产品及过程特殊特性明细表
产品及过程特殊特性明细范例

阶段:12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
产 品 及 过 程 特 殊 特 性 明 细 表
更改文件号更改文件号注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;描述/说明
规范/公差图示说明(见附页)后轮毂核心小组处数
签字日期审核/日期处数技术副总批准/日期特性分类签字日期标记精车油封孔进给0.2mm/r 序号特性编号批准/日期标记管代批准/日期油封孔倒角2*30°油封孔直径¢165.5精车油封孔转速400r/min 端面跳动端面粗糙度油封孔粗糙度轴承孔圆柱度精车轴承孔转速400r/min 精车轴承孔进给0.1mm/r 轴承孔底面跳动轴承孔粗糙度轴承孔直径¢165精车齿圈孔进给0.12mm/r 轴承孔位置12±0.05轴承孔深度164零件编号:
其它批准/日期(如需要)零件名称:后轮毂
供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:00093.0133.0--063.00+2.00+。
pcb过程特殊特性及产品特殊特性清单

过程特殊特性及产品特殊特性清单
过程特殊特性及产品特殊特性
工序
控制项目
▲
沉铜
沉铜缸NaOH浓度
▲
沉铜
沉铜缸HCHO浓度
▲
沉铜
沉铜缸Cu2+浓度
▲
沉铜
除胶缸除胶速率
▲
沉铜
沉铜缸沉积速率
▲
沉铜
微蚀缸微蚀速率
▲
碱性蚀刻
蚀刻缸Cu2+
▲
酸性蚀刻
蚀刻缸Cu2+
▲
板镀
铜缸CuSO4.5H2O
▲
VCP
铜缸CuSO4.5H2O
▲
DVCP
铜缸CuSO4.5H2O
▲
图镀
铜缸CuSO4.5H2O
▲
内层酸性蚀刻
蚀刻缸Cu2+
▲
棕化线
棕化缸微蚀速率
▲
棕化
230
◆
内层酸性蚀刻
线宽
◆
内层酸性蚀刻
线距
◆
碱性蚀刻
线宽
◆
碱性蚀刻
线距
◆
外层酸性蚀刻Biblioteka 线宽◆外层酸性蚀刻
线距
◆
绿油
阻焊厚度
◆
板电
二次电镀铜厚度
◆
钻孔
孔粗
◆
外形
孔到边公差
◆
压合
板厚
备注:“◆”表示产品特殊特性,“▲”表示过程特殊特性
规格 9.5-13g/l 3.0-5.0g/l 1.7-2.3g/l 0.3-0.5mg/cm2 10-25uin 40-60uin 120-155g/l 120-160g/l 55-75g/l 80-100g/l 80-100g/l 55-75g/l 120-160g/l 1.0-2.0um 45-55ml/l
产品和过程的初始特殊特性明清单
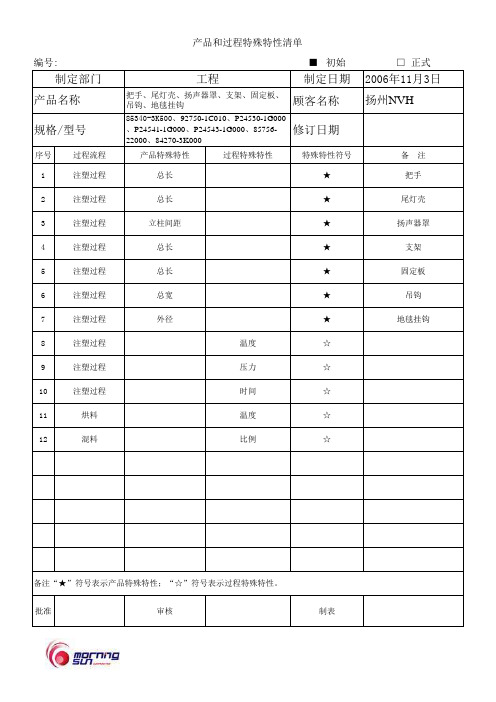
制定部门 产品名称 规格/型号
序号 1 2 3 4 5 6 7 8 9 10 11 12 过程流程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 注塑过程 烘料 混料
工程
把手、尾灯壳、扬声器罩、支架、固定板、 吊钩、地毯挂钩 85340-3K500、92750-1C010、P24530-1G000 、P24541-1G000、P24543-1G000、8575622000、84270-3K000 产品特殊特性 总长 总长 立柱间距 总长 总长 总宽 外径 温度 压力 时间 温度 比例 过程特殊特性
制定日ቤተ መጻሕፍቲ ባይዱ 顾客名称 修订日期
特殊特性符号 ★ ★ ★ ★ ★ ★ ★ ☆ ☆ ☆ ☆ ☆
2006年11月3日 扬州NVH
备
注
把手 尾灯壳 扬声器罩 支架 固定板 吊钩 地毯挂钩
备注“★”符号表示产品特殊特性;“☆”符号表示过程特殊特性。 批准 审核 制表
产品和过程特殊特性清单

#
☆
/
#
☆
/
1
压铸
△
7.5±0.15
*
◇
/
*
◇
/
4-φ3.61±0.1
*
◇
/
*
◇
/
*
◇
/
4-φ6.2±0.15
*
◇
/
*
◇
/
#
☆
/
#
☆
/
2
切边
/
4-φ3.61±0.1小端
*
◇
ห้องสมุดไป่ตู้
/
4-φ6.2±0.15小端
*
◇
/
2.98±0.1
#
☆
/
φ2.98±0.1
#
☆
/
cleanout
3
drying (超声波)清
△
/
<**编制 编制: 签字**> XX/83.JS.01.07C
审核: <**审核签字**>
批准: <**批准签字**> 修改:01
/
/
/
洗烘干
备注
1.过程特殊特性工序的符号为△, 图纸特殊特性项目的符号按图纸符号, 图纸特殊特性项目的公司内部符号:若是图纸上的特殊特性,则符号为☆,若不是图纸上的特殊特性 而是出货要求的项目,则符号为◇,若是安全特殊特性项目的内部符号为S,若是项目小组决定的内部 特殊特性项目,则符号为★,特殊要求例外。 2.若有客户格式的特殊特性清单,那么不需要此表,但对应的特殊特性符号必须在其他文件中体现。 3.若无客户格式的特殊特性清单,必须采用此表单。
产品名称 产品图号
产品和过程特殊特性清单
产品过程特殊特性初始清单(示例)

产品/过程特殊特性初始清单(示例)
客户名称: 产品名称: 图号: 特性类别
序
号 特性项目 特性符号
特性影响
测量控制方法 产品
特殊
特性 1 硬度HRC23-28
影响产品性能、寿命 硬度仪材质测试 2 齿部表面硬度HRC45-50
淬硬层深≥2mm 影响产品性能、寿命 硬度仪淬火后测试 3 轴承位外圆φ35 影响配合及性能 制程中控制图控制 4 轴承位外圆φ30 影响配合及性能 制程中控制图控制 5 外圆φ40 影响配合 外径数显千分尺,首检、自检和巡检 6
外圆φ12.7
影响配合
外径数显千分尺,首检、自检和巡检 7 内花键与轴承位同轴度≤0.02
影响性能 偏摆仪测量 8
φ40外圆全跳动0.03 影响性能 偏摆仪测量 9
槽深尺寸11±0.08
影响配合 卡尺(精度0.02)首检、自检和巡检 10 长度26.5±0.1 影响配合 卡尺(精度0.02)首检、自检和巡检 11 总长度 293±0.15 影响配合 高度尺(精度0.01),首检、自检和巡检 12 齿位有效长度35 影响配合 卡尺(精度0.02)首检、自检和巡检 13 长度60.5 影响配合 高度尺(精度0.01),首检、自检和巡检 过程特殊特性
1 校正插齿位外圆跳动≤0.01mm
影响插齿精度
百分表
2 高频电流、电压、时间 影响产品性能,寿命 高频淬火操作规程 3
回火温度、时间
影响产品性能,寿命
回火操作规程
备注:以 “ ”表示“产品特殊特性”,用符号“ ”表示“过程特殊特性”。
跨功能小组成员:
编制日期:
A
B A B。
特殊特性清单

序号特性名称 产品/过程符号G/Z 控制手段顾客符号编
制:审核:批准:
注:1、“关键”类特性标识符号: “G” ,关键特性(与安全法规有关):合理预期的变差会显著影响顾客对产品的安全特性或政府法规的符合性(如:易燃性、乘员保护、转向控制、制动等)、排放、噪声、无线电干扰等。
2、“重要”类特性标识符号: “Z” , 重要特性(与安全或法规无关):合理预期的变差可能显著影响顾客对产品的满意度(非安全/符合性),例如:配合、功能、安装或外观,或者加工、制造此产品的能力。
特殊特性清单
产品名称
产品图号及版本号特性规范初始正式。
产品和过程特殊特性清单7(填表说明)
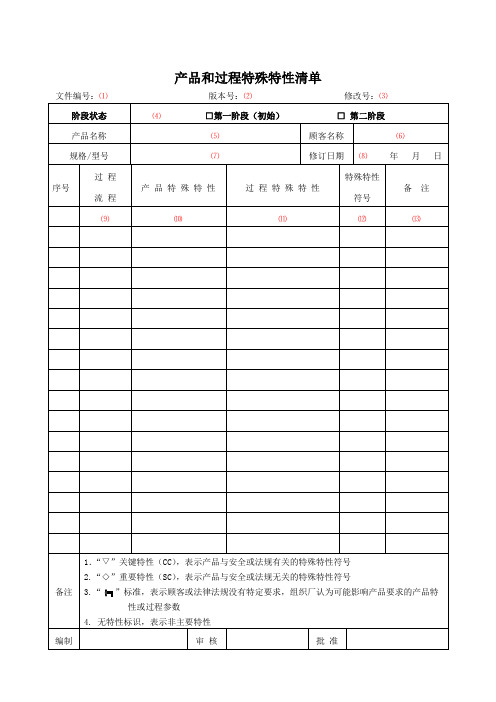
产品和过程特殊特性清单
产品和过程特殊特性清单填表说明
1.填入文件编号,以便查询。
2.填入文件的版本号。
3.填入文件的修改号。
4.选择阶段状态,将相应的阶段状态前“□”涂黑,改为“■”。
5.填入产品的名称。
6.填入顾客的名称。
7.填入产品的规格或型号。
8.填入编制特殊特性清单最新修订的日期。
9.过程流程,系统、子系统或部件制造的所有步骤都在过程流程图中描述。
识别流程图中出现产品特殊特性
或过程特殊特性的过程名称。
10.产品特性为在图样或其它主要工程信息中描述的部件、零件或总成的特点或性能。
核心小组应从所有来源
中识别组成重要产品特性的产品特殊特性,如影响顾客安全、法规符合性、功能、配合或外观等重要特性。
11.过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。
过程特性仅能在其发生时才能测量出。
核心小组应识别和控制其过程特性的变差以最大限度减少产品变差。
对于每一个产品特性,可能有一个或更多的过程特性。
在某些过程中,一个过程特殊特性中,一个过程特性可能影响数个产品特性。
12.填入识别出的特殊特性符号,如“▽”、“◇”、“,非主要特性无需填写。
13.附加说明,如有时。
标准紧固件产品和过程特殊特性清单

单位1打头尺寸1:头径mm 千分尺测量(首件/巡检)Xbar-R Chart2尺寸2:头厚mm 投影仪测量(首件/巡检)Xbar-R Chart 3尺寸3:杆径mm 千分尺测量(首件/巡检)4尺寸4:长度mm 游标卡测量(首件/巡检)5尺寸5:角度°投影仪测量(首件/巡检)6尺寸6:弧度°投影仪测量(首件/巡检)7交付准时率%生产日报表8铣槽尺寸1:槽宽mm 显微镜、投影仪Xbar-R Chart 9尺寸2:槽深mm 深度规、投影仪Xbar-R Chart10生产计划达成率%生产日报表11尺寸1:杆径mm 千分尺测量(抽检)12外观—目视13搓牙尺寸1:长度mm 游标卡测量(首件/巡检)Xbar-R Chart 14尺寸2:直径mm 千分尺测量(首件/巡检)Xbar-R Chart 15通止规T/Z 通止规(首件/巡检)16热处理表面硬度HV 维氏硬度计测量17淬火温度:1区℃热电偶测量18淬火温度:2区℃热电偶测量19淬火温度:3区℃热电偶测量20淬火温度:4区℃热电偶测量21淬火保温时间MIN 变频器控制22回火温度:1区℃热电偶测量23回火温度:2区℃热电偶测量24回火温度:3区℃热电偶测量25回火保温时间MIN 变频器控制26煤气流量刻度目视流量计27甲醇流量刻度目视流量计28电镀镀层厚度μm 膜厚仪29耐腐蚀性H 盐雾试验机30外观—目视31浓度—电镀厂控制32pH —电镀厂控制33时间—电镀厂控制34选别生产计划达成率%生产日报表备注项目编号标准紧固件产品和过程特殊特性清单顾客名称资料编号编制日期螺丝序号工序特 性要 求控制方法备 注○7.5-0.1零件编号零件名称类 别过程产品指 标○ 2.95±0.05○ 3.45+0.05○7.5+0.20○82°±2°○R14100%○○2+0.2○1.2±0.1100%○ 3.45+0.05○编 制/日 期审核/日期○牙型等综合检验○抛光/研磨○ 3.87+0.05○7.9-0.50○无毛刺100%○8~12符合PPAP ○○330~420符合PPAP ○符合PPAP ○○○910±5○55±3○910±5○910±5○910±5○440±5○440±5○440±580.07~0.08○33~37○80±4○符合样板○。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
阶段:3
4
5
6
7
8
9
10
11
产品及过程特殊特性明细表
描述/说明图示说明(见附页)
后轮毂核心小组特性分类序号1
注:1、 关键特性:与安全和法规有关; 重要特性:与功能、配合和外观有关;2、特性编号中,A代表与产品有关的特性,编号顺序为A-1,A-2,…… ; B代表与过程有关的特性,编号顺序为: B-1;B-2;……;审核/日期处数规范/公差技术副总批准/
日期管代批准/日期更改文件号签字日期签字日期标记处数批准/日期标记更改文件号2
特性编号零件编号:
其它批准/日期(如需要)零件名称:
后轮毂供方/工厂其它批准/日期(如需要)项目编号:
核心小组:供方/工厂批准日期:项目名称:
顾客批准/日期(如需要) □初始
■正式主要联系人/电话:编制/日期:产品及过程特殊特性明细表编号:
修订/日期:+0.053。