不在例举;如果没有现成的工具(如刀具、模具),所购买的费用也是需要你承担一部分的或全部;最后加起来就是你要付的加工费用!材料费、机器折旧、人工费、管理费、税等基本的是要的。
或者是材料费、加工费和税,还有业务费用,运输费用,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打几年会完全摸不到头绪,就连我的老师也常常会感慨!一点不留心都不行啊!工艺的问题了应该包括材料费、加工费(采用何种加工价钱就不一样了)、设备折旧费、工人工资、管理费、税等。
加工费计算完整版
加工费计算集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]经常有刚创业的机械加工的朋友为工时计算发愁,也有些朋友为如何计算外发件的成本而苦恼。
老金根据网上的一些资料和实践经验,总结了一些常用的对外机械加工工时价格计算方法供大家参考。
其实各种工种的工时价格并没有固定的,具体情况要具体分析。
可以根据工件的难易,设备的大小,性能的不同而有不同的计算方法,当然关键是看加工的量是有多少,批量越大价格相对越低。
不过一般来说机械加工工时都有一个基本价,根据不同情况在基本价之间浮动。
一以工时记价办法记时单位从接手加工开始至加工完成验收合格结束1.车基本价:20-40具体的有根据实际情况而定,象小件,很简单的工时就小于20元;有时甚至只有10元例如一些大的皮带轮,加工余量大,老板只赚铁沫子的钱就够了;有时如果工件大的话,一般市面上没法加工的就可以高点,两三倍,别人也没办法.2.磨基本价:25-453.铣基本价:25-454.钻基本价:15-355.刨基本价:15-356.快走丝线切割基本价:3-4/1200平方毫米7.电火花基本价:10-40,单件一般按50/件(小于1个小时)8.数控机床基本价:比普通的贵2-4倍9.雕刻:一般都是单件的,50-500/件10、钳工基本价:15-35二以根据零件,数量,精度要求收费办法。
1、钻孔加工一般材料,深径比不大于2.5倍的直径25MM以下按钻头直径*0.05直径25-60的按钻头直径*0.12(最小孔不低于0.5元)深径比大于2.5的一般材料收费基价*深径比*0.4收取对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2)在批量加工时以标准基价*0.2-0.8收取(根据批量大小与加工难易程度)2、车床加工类一般精度光轴加工长径比不大与10的按加工件毛坯尺寸*0.2收费(最底5元)长径比大于10的按一般光轴基价*长径比数*0.15精度要求在0.05MM以内的或要求带锥度的以一般光轴基价*2收取一般阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以一般精度光轴加工基价*2收取阶梯轴如有带锥度,内外罗纹,的按一般精度光轴加工基价*3收取一般用途丝杠按一般精度光轴加工基价*4收取一般兰盘类零件收费标准按材料直径*0.07收取,直径大于430MM的按材料直径*0.12收取。