供应商生产准备状态检查表
日产供应商过程产品监督检查表1

郑州日产汽车有限公司
供应商过程产品监督检查表
JLG706-05-03
供应商名称:
主要产品名称:
主要产品件号:
监督检查单位:郑州日产汽车有限公司品质保证部监督员:
监督检查时间:
得分:
郑州日产汽车有限公司供应商过程、产品监督检查表
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载
企业管理资源网() 大量的管理资料下载。
供应商过程产品监督检查表格模板

自主保证
1、有无确立自觉保证体制?在各个管理过程图、作业标准中是否明确?在检查日常业务上的分工是否明确?
2、是在规定作业时间内进行检查的吗?
3、是否定期进行过程检监查?
15
实物抽查
1、零部件外观质量抽查结果是否合格?
2、零部件安装尺寸抽查结果是否合格?
3、零部件性能及可靠性试验结果是否合格?
备注:根据实施程序评价
●
●
(50)
(80)
(100)
达成数()
管理数()
10
颜色开发
●
●
●
80
80
100
完成个数()
有颜色要求的零件总件数()
评价件号:
检查人:
日期:
L-PES评价
ET前
原因部分
PT前
原因部分
SOP前
原因部分
单位
<>评价
结果部分
结果部分
结果部分
评价
评点
修评点
需要改进的内容
对策
日程
确认
%
%
%
%
%
%
%
%
%
%
%
2
2
生产设备的控
制
1、有没有含有下列内容的标准书:
1)设备的检查标准及检验内容,设备的定期检查及精度管理;
2)设备的检查记录及
1
2、设备管理执行情况:
1)设备按规定点检了吗?设备定期检查保养了吗?对设备的精度进行管理了吗?生产现场使用的设备是否齐全完好?
2)有没有设备管理台帐、设备检查、保养、维修、校准记录有没有,并保存3年以上?
2
3、在已决定的工序有无使用管理图?
GJB 9001C 试制 生产前准备状态检查表
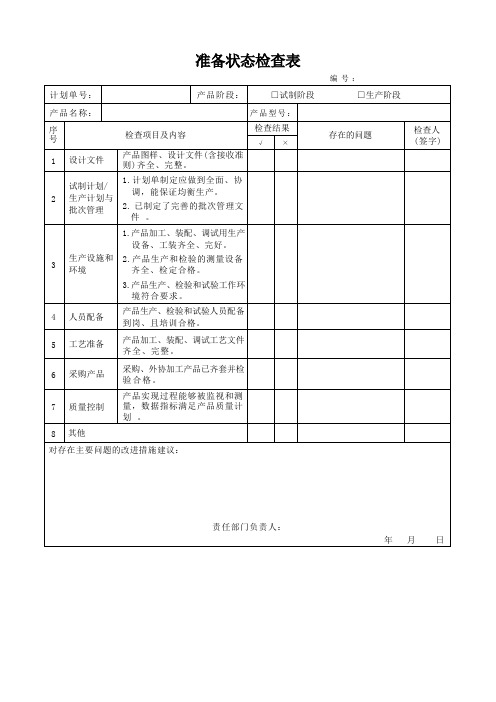
编号:
计划单号:
产品阶段:
□试制阶段□生产阶段
产品名称:
产品型号:
序号
检查项目及内容
检查结果
存在的问题
检查人(签字)
√
×
1
设计文件
产品图样、设计文件(含接收准则)齐全、完整。
2
试制计划/生产计划与批次管理
1.计划单制定应做到全面、协调,能保证均衡生产。
2.已制定了完善的批次管理文件。
3
7
质量控制
产品实现过程能够被监视和测量,数据指标满足产品质量计划。
8
其他
对存在主要问题的改进措施建议:
责任部门负责人:
年月日
检查组结论:
□已具备试生产条件,可以开展后继试生产工作
□尚不具备试生产条件,整改后可开展后继试生产工作,计划整改完成日期:
□尚不具备试生产条件,不可开展后继试生产工作不可生产原因:
检查组组长:
年月日
检查组成员
序号
检查组
姓名
职务/职称
签名
备注
1
组长
2
组员
3
组员
4
组员
5
组员
6
组员
7
组员
8
整改措施实施情况描述:
责任人:
年月日
年月日
组织负责人审批意见:
签字:
年月日
生产设施和环境
1.产品加工、装配、调试用生产设备、工装齐全、完好。
2.产品生产和检验的测量设备齐全、检定合格。
3.产品生产、检验和试验工作环境符合要求。
4
人员配备
产品生产、检验和试验人员配备到岗、且培训合格。
5
外包方生产现场检查表

训
6.4人员数量是否能满足生产产量需求?
【6.5】是否有为全员设计的培训计划?
6.6是否对培训的效果进行评价?
7.
安
全
法
规
件
的
管
理
【7.1】是否有安全法规件的管理程序?
【7.2】对于安全法规件各生产过程及工艺文件上是否有
标记?
7.3质量记录保存期限是否符合要求?
7.4生产人员是否理解?
审核
内容
审核要求
【2.7】是否按监控计划的要求对入库零件进行供货验
收?
【2.8】零件的供货资格及合同是否确认?是否有主机厂确认的供货零件清单是否留存标样用于对比验收?
【2.9】是否对供货厂家的供货质量进行统计,对有问题
的零件是否要求供应商进行整改并进行跟踪审核?
审核
内容
审核要求
存在问题
适合
待改善
不可接受
不存在
2.
外
碰、挤压)
4.10对有外观、焊接等要求的项目是否有标样?
(待标样的标识、有效期)
审核
内容
审核要求
存在问题
适合
待改善
不可接受
不存在
4.
生
产
管
理
4.13返修件、报废件是否有明显的标记并有相应的工位
器具?是否采取隔离存放以防混装?
4.14对返修件是否有特殊的规定以保证返修件的质量?
4.15对已发现的工序质量问题是否记录并进行统计分
关键项目是否考虑到?
【5.4】对检测中发现的问题是否进行了分析并采取改进
措施?
5.5对改进效果是否进行验证并在改进产品上做标识,以
上情况是否通知主机厂?
试制和生产准备状态检查报告模板
检查装配过程中作业指导书和工艺文件是否齐全,且受控,在工艺文件目录清单表9中记录
12
检查系统测试文件是否齐全,且受控,并在测试文件目录清单表10中记录
13
检查交付文件清单样本是否齐全,并在交付文件目录清单表11中记录
14
环
评估生产场地面积是否满足生产开展
15
评估生产环境是否满足生产要求,现场查看环境记录(静电防护系统检查记录表、防静电工作台日常保养)
4
查看生产使用的工具具有状态标识,在工具目录清单表6中记录。
5
查看测试车辆状态是否完好
车辆编号为:
6
料
查看是否有到货计划、物料清单、领料单
7
查看物料是否有进货检验规范和测试细则
8
抽查物料入库记录和检验记录
抽查:
9
法
检查图纸是否齐全、版本正确。
机械图纸、电气图纸,在图纸目录清单表7中记录。
10
按照软件目录清单检查本产品所使用的软件,并记录版本号、是否为受控状态,在软件清单目录表8中记录。
状态
备注
1
2
3
4
5
6
7
8
9
10
表9工艺文件目录清单
序号
文件名称
本产品是否使用
版本号
状态
备注
1
2
3
4
5
6
7
8
9
10
11
12
表10测试文件目录清单
序号
文件名称
本产品是否使用
版本号
状态
备注
1
2
3
4
5
6
7
8
9
10
1-SQAM中生产准备、品质保证流程

1-2.SQAM中生产准备、品质保证活动的概要一、 目的:有关生产准备、品质保证的基本的考虑方法及流程如下表所示。
本章内容是对从出图开始到号口期间,为保证品质而应该实施的内容进行系统地、简洁地说明。
有关详细内容请分别参照有关各章。
二、适用范围:适用于所有的零部件与构成品。
第2章.基本的要求事项章 项 目 内 容2-1 基于「自动化」概念的品质工程的打造作业者能够明白产品是否良好、不制造不良、能够阻止不良的流出。
除此之外还要明确出良品条件而且必须要加以维持。
在条件还未能确定时,要建立起通过检查以防止不良流出的体制。
为此,设计、生技、制造、品质管理部门要成为一体,通过对过去发生的不良及能预想到的不良的反省,明确出良品的制造条件。
打造能预防不良发生的工程,充分考虑流出防止的品质保证体制的整备也是必要的。
2-2 安全/排气/法规/相关零部件及特性的品质保证适用于安全零部件的特性、排气零部件的特性、法规零部件的特性(以上内容图纸上有指示)以及图纸指定以外TFTM所特別指定的零部件的特性。
为了确保和维持品质,特別管理的内容要明确。
2级供应商以后的采用基准、记号的表示、批次管理的彻底、手修品管理的彻底、自主监查的实施、监督者的配置与作业者的教育等。
2-3 环境负荷物质(SOC)规定的对应为了对应环境负荷物质(SOC)的规定,对必要的实施事项进行说明。
・在“零部件检查法”上要记载「不含有环境负荷物质(SOC)」。
・确认“初品测定结果报告书”以及「SOC不含有证据一览表」上SOC的4种物质的数据是否在规定值以下。
・根据SOC点检表进行点检。
2-4 供应商品质窗口的登记明确品质管理责任者、品质窗口责任者、环境・SOC窗口。
品质窗口责任者具有向供应商内部以及2级供应商展开本要领、展开特殊工程点检表的管理责任。
2-5 切实的阶段管理在生产准备活动中,要对应该实施的活动进行计划,在各阶段由责任者对实施结果进行检查,如果有问题的话,要切实地对策、确认并推进。
东风本田汽车有限公司供应商质量保证手册(1)

、八 、-
前言
东风本田汽车有限公司(WDHAC)于2003年9月制定了供应商质量保证手册, 为供应 商制定质量基础文件提供了指导原则。
随着WDHAC的发展及国产化零部件的增多,需要供应商更加了解WDHAC的要求。
WDHAC的供应商质量保证手册是在东风本田汽车有限公司的质量保证手册的基础上制 定出来的,它能帮助供应商了解在零部件开发阶段、零件接收阶段和批量生产阶段需要采取
手册结构概要
第一部分:零件质量保证展开计划图表1
事项
期望
要求
工艺
零件要求(技术规格等)
供应商能清楚理解
建立
1
到
供应商工序的制定
计划,改进,制定文件
质量
3
1
7
工艺稳定
第二部分:批量生产的准备
事项
质覺量 认收可 模
块
批:批量
生产
第三部分:批量生产
弱点
不能提
供好的
零件将
反映在
WDHA
C的供
应商质
量能力
工序能力,最终文件,
供应商有责任保证由二级供应商提供的产品得到同样的质量保证。
为此,自供应商从WDHAC的采购部收到技术规格起,WDHAC相关的部门将为供应商 在零 件和工序的计划、开发和改进方面提供帮助,以便供应商清楚理解WDHAC的要求(如技术 规格等)。
因为产品的质量是在制造过程中形成的,所以从毛坯到成品的所有工序都应在生产过程 中用统计过程控制方法(SPC),不断地对Cpk能力进行研究来确认其工序稳定性/能力。
供应商质量保证手册
发件部门
研究开发部
供应商
批量生产检查表Manufacture Readiness Review

Production layout established Material flow route reasonable Tooling in place 模具到位 3~4 Equipment, fixture, jig in place 设备,工装到位 3~5 Inspection fixture/instrument in place Process 检验设备,检具到位 Audit 3~6 Sample in place 过程准备 样品准备到位 3~7 Production capability 生产能力确认 3~8 Raw material readiness 3~9 First batch production plan 3~10 Operator/inspector qualification 人员资格培训认可
Supplier: Item
CCCS: Major Description Flow Chart 流程图 CPC 明确关键产品特性 CPP established 过程关键参数建立 CPP verified 过程关键参数的验证 In-coming SIP 进料检验指导书 In-coming report 进料检验报告 In-coming inspection plan 进料检验规范 material certification 材质保证书 Out-going SIP 出货检验指导书 Out-going report 出货检验报告 Out-going inspection plan 出货检验规范 Function test established 建立测试装置 Function test report 测试报告 Control plan 控制计划 Prototype 样品 Pilot run 试生产(如果有) Project build issue report 生产问题报告 Customer approval notice 首件批准通知 Drawing, Specification 最新的图纸及规范 ECN 设计变更 BOM 材料清单 Approved vendor list 认可之供应商 SOP 制程作业指导书 SIP 制程检验指导书 Process inspection plan 制程检验计划 Packaging procedure 包装指导书 All docu. revision controlled 文件版本控制 Products revision contol 成品版本控制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
按控制计划现场检查 工艺装配、检验、测量和试验 设备清单 按关键过程清单,对控制计划 及现场检查 按特殊过程清单,对控制计划 及现场检查 产品制造、检验和试验所用计 算机软件清单,是否鉴定 ※人员清单(包括特殊工种人员 名单,相关证书) ※培训计划 ※培训记录
2.4.2
人员上岗相关证书
6 2.6.1 2.6.2
※供应商自身外协件清单及供 应商名录(包括原辅材料) ※供应商考查报告
3.6.2 3.6.3 2.6.4 7 3.7.1 3.7.2 3.7.3
※PPAP认可 ※入厂检查作业指导书 ※入厂检验管理办法 ※外协件入库、贮存、发放的 管理办法 ※实地考查库方 检查基准书(与设计确认是否 满足图纸要求) 样件检查记录(上一批次、本批 次原材料、过程检查、终检或 下线检查记录) 检测设备,工装清单,所有控 制是否做到有效 技术状态管理程序,检查是否 程序执行 关键过程和特殊过程,是否制 定专用质量控制程序,在工艺 文件和检验的规定,是否有效 的控制 不合格件过程和产品质量 实施有效的控制。 应有规定的要求,对设计、工艺文件及材料、设 3.7.4 备的技术状态,实行严格的控制。 3.7.5 对识别的关键过程和特殊过程,已制定了专用质 量控制程序,并能实施有效的控制。
3.7.6 已制定适用于批生产的不合格控制程序。 对产品实现的过程应能实施监视和测量,并按制 3.7.7 定的程序有实施有效的控制
生产现场的工艺布置、工位器具的配备,应按批 3.5.5 量生产的要求符合工序的性质和加工程序,并实 施了定置管理。 工艺装备、检验、测量和试验设备等,应按批量 3.5.6 生产的要求符合工序的性质和加工程序,并实施 了定置管理。 关键过程的控制方法已确定并纳入了工艺规程。 3.5.7 必要时,应采取统计技术进行控制,以减少加工 中的变异。 已制定特殊过程的质量控制程序和有关的工艺文 3.5.8 件,能对其实施有效的控制。 对产品制造、检验和试验所用的计算机软件,已 经过鉴定,并确保能满足生产使用的要求。 5 人员配备 应确保负责配合现场生产的设计、工艺等技术人 2.4.1 员和管理人员具备相应的资格,在数量上和技术 水平应符合现场工作的要求。 应按产品生产的过程及各工序和工种的要求,配 备足够数量、具备相应技术水平的操作,检查和 辅助等人员。各类操作和检验人员应熟悉本岗位 的产品图样、技术要求和工艺文件,并经培训、 考核按规定持有资格证书。 采购产品 采购文件的内容应符合有关要求,并已列出采购 产品的清单。 对提供采购的供方已进行质量保证能力和产品质 量的评价,并编制了合格供方名录和采购产品优 选目录。 应在批准的合格供方名录和采购产品优选目录中 选择供方和产品,并在质量、数量、交货期方 面,能满足批量生产的需求。 应有完善的采购产品入厂(所)复验、筛选、检 测和程序,且工作条件已具备。 应按规定的要求,实施了对采购产品入库、贮存 、发放的控制,其采购产品的贮存条件应能满足 规定的要求。 质量控制 产品质量(质量保证大纲)已经修订完善,并进 行了评审。 首件鉴定工作已完成,并有逐工序及最终检验合 格结论,制造工艺应符合设计要求.
2.1.1
设计文件和有关目录应列出清单 , 其正确性、完 整性应符合有关规划和产品试制要求。
设计文件应经过三级审签(校对、审核、批 2.1.2 准),并按规定完成工艺性审查、标准化审查和 质量会签。 对复杂产品应进行特性分类,编制关键件(特 2.1.3 性)、重要件(特性)项目明细表,并在产品技 术文件和图标上作出相应的标识。 产品设计图样和主要设计、试验、验收、使用等 3.1.1 有关技术文件,应完整、准备、协调、统一、清 晰,并能满足生产的需要。 设计更改已按规定的程序,实施了严格的控制, 3.1.2 并符合规定的要求。 3.1.3 定型遗留的问题已得到解决。 2 生产计划与批次管理 生产计划的制定做到全面、协调,能保证均衡生 3.2.1 产。其生产进度应符合该批次最终产品交付的要 求。 已制定了完善的批次管理程序,并对制成品、在 3.2.2 制品转批的管理作出了明确的规定。 3 生产设施与环境
生产准备状态检查表(GJB1710A-2004)
序号 1 设计文件 ※供解放公司与 V3 有关零件清 单(由采购部和供应商分别准 备) ※二次开发或技术中心仅给总 成图,需提供完整总成内零件 BOM清单(见附表1) ※全部图纸,有关图纸保存、 发放、使用等管理有关文件 ※关键件,重要件明细表( 包括 关键特性等) 检查项目及内容 检查结果 存在问题 符合项 不符合 检测内容注示 ※管理文件目录及管理文件
3.3.3 4 3.5.1 3.5.2
※工艺总方案 ※工艺评审(对关键件、重要 件和特殊过程评审) ※工艺文件目录及全部工艺文 件(或控制计划) 关键件、重要件,关键过程、 特殊过程均已识别,工艺文件 是否体现,是否对应相关质量 控制要求 有无关键工艺技术 工艺规程、作业指导书
3.5.3
关键件、重要件,关键过程、特殊过程均已识 3.5.4 别,有明确的质量控制要求,并纳入相应的工艺 文件。 关键工艺技术已得到解决,并纳入了工艺规程或 其它有关文件。 工艺规程、作业指导书等各种技术文件已经确 2.5.3 定,能满足批量生产的质量和数量的要求。 2.5.2
试验出现问题及整改报告 ※生产计划(近6个月每批次生 产计划) ※批次管理办法 ※承制样件的工装清单 ※承制样件设备清单 ※承制样件工位器具清单 ※承制样件工具明细表 ※需要检定设备清单及检定有 效期 ※专用设备或关键生产设备保 养、检测及检定的规定及相应 标志和检查记录。 按控制计划现场检查
3.3.1
生产设施应工艺准备的要求配套齐全,并保证齐 全。
3.3.2
生产设备应符合产品批量生产的要求,按规定保 养、检测、检定、并作出相应的标志。 当生产工艺、设备使用和测量对温度、湿度、清 洁度、振动、电磁场、噪音等环境有特殊要求 时,其生产环境应能符合规定的要求,并有相应 的控制手段和记录。 工艺准备 已制定了生产产品的工艺总方案并经过评审 应按规定的要求进行工艺评审,对工艺总方案和 关键件、重要件工艺文件以及特殊过程的工艺文 件进行了评审。 工艺文件配套齐全,能满足产品批量生产要求, 并按规定进行了校对、审核、批准三级审签,需 要时,应进行了标准化审查和质量会签。