工艺参数记录
贴片机工艺参数记录
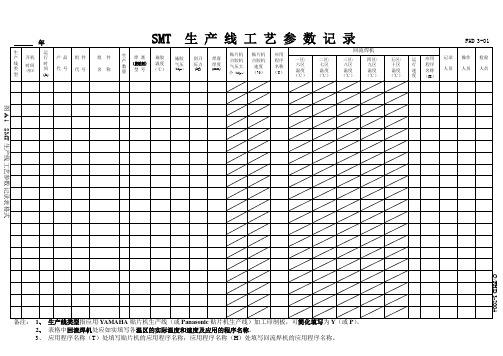
SMT
生 产 线 类 型 开机 时间
( 月 日 )
生 产 线 工 艺 参 数 记 录
施胶 气压
(Mpa)
FHD 3-01
四区/ 九区 温度 (℃) 五区/ 十区 温度 (℃) 运 行 速 度 应用 程序 名称 (H) 记录 人员 操作 人员 检验 人员
运 行 时 间 (h)
产 品 代 号
组 件 代 号
Байду номын сангаас
组 名
件 称
生 产 数 量
焊 膏 型 号
施胶 温度 (℃)
刮刀 压力
(kg)
焊膏 厚度
(mm)
贴片机 点胶机 气压大 小(Mpa)
贴片机 点胶机 速度 (%)
应用 程序 名称 (T)
回流焊机
一区/ 六区 温度 (℃) 二区/ 七区 温度 (℃) 三区/ 八区 温度 (℃)
图 A.1 SMT 生产线工艺参数记录表格式 Q/FHD 3-2004 备注: 1、 生产线类型指应用 YAMAHA 贴片机生产线(或 Panasonic 贴片机生产线)加工印制板,可简化填写为 Y(或 P) 。 2、 表格中回流焊机处应如实填写各温区的实际温度和速度及应用的程序名称。 3、 应用程序名称(T)处填写贴片机的应用程序名称;应用程序名称(H)处填写回流焊机的应用程序名称。
关键设备工艺参数检查制度和记录

关键设备工艺参数检查制度和记录1. 你知道关键设备工艺参数检查有多重要吗?就好比汽车没了油还能跑吗!比如我们检查反应釜的温度参数,要是没检查好,那生产出来的东西不就全毁啦!所以一定要严格执行关键设备工艺参数检查制度,认真做好记录呀!2. 哎呀,想想如果不认真对待关键设备工艺参数检查制度会怎样?那不就像没头苍蝇乱撞嘛!像检查压缩机的压力参数时,一旦疏忽,那后果可不堪设想啊!必须要重视起来呀!3. 你说关键设备工艺参数检查制度能不严格遵守吗?这就如同建房子不打地基一样危险啊!就拿检查离心机的转速参数来说,不仔细检查记录,出了问题谁负责呀!4. 关键设备工艺参数检查制度可不是闹着玩的呀!这就好像战士上战场不带武器一样!比如检查烘干机的湿度参数,不严格执行,产品质量能有保障吗?5. 难道你还不明白关键设备工艺参数检查制度的意义吗?这简直就是保证一切顺利的法宝呀!像检查混合器的搅拌速度参数,不做好检查记录,那不是给自己找麻烦嘛!6. 你可别小看了关键设备工艺参数检查制度和记录呀!这好比是航海中的灯塔指引方向呢!比如检查蒸馏塔的温度梯度参数,不重视的话,那不是要出大乱子啦!7. 想想看,没有关键设备工艺参数检查制度会怎样?那简直是灾难呀!就像检查传输带的速度参数,不认真检查记录,生产能有序进行吗?8. 关键设备工艺参数检查制度和记录太重要啦!这就好像是人的心脏一样关键呀!像检查过滤器的压差参数,不仔细对待,那怎么行呢!9. 你真的清楚关键设备工艺参数检查制度的必要性吗?这就好像吃饭睡觉一样不可或缺呀!比如检查膨化机的压力参数,不好好检查记录,能放心吗?10. 关键设备工艺参数检查制度绝对不能马虎呀!这就和人的健康一样重要啊!像检查包装机的封口温度参数,不严格检查,产品不就都毁啦!总之,一定要认真执行关键设备工艺参数检查制度,仔细做好记录,这关乎着生产的成败呀!。
工艺参数记录表

的产品工艺检验标准执
行检验,并针对每天检验
产品生产注意事 (2)焊接:参照车间生产的产品工艺检验标准执行检验,并针对每天检验过程中发现的问题作记录判定
项:
(3)喷塑:参照车间生产的产品工艺检验标准执行检验,并针对每天检验过程中发现的问题作记录判定
(4)包装:参照车间生产的产品工艺检验标准执行检验,并针对每天检验过程中发现的问题作记录判定
工艺要求
检验参照技术要求
冲压 焊接 喷塑
包装
下料尺寸符合技术要求。 部件手工操作和冲压必须符合图纸要求及实样标准。 所有材料加工后必须表面平整,拼接处无明显皱纹和毛刺。 冲孔部件必须符合技术无歪斜现象。 材料不允许有破损/严重锈痕和变形。 焊接无击穿/气孔、裂纹裂缝、咬边等缺陷 不允许有焊渣焊线漏焊,焊接正面必须平整对称 打磨光滑/平整,无焊渣/漏磨及刺手毛边掉焊(点焊)现象。 打磨后产品无歪斜变形必须完好。 前处理后产品无锈迹无油腻残渣,磷化膜无花斑。 不允许有明显之堆积和流漆现象 不允许有喷薄及阴阳面和锈迹 不允许有刮手之烤漆杂质 不允许有见底材及明显之刮伤 补漆面积不允许大于2MM2 与标准色板对比不允许有明显色差 唛头是否正确,帖纸是否正确,位置、內容是否正确。 封箱是否严密,封箱胶有无剥离、脱开。 无脏污、破损、大面体积变形。 UPC包裝条码是否正确,扫描器是否可以刷出条码。 量测纸箱之尺寸是否正确,公差控制在2MM以內。 摇晃纸箱﹐是否发出因配件撞击而产生声音或滑动声。 PE袋不允许破损,PE袋须有气孔和警告语。 需符合抛箱测试之标准要求(高75CM)原则必须是经抛箱后开箱无产 品变形和玻璃破碎。 结构有明显之堆积和流漆现象不允许有喷薄及阴阳面和锈迹不允许有刮手之烤漆杂质不允许有见底材及明显之刮伤包装与标准色板对比不允许有明显色差唛头是否正确帖纸是否正确位置內容是否正确
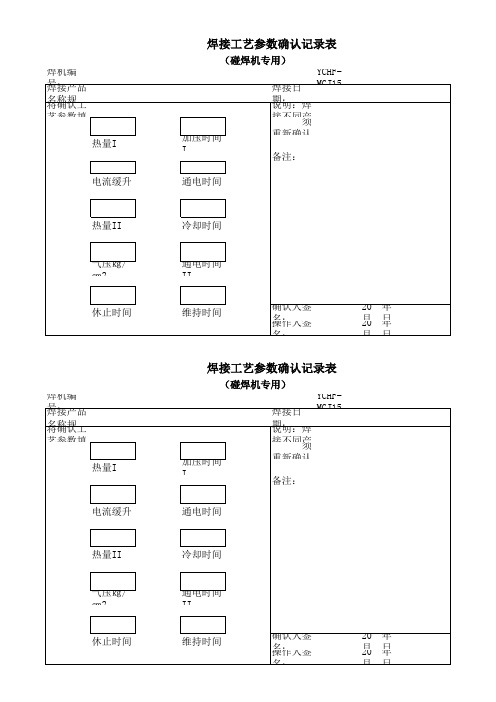
焊接工艺参数确认记录表(碰焊机专用)
20 年 月 日 20 年 月 日
焊接工艺参数确认记录表
(碰焊机专用)
焊机编号:
YCHF-MGJ15
焊接产品名称规格:
焊接日期:
月日
将确认工艺参数填入下列相应方框中:
说明:焊接不同产品或电压变化时,必
须重新确认工艺参数。
热量I
加压时间I
备注:
电流缓升
通电时间
热量II
冷却时间
气压㎏/㎝2
通电时间II
休止时间
维持时间
确认人签名: 操作人签名:
20 年 月 日 20 年 月 日
焊接工艺参数确认记录表
(碰焊机专用)
焊机编号:
YCHF-MGJ15
焊接产品名称规格:
焊接日期:
月日
将确认工艺参数填入下列相应方框中:
说明:焊接不同产品或电压变化时,必
须重新确认工艺参数。
热量I
加压时间I
备注:
电流缓升
通电时间
热量II
冷却时间
气压㎏/㎝2
通电时间II
休止时间
Hale Waihona Puke 维持时间确认人签名: 操作人签名:
工艺参数记录范文
工艺参数记录范文工艺参数是指在生产过程中需要控制和监测的各项参数,包括温度、压力、流量、时间等,在各个制造环节中必须进行记录和检查。
下面将详细介绍几个常见的工艺参数记录。
首先是温度。
在许多生产过程中,温度是一个非常重要的工艺参数。
例如在化工生产中,不同温度下的反应速率和产物质量有很大的差异,因此需要对反应过程中的温度进行实时监控和记录。
记录温度的方法可以是使用温度计进行定期测量,并将测量结果记录在工艺参数记录表中。
其次是压力。
压力在许多制造过程中也是一个重要的工艺参数。
比如在石油钻井中,需要使用泥浆压力来控制井口周围的地层压力,以防止井喷事故的发生。
因此,需要对泥浆压力进行实时监测和记录,以确保操作符合安全要求。
记录压力的方法可以是使用压力传感器进行定期测量,并将测量结果记录在工艺参数记录表中。
再次是流量。
流量在许多生产过程中也是一个重要的工艺参数。
比如在一些化工反应中,需要精确控制原料的投入量,以确保反应的效果和产物的品质。
因此,需要对原料的流量进行实时监测和记录。
记录流量的方法可以是使用流量计进行定期测量,并将测量结果记录在工艺参数记录表中。
最后是时间。
时间在许多制造过程中也是一个必要的工艺参数。
比如在食品加工过程中,需要控制每个步骤的时间,以确保食品的质量和口感。
因此,需要对加工时间进行实时监控和记录。
记录时间的方法可以是使用定时器进行定期测量,并将测量结果记录在工艺参数记录表中。
综上所述,工艺参数记录是生产过程中必不可少的一项工作。
通过记录和检查各项工艺参数,可以确保生产过程的稳定性和质量的稳定性,提高产品的质量和效率。
因此,在生产过程中应该重视工艺参数记录的工作,并建立完善的记录和检查制度。
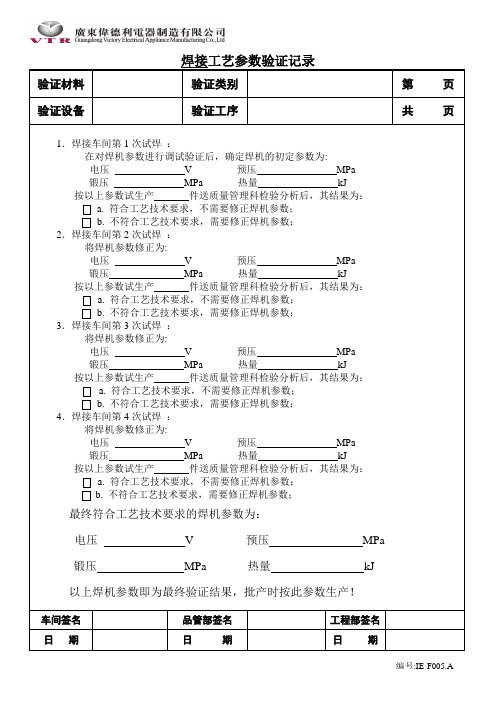
05焊接工艺参数验证记录
b.不符合工艺技术要求,需要修正焊机参数;
4.焊接车间第4次试焊:
将焊机参数修正为:
电压V预压MPa
锻压MPa热量kJ
按以上参数试生产件送质量管理科检验分析后,其结果为:
a.符合工艺技术要求,不需要修正焊机参数;
b.不符合工艺技术要求,需要修正焊机参数;
最终符合工艺技术要求的焊机参数为:
2.焊接车间第2次试焊:
将焊机参数修正为:
电压V预压MPa
锻压MPa热量kJ
按以上参数试生产件送质量管理科检验分析后,其结果为:
a.符合工艺技术要求,不需要修正焊机参数;
b.不符合工艺技术要求,需要修正焊机参数;
3.焊接车间第3次试焊:
将焊机参数修正为:
电压V预压MPa
锻压MPa热量kJ
按以上参数试生产件送质量管理科检验分析后,其结果为:
电压V预压MPa
锻压MPa热量kJ
以上焊机参数即为最终验证结果,批产时按此
日期
日期
编号:IE-F005.A
焊接工艺参数验证记录
验证材料
验证类别
第页
验证设备
验证工序
共页
1.焊接车间第1次试焊:
在对焊机参数进行调试验证后,确定焊机的初定参数为:
电压V预压MPa
锻压MPa热量kJ
按以上参数试生产件送质量管理科检验分析后,其结果为:
a.符合工艺技术要求,不需要修正焊机参数;
b.不符合工艺技术要求,需要修正焊机参数;
注塑工艺参数控制记录表
注塑工艺参数控制记录表
版本号A/0
表单编号:
产品名称、规格
材料配比
生产工单号
机台号
生产日期
(在产品首件检验合格批量生产后每6小时记录1次,记录值为机台实际仪表显示值)
参数
时间
日班
夜班
参数
时间
日班
时间 (sec)
温度 (℃)
射胶﹡ 冷却﹡ 周期﹡ 注嘴 一段 二段 三段 四段 五段
一 段注二 胶段源自胶速度%二段 背压
位置mm
压力%
一段
保
时间(sec)
压
压力%
二段
时间(sec)
抽 芯 绞牙出
速度 压力% 时间、位置
抽 芯 绞牙入
速度 压力% 时间、位置
注热流道个 1
2
3
数
顶出
前进/
顶 出
开模 中顶
出
顶出 后退
速度% 压力% 位置
速度% 压力%
12
3
4
热
流 道
注嘴 温度
9
10
11
12
℃
17 18
19
20
异 常 描 述
备注:带﹡为关键控制参数允许波动±0.5s;温度允许波动±15℃;其他参数波动±10;
夜班
5
6
6
7
14
15
22
23
白班记录人:
夜班记录人:
审核:
三 段
速度% 压力% 位置mm 速度% 压力% 位置mm 速度% 压力% 位置mm
快 速
合低 模压
高 压
减 速
开快 模速
慢 速
速度% 压力% 位置 速度% 压力% 位置mm 速度% 压力% 位置pp 速度% 压力% 位置pp 速度% 压力% 位置mm 速度% 压力% 位置mm
热压工艺参数验证记录(人造板生产许可证)
热压工艺参数验证记录验证材料 强化木地板基材验证工序 热压贴面 验证设备热压机验证参数温度、压力、时间1.热压车间第1次热压贴面 :在对热压机参数进行调试验证后,确定压机的初定参数为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 2.热压车间第2次热压贴面 : 在对热压机参数修正为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 3.热压车间第3次热压贴面 : 在对热压机参数修正为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 4.热压车间第4次热压贴面 : 在对热压机参数修正为:温度 ℃ ; 压力 吨 ; 时间 秒 。
按以上参数试生产 件送质量管理科检验分析后,其结果为: 口 符合工艺技术要求,不需要修正压机参数; 口 不符合工艺技术要求,需要修正压机参数; 最终符合工艺技术要求的压机参数为:温度 ℃ ; 压力 吨 ; 时间 秒 。
以上压机参数即为最终验证结果,批产时按此参数生产。
车间签名 质检部签名 技术部签名 日 期年 月 日日 期年 月 日日 期年 月 日文件类型 记录 ######木业制品厂文件编号 YX- JL-066文件名称工艺参数 验证记录第 页 共 页。
工艺参数监控确认记录表
工艺参数监控确认记录表文字可任意编写
一、基本信息
1.序号:0001
2.客户:XX客户
3.质量要求:ISO9001
4.产品名称:XXX产品
5.产品型号:G90-T35
二、监测信息
1.进料检查:
①进料加工前外形检测:
传感器型号:RMS-250
测量范围:0mm~50mm
测量精度:±0.02mm
测量结果:检测产品尺寸均符合要求
②原材料质量检测:
仪器型号:NYX-A1
检测项目:1)含氧量;2)表面强度;3)抗拉强度
检测结果:1)含氧量:19.8%;2)表面强度:485MPa;3)抗拉强度:450MPa
结果判断:检测结果均符合要求合格
2.加工工艺参数:
机床型号:VD650E
加工参数:
(2)主轴功率:3kW
(3)主轴扭矩:1.68KN.M
(4)最大振动力矩:0.0045KN.M
(5)主轴偏移:0.0045mm
(6)自动进给:5mm/min
(7)自动返回:5mm/min
(8)保压力:0.9KN
(9)保压温度:80℃
(10)进刀量:0.02mm
(11)刀具尺寸:3mm
结果判断:符合要求,加工技术参数合格
3.加工工艺检测:
仪器型号:RMS-250
测量范围:0mm~50mm。
工艺参数记录表
品名名称:基材规格:机型:年月日
时间
放卷涨力
烘道温度℃
速度(米/分钟)
收卷涨力
产量
1
2
3
4
5
6
7
8
9
10
温度:湿度:操作工:
保存部门:生技部保存年限:5年
印刷工艺参数记录编号:YNYS-JL-21
品名名称:基材规格:机型:年月日
时间
放卷涨力
烘道温度℃
速度(米/分钟)
规格:年月日
时间
烘道温度(℃)
热辊温度(℃)
放卷张力
收卷张力
车速(米/分)
产量
1区
2区
3区
பைடு நூலகம்4区
车间温度:湿度:操作工:
保存部门:生技部保存年限:5年
制袋工艺参数记录
编号:YNYS-JL-30
品名:规格:机号年月日
时间
制袋速度
热合温度℃
产量
操作工
一区
二区
三区
保存部门:生技部保存年限:5年
制袋工艺参数记录
收卷涨力
产量
1
2
3
4
5
6
7
8
9
10
温度:湿度:操作工:
保存部门:生技部保存年限:5年
复合工艺参数记录编号:YNYS-JL-25
规格:年月日
时间
烘道温度(℃)
热辊温度(℃)
放卷张力
收卷张力
车速(米/分)
产量
1区
2区
3区
4区
车间温度:湿度:操作工:
保存部门:生技部保存年限:5年
复合工艺参数记录编号:YNYS-JL-25