牛奶巴氏杀菌工艺过程
巴氏杀菌机的工艺和控制方案

巴氏杀菌机的工艺及其控制方案姓名时间:2016.08.10摘要本文主要介绍了巴氏杀菌机的杀菌原理,工艺特点以及自动化控制方式。
并且根据设计和调试巴氏杀菌机时的经验描述了平时遇见的一些常见问题以及解决方法。
对巴氏杀菌机的运行时每个步骤的动作以及该动作的作用都有详细的说明。
在自动化控制方面,对整体的硬件结构以及一些难度比较高的自动化解决方案进行了描述。
目录1.巴氏杀菌机工艺介绍 (3)1.1巴氏杀菌机的工作原理 (3)1.1.1 巴氏杀菌法 (3)1.1.2 巴氏杀菌机的工作原理 (5)1.2 巴氏杀菌机的工艺特点 (6)1.2.1 工艺介绍 (7)1.2.2 巴氏工艺特点 (10)1.3 巴氏杀菌机调试时常见问题 (13)2.巴氏杀菌机的控制方案 (20)2.1硬件系统 (22)2.2控制方案 (21)2.1.1程序结构 (21)2.1.2主步序说明 (22)2.1.3功能程序 (24)2.3常见问题及解决方案 (26)3.结论 (28)4.参考文献 (29)巴氏杀菌机工艺介绍关键字:巴氏杀菌法,CIP,SIP,板式换热器,均质机,PLC,HMI,PID闭环控制。
1.1巴氏杀菌机的工作原理1.1.1 巴氏杀菌法在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
讲清楚牛奶的热处理工艺

讲清楚牛奶的热处理工艺全文共四篇示例,供读者参考第一篇示例:牛奶是我们日常生活中常见的食品,它是一种富含营养的天然饮料,被广泛应用于各种食品加工领域。
为了确保牛奶的卫生安全和质量,牛奶需要进行适当的热处理工艺。
牛奶的热处理工艺主要包括巴氏杀菌、超高温灭菌和紫外线消毒等方法,这些方法可以有效杀灭牛奶中的细菌和病菌,延长牛奶的保质期,保证消费者的健康。
我们来介绍一下牛奶的巴氏杀菌工艺。
巴氏杀菌是一种常用的牛奶加工方法,它是将牛奶在高温下加热一段时间,然后迅速冷却,以杀灭其中的细菌。
巴氏杀菌的工艺条件为72℃下加热15秒,然后进行快速冷却,这样可以有效杀灭大部分细菌,保持牛奶的新鲜度和口感。
巴氏杀菌后的牛奶通常需要在冷藏条件下保存,可保质期较长。
紫外线消毒是一种较为温和的牛奶热处理方法。
紫外线消毒是通过紫外线的辐射作用来杀灭牛奶中的微生物。
紫外线消毒的工艺条件为在特定的波长和强度的紫外线下,对牛奶进行照射一定的时间,可有效灭活大部分的细菌和病菌。
紫外线消毒不需要添加任何化学物质,对牛奶的营养成分保留较好,适用于一些特殊需求的牛奶产品。
第二篇示例:牛奶是我们日常生活中常见的一种饮品,不仅味道鲜美,而且富含营养。
牛奶是易腐坏的食品,因此需要经过热处理以延长其保存期限并保持其质量和安全。
牛奶的热处理工艺包括巴氏杀菌、超高温灭菌和乳清过滤等步骤。
我们来了解一下巴氏杀菌的热处理工艺。
巴氏杀菌是一种常用的牛奶热处理方法,通过将牛奶加热到71-75摄氏度保持15-20秒,然后迅速降温至4摄氏度以下来杀灭牛奶中的病原菌和有害微生物。
这种工艺能够在一定程度上保留牛奶的营养成分和口感,且效果可靠,成本较低,因此被广泛应用于牛奶加工业。
超高温灭菌是另一种常见的牛奶热处理方法。
在这种工艺中,牛奶被加热到135-140摄氏度以上持续2-4秒,然后迅速冷却至常温。
超高温灭菌能够彻底杀灭牛奶中的微生物,使其在不开封情况下存放数月不变质。
纯牛奶工艺规程

纯牛奶工艺规程编号:一、工艺流程原奶检验→收奶→过滤→净乳→冷却→贮存→标准化(预热→浓缩→巴氏杀菌→冷却)→贮存→配料→贮存→超高温灭菌→无菌灌装→贴管→装箱→保温实验→出厂二、技术要求1、原奶检验:根据《生鲜牛乳质量标准及检验方法》2、收奶:收奶温度不超过8℃,一吨奶抽奶时间不超过12分钟。
3、过滤:用双联过滤器对原料奶进行过滤。
4、净乳:除去原奶中的机械杂质。
5、冷却:经过冷板将新鲜牛奶冷却至5℃以下。
6、贮存:牛奶在奶仓中贮存12小时内尽快用于生产,在贮存期间奶温应保持在5℃以下。
7、标准化:如果牛奶的脂肪、蛋白质、干物质指标没有达到标准要求,采用浓缩的技术对原奶进行标准化。
8、巴氏杀菌:杀菌温度要求85℃±5℃/15s。
9、冷却:将巴氏杀菌后的牛乳冷却至≤8℃。
10、贮存:牛奶在奶仓中暂存,12小时内尽快用于生产,贮存要求≤8℃。
11、配料(1)将占配料量15%的标准化牛奶用板式加热器加热至58℃-64℃后泵入化料缸中。
(2)将B小料加入,并在58℃—64℃温度下用高剪切搅拌,至料液成为均匀混合物。
(3)过滤:通过管道过滤器将化好的料液进行粗过滤。
(4)均质:将化好的物料进行均质。
要求均质压力为160bar(先调二级使压力表指示为50bar,再调一级使压力表指示为160bar)。
(5)冷却:将均质后的物料通过冷板冷却至≤8℃。
(6)将冷却后的物料与占配料量85%的标准化奶混合搅拌15分钟,使物料混合均匀。
(7)检验合格后的配料可进入下一工序。
注:化料期间,配料罐的搅拌始终开启。
13、UHT工段要求(1)真空脱气:真空度-0.4 bar— -0.8bar。
(2)均质:均质温度70-80℃。
压力为250bar(先调二级使压力表指示为50bar;再调一级使压力表指示为250bar)(3)UHT:136℃~139℃/4S。
(4)冷却:冷却至≤25℃。
(5)其他技术参数参照设备供应商提供的技术参数。
1纯牛奶工艺流程

纯牛奶工艺流程1、原料乳检验:参见《生鲜牛乳检验指导书》和《生鲜牛乳检验方法》。
2、冷却贮存:迅速冷却到4℃以下贮存,贮存期间温度不超过5℃。
贮存时间不超过24 小时,如超过24 小时需重新进行检测。
3、巴氏杀菌:(1)巴氏杀菌:要求85℃±5℃/15s。
(2)闪蒸:预热(65~75℃)、闪蒸脱气(闪蒸真空度根据原料奶的理化指标调节,一般在(-0.04~-0.08Mpa))、均质(压力12~18Mpa)和巴氏杀菌(80~88℃、15s)。
根据成品指标进行设定。
(蛋白质≥2.95%)(3)冷却贮存:迅速冷却到4℃以下贮存,贮存期间温度不超过5℃。
贮存时间不超过24小时。
4、配料:(1)预热:将部分巴氏奶加热到70-75℃,打入高速搅拌缸。
(2)溶胶:缓慢将物料加入到高速搅拌缸中,保持化料温度在65-70℃搅拌10-15分钟,使其充分溶解,保证无肉眼可见颗粒,打入到调配罐中与其余原料奶混合,搅拌10分钟。
(3)均质:将调配罐中的物料经均质并降温后打到半成品待装罐,均质压力为200bar (先调二级压力手柄,调压至50bar,再调一级压力手柄,调压至200bar)。
待装罐储存温度应≤8℃。
(4)调香:将所需香精直接加入半成品待装罐,搅拌均匀。
5、超高温灭菌(1)预热:预热温度为70-75℃。
(2)脱气(3)均质:均质压力为200bar(先调二级压力手柄,调压至50bar,再调一级压力手柄,调压至200bar)。
(4)UHT:137-140℃,3-4秒。
(5)冷却:≤25℃。
(6)其它技术参数参照设备供应商提供的技术参数。
6、无菌灌装:参照设备供应商提供的技术参数。
7、保温实验:按规定取样将所取样品放于保温室(33℃±2℃)存放7天,在第5天做微生物检测,第7天做理化检测。
8、出厂:经检验合格后,产品方可出厂。
2007-5-14。
巴氏杀菌乳生产工艺流程

巴氏杀菌乳生产工艺流程
巴氏杀菌乳是一种常见的乳制品,其生产工艺流程如下:
1. 原料准备:选择新鲜的牛奶或羊奶作为原料,对其进行初步的检验和筛选。
2. 预热:将原料牛奶加热至60-65摄氏度,以去除其中的杂质
和微生物。
3. 均质化:将预热的牛奶通过均质器进行均质处理,使牛奶中的脂肪颗粒细化,提高乳品的质地口感。
4. 加热:将均质化的牛奶加热至75-80摄氏度,以杀灭其中的
细菌和酵素。
5. 巴氏杀菌:将加热的牛奶进入巴氏杀菌装置,保持在85-95
摄氏度的温度下持续保持30分钟以上,以确保杀灭其中的致
病菌和有害物质。
6. 快速冷却:将杀菌后的牛奶迅速冷却至5摄氏度以下,以防止细菌再次繁殖。
7. 包装:将冷却的巴氏杀菌乳通过自动灌装机进行灌装,常见的包装方式有瓶装、袋装、纸盒装等。
8. 贮存:将包装好的巴氏杀菌乳进行贮存,放置在低温环境下,确保乳品的新鲜度和品质。
以上就是巴氏杀菌乳的典型生产工艺流程,具体的过程可能存在细微的差别,取决于不同的生产厂家和产品要求。
巴氏杀菌流程
巴氏杀菌流程巴氏杀菌是一种常用的食品加工技术,通过高温瞬间杀灭食品中的有害菌群,保持食品的新鲜和营养。
下面将详细介绍巴氏杀菌的流程及其重要性。
首先,巴氏杀菌流程的第一步是准备工作。
在进行巴氏杀菌之前,需要对杀菌设备进行彻底的清洁和消毒,以确保食品在加工过程中不受到二次污染。
此外,还需要准备好待杀菌的食品,确保其质量符合要求。
接下来是加热阶段。
将待杀菌的食品放入巴氏杀菌设备中,通过加热的方式将食品加热至一定温度,一般为摄氏72度以上。
在这个温度下,绝大多数的有害菌群都会被迅速杀灭,从而达到杀菌的目的。
然后是保温阶段。
在完成加热后,需要将食品保持在一定的温度下一段时间,以确保所有的有害菌群都被彻底杀灭。
这个时间一般为20分钟左右,具体时间根据不同食品的要求而定。
最后是冷却阶段。
在保温完成后,需要将食品快速冷却至室温,以防止食品在高温下继续变质。
冷却的过程需要在卫生条件下进行,以确保食品的卫生安全。
巴氏杀菌流程的重要性不言而喻。
首先,巴氏杀菌可以有效杀灭食品中的有害菌群,保障食品的卫生安全。
其次,巴氏杀菌可以延长食品的保质期,减少食品变质的可能性,从而减少食品浪费。
最后,巴氏杀菌可以保持食品的营养成分,确保食品的营养价值不因加工而流失。
综上所述,巴氏杀菌流程是食品加工中不可或缺的重要环节,通过严格的流程和标准操作,可以保障食品的质量和安全,为消费者提供健康、安全的食品。
希望本文对巴氏杀菌流程有所帮助,谢谢阅读。
巴氏灭菌法
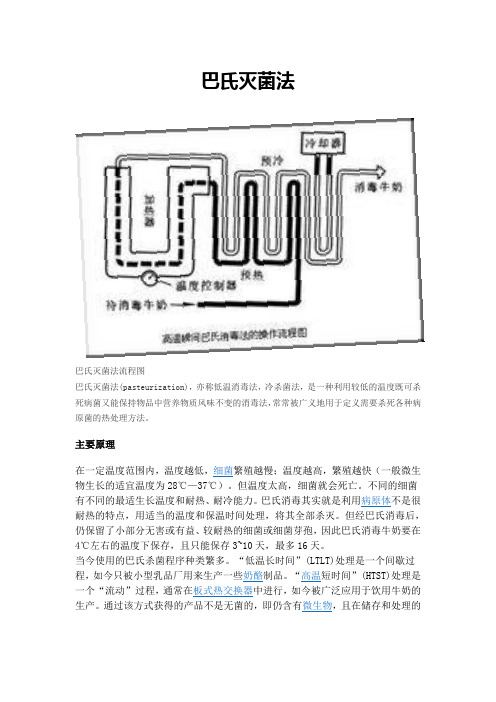
巴氏灭菌法巴氏灭菌法流程图巴氏灭菌法(pasteurization),亦称低温消毒法,冷杀菌法,是一种利用较低的温度既可杀死病菌又能保持物品中营养物质风味不变的消毒法,常常被广义地用于定义需要杀死各种病原菌的热处理方法。
主要原理在一定温度范围内,温度越低,细菌繁殖越慢;温度越高,繁殖越快(一般微生物生长的适宜温度为28℃—37℃)。
但温度太高,细菌就会死亡。
不同的细菌有不同的最适生长温度和耐热、耐冷能力。
巴氏消毒其实就是利用病原体不是很耐热的特点,用适当的温度和保温时间处理,将其全部杀灭。
但经巴氏消毒后,仍保留了小部分无害或有益、较耐热的细菌或细菌芽孢,因此巴氏消毒牛奶要在4℃左右的温度下保存,且只能保存3~10天,最多16天。
当今使用的巴氏杀菌程序种类繁多。
“低温长时间”(LTLT)处理是一个间歇过程,如今只被小型乳品厂用来生产一些奶酪制品。
“高温短时间”(HTST)处理是一个“流动”过程,通常在板式热交换器中进行,如今被广泛应用于饮用牛奶的生产。
通过该方式获得的产品不是无菌的,即仍含有微生物,且在储存和处理的过程中需要冷藏。
“快速巴氏杀菌”主要应用于生产酸奶乳制品。
国际上通用的巴氏高温消毒法主要有两种:一种是将牛奶加热到62~65℃,保持30分钟。
采用这一方法,可杀死牛奶中各种生长型致病菌,灭菌效率可达97.3%~99.9%,经消毒后残留的只是部分嗜热菌及耐热性菌以及芽孢等,但这些细菌多数是乳酸菌,乳酸菌不但对人无害反而有益健康。
第二种方法将牛奶加热到75~90℃,保温15~16秒,其杀菌时间更短,工作效率更高。
但杀菌的基本原则是,能将病原菌杀死即可,温度太高反而会有较多的营养损失。
PU,在60℃温度下保温一分钟即称为灭菌强度是一个PU.主要应用主要为牛奶的一种灭菌法,既可杀死对健康有害的病原菌又可使乳质尽量少发生变化。
也就是根据对耐高温性极强的结核菌热致死曲线和乳质中最易受热影响的奶油分离性热破坏曲线的差异原理,在低温下长时间或高温下短时间进行加热处理的一种方法。
常温酸奶工艺

一、汉科森菌种的组成、分 类以及使用 1、外观
科汉森的科汉森的 DVS 菌种是颜色近于纯 白和淡褐色间的水溶性颗直径大约为直径大 约为 5 毫米
2、滋气味
气味与蛋白胨类似
2019/11/13
一、汉科森菌种的组成、分 类以及使用
2019/11/13
一、汉科森菌种的组成、分 类以及使用
7、每次开机检测包体承压。
2019/11/13
二、发酵奶生产过程的品质控制
2019/11/13
二、发酵奶生产过程的品质控制
2019/11/13
二、发酵奶生产过程的品质控制
2019/11/13
二、发酵奶生产过程的品质控制
2019/11/13
二、发酵奶生产过程的品质控制
2019/11/13
二、发酵奶生产过程的品质控制
2019/11/13
三、质量控制与风险分析
• 风险分析:
• 除菌分离机的效果:每月取第一批 常温酸奶除菌前和除菌后样品,进行微 生物检测,检测除菌分离机的设备稳定 性
2019/11/13
第三单元:配料以及基料巴氏 杀菌
一、配料过程 二、基料巴氏杀菌工艺
2019/11/13
一、配料过程
2019/11/13
3、添加前对操作工双手、小臂以及所使用 扳手、剪刀等工具用75%酒精进行全面消 毒处理,用扳手打开菌种添加管口,对管 口螺纹、管盖内外表面用75%酒精消毒。 4、菌种添加完成后,确认菌种添加无残留 。
2019/11/13
二、质量控制
2、发酵液菌种添加过程
5、菌种添加完成后,发酵罐温和搅拌 30r/min,10min使菌种混合均匀。 6、菌种添加装置上部空气过滤器每次使用 一个月后,拆卸检查清洁状况,如有脏污 必须进行更换
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
引言 1 1工艺流程的选择与确定 2
1.1工艺流程 2 1.2工艺流程的确定 2
2.设备的选择 3
2.1技术参数 3 2.2物料横算 3 2.3巴氏消毒设备型号及参数对比 3 2.4设备数量 4 2.5设计的结果 4
结论 6 参考文献 7 附录1 8 附录2 9
现在牛奶的杀菌方式主要有:巴氏杀菌低温长时间,高温短时间巴氏杀菌,超高温瞬时灭菌,二次灭菌。
我们选择的杀菌方法是巴氏消毒法。
巴氏杀菌奶的优点是:既可以杀死所有的致病菌,又较好地保存了牛奶的营养与天然风味。
缺点是:杀菌后仍存在部分耐热的细菌,因此要求在4℃左右的温度下保存,且只能保存2天~7天。
巴氏消毒乳制品工艺流程:原料乳的验收→过滤、净化→标准化→均质→杀菌→冷却→灌装→检验→冷藏
试用巴氏消毒法给乳制品消毒所需要的主要设备有:净乳机、巴氏杀菌器、缓冲罐和包装机。
关键词:
巴氏消毒牛奶消毒设备
1.工艺流程的选择与确定
1.1工艺流程
现在常见的给牛奶杀菌的方法有:巴氏杀菌低温长时间,高温短时间巴氏杀菌,超高温瞬时灭菌,二次灭菌。
1.2工艺流程的确定
我们选择的杀菌方法是巴氏消毒法。
巴氏杀菌奶的优点是:既可以杀死所有的致病菌,又较好地保存了牛奶的营养与天然风味。
缺点是:杀菌后仍存在部分耐热的细菌,因此要求在4℃左右的温度下保存,且只能保存2天~7天。
1.2.1巴氏消毒乳制品工艺及所需要的设备
巴氏消毒乳制品工艺流程:原料乳的验收→过滤、净化→标准化→均质→杀菌→冷却→灌装→检验→冷藏
1澄清槽,2箱式冷冻机,3牛奶贮存罐,4平衡罐,5接存管,6净乳机、7巴氏杀菌器、8缓冲罐和包装机,9装袋机。
1.2.2巴氏消毒工艺的主要操作步骤
①原料的验收和分级
②过滤或净化
③标准化
④均质
⑤巴氏杀菌
⑥冷却
⑦灌装
2.设备的选择
2.1技术参数
2.2物料横算
2.2.1工艺技术指标
1.实际日产量20t。
2.实际年生产量6600t每年。
2.2.2设备相关数据
日处理量为20t,按最大生产能力计算,需要设备的传热面积25m2
即可,若按最大的传热面积计算,需要设备的生产能力为300kg/h即
可。
根据生产计划的要求,定生产能力为450kg/h,经计算传热面积
为26m2即可。
2.3巴氏消毒设备型号及参数对比
型
BR0.16-BS-1 BR0.16-BS-2 BR0.16-BS-3 BR0.16-BS-4 BR0.16-BS-5 BR0.16-BS-10 号
30 100 200 300 450 600
生产
能力
kg/h
换热
12 15 20 25 28 52
面积
(㎡)
5 5 5 5 5 5
物料
进口
温度
(℃)
5 5 5 5 5 5
物料
出口
温度
杀菌
温度
(℃)
85-95 85-95 85-95 85-95 85-95 85-95
保温
时间
(S)
25 25 25 25 25 25
冰水
温度
(℃)
1 1 1 1 1 1
冰水
耗量
(T/H)
20.4 20.4 20.4 20.4 20.4 20.4
接口
尺寸
(mm)
Φ38Φ38Φ38Φ51Φ51Φ638
设备
重量
(kg)
928 985 1050 1200 1350 1800
外形尺寸(长*宽*高mm) 1500*1500*2
000
2200*2000*2
400
2200*2000*2
400
2400*2000*2
400
2400*2200*250
2500*2200*2500
根据我们的生产实际的需要,我们选用型号为BR0.16-BS-5的巴氏消毒机作为我们喂牛奶灭菌的设备。
2.4设备数量
按原生产设计计划,一天批量处理20吨的牛奶,按正常的日工作时间为8个小时,启动和停止机器的时间为1个小时,这样计算巴氏消毒机的每小时每台生产量是430Kg左右。
大约需要设备8台
2.5设计的结果
型号BR0.16-BS-5巴氏消毒机参数
项目参数
生产能力(kg/h)450
换热面积 (㎡)28
物料进口温度 (℃) 5
物料出口温度 (℃) 5
杀菌温度 (℃) 85-95
保温时间 (S) 25
冰水温度 (℃) 1
冰水耗量 (T/H) 20.4
接口尺寸 (mm) Φ51
设备重量 (kg) 1350
外形尺寸 (长*宽*高mm) 2400*2200*2500
生产厂家温州市长宏轻工机械有限公司价格说明50000元人民币
结论
批量处理20吨牛奶的生产,选择了巴氏消毒工艺。
在生产过程中杀菌用的是巴氏消毒机。
我们的主要设备是型号BR0.16-BS-5巴氏消毒机,是温州长宏轻工机械有限公司生产的。
在生产中选用了8台这样的设备,每天可处理20吨的牛奶。
参考文献
[1] 华南工学院等,《发酵工程与设备》,1983,轻工业出版社。
[2] 吴思方,《发酵工厂工艺设计概论》,2003,中国轻工业出版社。
[3] 陈坚等,《发酵工程实验技术》,2004,化学工业出版社。
[4] 陈坚等,《发酵过程优化原理与实践》,2002,化学工业出版社。
[5] 李凤林,《乳及发酵乳制品工艺学》,2001,中国轻工业出版社。
[6] 顾瑞霞,《乳与乳制品工艺学》,1998,中国计量出版社。
附录1牛奶生产工艺流程示意图
牛奶生产工艺流程示意图
1汽车2澄清槽3箱式冷冻机4牛奶贮存罐6平衡罐7均质机
8续存管9巴氏消毒10牛奶贮存罐11灌装机12输送通道
附录2巴氏消毒机结构示意图
1进料口2供应阀3温度计阀4门5排气阀6压力表7排气口8套层9灭菌室10出料口11分离器。