拉深变形过程分析
第一节 圆筒形零件拉深讲解
筒壁传力区拉裂: 由于拉应力超过抗拉强度引起板料断裂。
一、无凸缘圆筒形零件拉深 4、圆筒形零件拉深成形的缺陷及防止措施
1)凸缘变形区的起皱 主要决定于:
切向压应力σ3的大小,越大越容易失稳起皱; 凸缘区板料本身的抵抗失稳的能力。
凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越小, 抵抗失稳能力越差。
第n次拉深系数: mn=dn/dn-1
6、拉深系数的确定 1)拉深系数的概念
拉深系数m 表示拉深前后坯料(工序件)直径的变化率.
m 愈小,说明拉深变形程度愈大,相反变形程度愈小. 拉深件的总拉深系数等于各次拉深系数的乘积,即
若m 取得过小,会使拉深件起皱、断裂或严重变薄超差。 极限拉深系数: 工件在危险断面不至拉破时,所能达到的最小拉深系数mmin。
压料装置产生的压料力Fy大小应适当;
在保证变形区不起皱的前提下,尽量选用小的压料力。 理想的压料力是随起皱可能性变化而变。
9、圆筒形零件拉深的压料力和拉深力
2)拉深力与压力机的公称压力 ①拉深力F
按经验公式可计算出圆筒形件带压料装置和不带压料装置的 首次拉深和以后各次拉深的拉深力。 ②压力机的公称压力
②金属的流动过程 工艺网格实验 材料转移:高度、厚度发生变化。
③拉深变形过程
外力
凸缘产生内应力: 径向拉应力σ1;切向压应力σ3
凸缘塑性变形: 径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2)
拉深单元变形动画
一、无凸缘圆筒形零件拉深
2、圆筒形零件拉深过程中坯料内的应力与应变状态 拉深过程中某一瞬间坯料所处的状态
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在 底部圆角与筒壁相切处——“危险断面”产生破裂。
第四章第1、2、3、4、5节N
第四章 拉深
特点: 1.反拉深时变形集中在rd区,与rd区包角为1800,摩擦阻力比正 拉深时大,不易起皱,常可不用压边。 2.折弯要减少一半。材料硬化程度要比正拉深时低些。 3.反拉深允许变形程度可大些。 4.拉深系数不能太大。影响凹模壁厚。
结束
第四章 拉深
三、凹模圆角区摩擦对 的影响 将板料流经、区视为皮带绕带轮旋转,便可用欧拉张力公式 进行估算。
第四章 拉深
四、材料硬化对 的影响 当考虑材料硬化对筒壁处拉应力的影响时, 应为瞬时的屈服流动应力。 便不是常数,
缩颈点处断面收缩率 材料,硬化也越强烈,
,越大的
应力的最大值一般出现在板料包满凸模和凹模 圆角时,而这时材料已高度硬化,屈服流动应 力已远远超过其初始值。
第四章 拉深
第三节 影响径向拉应力的因素
一、压边对 的影晌 凸缘区板料在流入凹模过程中将受到压边圈与凹模端面的双重 摩擦阻力作用,使筒壁处拉应力增大
为筒壁截面积的近似值。
第四章 拉深
二、凹模圆角区弯矩对 的影响 处在位置1是平直的,进入rd区被弯曲,中心面曲率半径为R。位 置3,又被反弯拉直。凸缘区板料中被反复两次弯曲。
第四章 拉深
第四章拉深
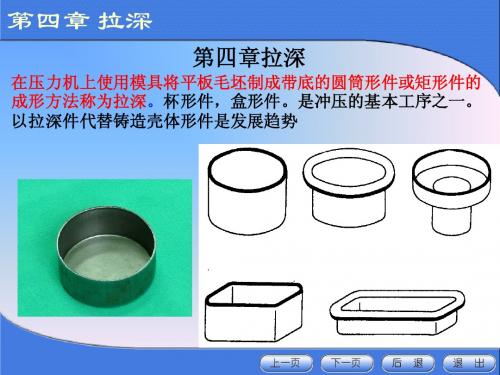
在压力机上使用模具将平板毛坯制成带底的圆筒形件或矩形件的 成形方法称为拉深。杯形件,盒形件。是冲压的基本工序之一。 以拉深件代替铸造壳体形件是发展趋势
第四章 拉深
第四章 拉深
第一节圆筒形件拉深变形分析
一、拉深变形过程及变形特点 无压边的拉深过程,有压边的拉深。
第四章 拉深工艺与拉深模设计
第四章 拉深
变形特点:变形区主要 集中在凸缘区,即D与d 之间的环形部分。变形 区任一点在径向受到了 拉伸,而切向受到了压 缩。同一圆周上的各点 的切向压缩变形是相等 的。径向变形不具有均 匀性,越靠近凸缘边缘, 径向拉伸变形与切 拉深
拉深变形过程分析

主要是凸缘变形区的起皱和筒壁传力区的拉裂。
凸缘区起皱:由于切向压应力引起板料失去稳定而产生弯曲; 传力区拉裂:由于拉应力超过抗拉强度引起板料断裂。
圆筒形件拉深变形分析
三、拉深件的起皱与拉裂(续)
1.凸缘变形区的起皱
主要决定于:
一方面是切向压应力σ 3的大小,越大越容易失稳起皱; 另一方面是凸缘区板料本身的抵抗失稳的能力。
人有了知识,就会具备各种分析能力, 明辨是非的能力。 所以我们要勤恳读书,广泛阅读, 古人说“书中自有黄金屋。 ”通过阅读科技书籍,我们能丰富知识, 培养逻辑思维能力; 通过阅读文学作品,我们能提高文学鉴赏水平, 培养文学情趣; 通过阅读报刊,我们能增长见识,扩大自己的知识面。 有许多书籍还能培养我们的道德情操, 给我们巨大的精神力量, 鼓舞我们前进。
圆筒形件拉深变形分析
一、拉深变形过程(续)
(二)拉深变形过程及特点(续) 2.金属的流动过程
工艺网格实验 材料转移:高度、厚度发生变化。 3.拉深变形过程
外力
凸缘产生内应力:径向拉应力σ1;切向压应力σ3 凸缘塑性变形:径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2) 拉深单元变形动画
3-1拉深变形过程分析
201309第二组概述Fra bibliotek拉深:
又称拉延,是利用拉深模在压力机的压力作用下,将平板坯 料或空心工序件制成开口空心零件的加工方法。
它是冲压基本工序之一。可以加工旋转体零件,还可加工盒 形零件及其它形状复杂的薄壁零件。
拉深
不变薄拉深
变薄拉深
拉深模: 拉深所使用的模具。
拉深模特点:结构相对较简单,与冲裁模比较,工作部分有较
构 图
拉深变形的主要失效形式

拉深变形的失效形式分析
哎哟喂,说起这个拉深变形嘛,它就像是咱们四川的火锅,火候大了,食材就容易出问题,对吧?拉深变形里头那些个失效形式,简直就像火锅里煮过了头的菜,各有各的“囧”相。
首先呢,是“起皱子”,就跟你吃火锅时,肉片一不留神就卷成了波浪边儿似的。
拉深过程中,材料边缘要是没被压住,就容易起皱,影响美观不说,性能也大打折扣。
再来说说“扯裂口”,这就好比火锅里那火候太猛,肉片直接给烫熟了,还裂开了口子。
拉深太狠,材料承受不住那股子劲儿,直接就给扯破了,那场面,惨不忍睹啊。
还有“回弹”,这就像是吃完火锅,衣服上的味儿久久不能散去。
材料拉深后,一放松,嘿,它又悄悄儿地回了点原样,让人哭笑不得。
最后提提“壁厚不均”,这简直就是火锅里的调料没拌匀,味道这儿浓那儿淡。
拉深时,要是受力不均,做出来的零件就像是被偏心的厨师煮了,这边厚那边薄,用起来那叫一个不顺心。
所以啊,做拉深变形,就跟咱们四川人做菜一样,得讲究个火候、手艺和细心。
不然,这些个失效形式一上来,产品就成了“问题户”,那可咋整哦!。
板料拉伸变形过程及特点
1.板料拉伸变形过程及特点;在拉深过程中,毛坯受凸模拉深力的作用,在凸缘毛坯的径向产生拉伸应力 ,切向产生压缩应力.在它们的共同作用下,凸缘变形区材料发生了塑性变形,并不断被拉入凹模内形成筒形拉深件。
拉深后工件底部的网格变化很小,而侧壁上的网格变化很大,以前的扇形毛坯网格变成了拉深后的矩形网格。
2.拉伸过程中各部分的应力与应变状态及分析1.平面凸缘部分主要变形区2.凹模圆角区过渡区3。
筒壁部分传力区4。
凸模圆角部分过渡区5。
圆筒底部分小变形区3.拉伸成形的障碍及防止措施;一、起皱,影响起皱的因素:1。
凸缘部分材料的相对厚度2。
切向压应力的大小3。
材料的力学性能4.凹模工作部分的几何形状。
防止措施:采用压边圈。
二、拉裂防止拉裂:可根据板材的成形性能,采用适当的拉深比和压边力,增加凸模的表面粗糙度,改善凸缘部分变形材料的润滑条件,合理设计模具工作部分的形状,选用拉深性能好的材料。
三、硬化加工硬化的好处是使工件的强度和刚度高于毛坯材料,但塑性降低又使材料进一步拉深时变形困难.4.筒形零件拉伸工艺(毛坯尺寸计算原则、计算公式、拉伸系数及影响因素、首次与后续拉伸的异同、拉伸次数与拉伸系数的确定);一、圆筒件拉深零件毛坯尺寸的计算二、拉深系数的计算和拉深次数的确定三、拉深压力机的选择5.阶梯形零件的拉伸顺序安排;1。
拉深次数的确定 2.拉深方法的确定6.(曲面、球面、抛物面及锥形)拉伸方法;1.球面零件拉深方法:球面零件可分为半球形件和非半球形件两大类。
2.抛物面零件拉深方法:(1)浅抛物面形件,因其高径比接近球形,因此拉深方法同球形件。
(2)深抛物面形件,其拉深难度有所提高。
这时为了使毛坯中间部分紧密贴模而又不起皱,通常需采用具有拉深筋的模具以增加径向拉应力。
7。
盒形件拉伸变形特点1.根据网格的变化可知盒形件拉深有以下变形特点:(1)盒形件拉深的变形性质与圆筒件一样,也是径向伸长,切向缩短。
(2)变形的不均匀导致应力分布不均匀。
拉深变形分析

拉深变形分析
拉深变形过程中坯料的应力、应变状态 在拉深过程中,坯料可分为平面凸缘部分、凸缘圆角部分、筒壁部分、底部圆角部分、筒底部分等五个区域,如图4-1(b)所示。各部分材料在拉深过程中具有不同的应力应变状态,如图4-3所示。
图4-3 拉深时坯料的应力、应变状态
拉深变形分析
1.平面凸缘部分 平面凸缘部分为拉深时的主要变形区。材料产生径向拉应力s1。同时,材料在切向产生压缩变形,相邻材料之间由于相互挤压而产生切向压应力s3。当使用压边装置时,压边力使平面凸缘部分材料产生厚向压应力s2。 由于平面凸缘部分材料在拉深时径向拉长,切向缩短,分别产生径向拉应变e1和切向压应变e3。其中,切向压应变e3的绝对值大于径向拉应变e1,故根据体积不变原则,材料将产生厚向拉应变e2,厚度增加。 2.筒壁部分 筒壁部分为已变形区。在拉深过程中,该部分材料起到向变形区传递拉深力的作用,因而也称为传力区。筒壁部分在拉深时可近似认为受单向拉应力s1作用,应变状态为轴向产生拉应变e1,厚向产生压应变e3,厚度减薄。
拉深变形分析
拉深变形过程 1、无凸缘圆筒形件的拉深过程。如图4-1所示
图4-1 拉深工艺过程 1-凸模 2-压边圈 3-毛坯 4-凹模 5-拉深件 6-平面凸缘部分 7-凸缘圆角部分 8-筒壁部分 9-底部圆角部分 10-筒底部分
拉深变形分析
2、无凸缘圆筒形件拉深的变形过程。 通过网络实验可以直观地观察、分析材料在拉深时的变形情况。 在圆形毛坯的表面上画上许多间距都等于a的同心圆和分度相等的辐射线,如图4-2(a)所示
拉深变形分析
5.底部圆角部分 底部圆角部分为筒壁部分和筒底部分之间的过渡区,常称为第二过渡区。筒底部分材料主要受拉深力引起的径向拉应力s1,以及凸模的压力和材料的弯曲作用产生的厚向压应力s3。切向有拉应力s2,但量值较小。材料在径向产生拉应变e1,厚向产生压应变e2,厚度变薄。切向压应变e2很小,可忽略不计。
模具设计5拉深工艺与模具
•(二)有压边圈装置的简单拉深模
•
正装拉深模
•凸模较长,行程不大。
PPT文档演模板
•
倒装拉深模
•锥形压边圈将毛坯压成锥形有 利于拉深变形。
模具设计5拉深工艺与模具
•(三)压边圈装置分析 •1、弹性压边装置(用于普通单动压力机)
•a)橡皮压边装置
b)弹簧压边装置
c)气垫压边装置
PPT文档演模板
模具设计5拉深工艺与模具
模具设计5拉深工艺与模 具
PPT文档演模板
2020/11/20
模具设计5拉深工艺与模具
概述
• 拉深是将平面板料变成各种开口空心件的冲压工序。
•拉深件的分类:
• 圆筒形零件 • 曲面形零件 • 盒形零件 • 复杂形零件
•拉深件特点:
•效率高,精度高,材料消 耗少,强度刚度高。
•拉深压力机:
•单动、双动、三动压力机 和液压压力机。
模具设计5拉深工艺与模具
二、阶梯形件的拉深特点
• 1、判断能否一(t/D×100>1),而阶梯
之间直径之差和零件的高度较
小时,可一次拉出。
•判断条件:
• 上式中h/d是表6-9中拉深次数为1时的值
PPT文档演模板
模具设计5拉深工艺与模具
• 2、多次拉深时的拉深方法
PPT文档演模板
•负间隙拉深
模具设计5拉深工艺与模具
三、拉深凸凹模工作部分的尺寸及其制造公差
•1、最后一道工序: •拉深模工作部分尺寸及公差应按工件要求确定。
•工件要求外形尺寸时:
•工件要求内形尺寸时:
•2、中间各道工序:•凸凹模尺寸取毛坯过渡尺寸
•若以凹模为基准:
PPT文档演模板
圆筒件拉深变形的力学分析介绍

R02
R2
r02
r0
1
ln
R0
R02
R2
r02
2
Rr0
采用指数硬化曲线的变形区平均真实应力:
n
S
B
n
B
1
ln
R0
R02
R2
r02
2
Rr0
四、拉深力计算
拉深力的几个部分:
➢凸缘变形区的变形阻力;
➢压边力产生的摩擦力;
➢坯料沿凹模圆角弯曲和反弯曲的阻力;
➢凹模圆角的摩擦阻力。
r max
变形,板厚不变;
当r > Rt 时,| | >| r |,t >0、 <0、 r>0,为压缩
类变形, 板厚增加;
当r < Rt 时,| | <| r | ,t <0、 <0、r>0,为伸长
类变形,板厚变薄;
拉深当r0/R0 <0.61(m<0.61)时,凸缘内同时存在压缩类 变形区和伸长类变形区;随着变形过程,R 减小,伸 长类变形区缩小直到(r0/R =0.61)消失;故拉深凸缘
§5.5 圆筒件拉深变形的力学分析
拉深利用模具将平板坯料变形成薄壁空心零件的冲 压工艺,广泛应用于机械、汽车、航空航天、电器、 轻工、仪表等多各加工行业。
一、拉深变形过程和变形特点
圆筒件拉深将圆形平板坯料变形 成空心圆筒型零件的过程,其实 质是将环形凸缘部分金属通过周 向受压、径向受拉变形逐渐收缩 转化为筒壁的过程,其主要塑性 变形区在凸缘部分。
1.1S
ln
R r0
;
摩
2Q 2 r0t
Q r0t
;
弯
b
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拉 深 模 结 构 图
拉深变形过程
拉深的网格试验
下标1、2、3分 别代表坯料径向、 厚度方向、切向 的应力和应变
拉 深 过 程 的 应 力 与 应 变 状 态
圆 筒 形 件 拉 深 时 凸 缘 变 形 区 的 应 力 分 布
拉深件的壁厚和硬度的变化
凸缘变形区的起皱
筒 壁 的 拉 裂
不变薄拉深
防止拉裂:
一方面要通过改善材料的力学性能,提高筒壁抗拉强度; 另一方面通过正确制定拉深工艺和设计模具,降低筒壁所 受拉应力。
拉 深 件 类 型
a)轴对称旋转体拉深件 b)盒形件 c)不对称拉深件
1-模柄 2-上 模座 3-凸模固 定板 4-弹簧 5-压边圈 6 -定位板 7凹模 8-下 模座 9-卸料 螺钉 10-凸模
3-1拉深变形过程分析
201309第二组
概述
拉深:
又称拉延,是利用拉深模在压力机的压力作用下,将平板坯 料或空心工序件制成开口空心零件的加工方法。 它是冲压基本工序之一。可以加工旋转体零件,还可加工盒 形零件及其它形状复杂的薄壁零件。 变薄拉深 拉深模: 拉深所使用的模具。 拉深模特点:结构相对较简单,与冲裁模比较,工作部分有较 大的圆角,表面质量要求高,凸、凹模间隙略大 于板料厚度。
主要是凸缘变形区的起皱和筒壁传力区的拉裂。
凸缘区起皱: 由于切向压应力引起板料失去稳定而产生弯曲; 传力区拉裂: 由于拉应力超过抗拉强度引起板料断裂。
圆筒形件拉深变形分析
三、拉深件的起皱与拉裂(续)
1.凸缘变形区的起皱
主要决定于:
一方面是切向压应力σ 3的大小,越大越容易失稳起皱; 另一方面是凸缘区板料本身的抵抗失稳的能力。 凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越 小,抵抗失稳能力越小。
圆筒形件拉深变形分析
二、拉深过程中坯料内的应力与应变状态
拉深过程中某一瞬间坯料所处的状态
1.凸缘部分 应力分布图
2.凹模圆角部分 3.筒壁部分 4.凸模圆角部分 5.筒底部分 坯料各区的应力与应变是很不均匀的。
拉深成形后制件壁厚和硬度分布
圆筒形件拉深变形分析
三、拉深件的起皱与拉裂
拉深过程中的质量问题:
一、拉深变形过程(续)
(二)拉深变形过程及特点(续) 2.金属的流动过程
工艺网格实验 材料转移:高度、厚度发生变化。 3.拉深变形过程 外力 凸缘产生内应力:径向拉应力σ1;切向压应力σ3 凸缘塑性变形:径向伸长,切向压缩,形成筒壁 直径为d高度为H的圆筒形件(H>(D-d)/2) 拉深单元变形动画
变薄拉深
Thank You
拉深
不变薄拉深
圆筒形件拉深变形分析
一、拉深变形过程
圆筒形件是最典型的拉深件。 (一)拉深成形时板料的受力分析
(二)拉深变形过程及特点 1.变形现象
平板圆形坯料的凸缘——弯曲绕过凹模圆角,
然后拉直——形成竖直筒壁。
变形区——凸缘; 已变形区——筒壁; 不变形区——底部。 底部和筒壁为传力皱的位置:凸缘边缘区域 起皱最强烈的时刻:在Rt=(0.7~0.9)R0时 防止起皱:压边
三、拉深件的起皱与拉裂(续)
2.筒壁的拉裂
主要取决于:
一方面是筒壁传力区中的拉应力;
另一方面是筒壁传力区的抗拉强度。
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在 底部圆角与筒壁相切处——“危险断面”产生破裂。