螺栓失效形式的分析
被连接件受横向外力作用时螺栓可能的失效形式

被连接件受横向外力作用时螺栓可能的失效形式当螺栓被受到横向外力作用时,可能发生多种失效形式。
下面将介绍螺栓可能的四种主要失效形式,包括剪切破坏、拉伸破坏、扭转破坏和压缩破坏。
1.剪切破坏:螺栓在受到横向外力的作用下,可能发生剪切破坏。
当外力施加在连接件上,螺栓中心轴线与外力方向呈夹角时,会在螺栓的剪切平面上产生剪切应力。
当剪切应力超过螺栓材料的屈服强度时,螺栓可能会发生剪切破坏,导致连接失效。
2.拉伸破坏:螺栓在受到横向外力的作用下,可能发生拉伸破坏。
当外力施加在连接件上,螺栓中心轴线与外力方向一致时,会在螺栓的拉伸平面上产生拉伸应力。
当拉伸应力超过螺栓材料的屈服强度时,螺栓可能会发生拉伸破坏,导致连接失效。
3.扭转破坏:螺栓在受到横向外力的作用下,可能发生扭转破坏。
当外力施加在连接件上,螺栓为连接件提供扭矩时,会在螺栓的扭转平面上产生扭转应力。
当扭转应力超过螺栓材料的屈服强度时,螺栓可能会发生扭转破坏,导致连接失效。
4.压缩破坏:螺栓在受到横向外力的作用下,可能发生压缩破坏。
当外力施加在连接件上,螺栓为连接件提供压缩力时,会在螺栓的压缩平面上产生压缩应力。
当压缩应力超过螺栓材料的屈服强度时,螺栓可能会发生压缩破坏,导致连接失效。
为了减少螺栓失效的风险,可以采取以下措施:1.合理设计螺栓:选择合适的螺栓材料和规格,根据连接件的要求计算所需的螺栓数量和布局,以及适当的预紧力等。
同时,也要考虑螺栓所承受的受力方向和大小,预防失效现象的发生。
2.选用合适的紧固件:根据连接件所需的强度和使用环境,选择适当的紧固件,如使用高强度螺栓、螺母或螺栓组合件等。
3.使用正确的装配工艺:在安装和拆卸过程中,使用正确的工具和装配工艺,避免螺栓受到不必要的力量或损坏。
4.定期检查和保养:对于长期使用的连接件,定期进行检查和保养,检查螺栓的紧固状态和连接件的使用情况,及时发现并处理螺栓的故障或损坏。
综上所述,螺栓在受到横向外力的作用下可能发生剪切破坏、拉伸破坏、扭转破坏和压缩破坏。
泵体端盖螺栓失效分析
对转动 ,使螺栓松 动发生 偏移 ,2号 和 3号位 置正是 螺栓
发生偏 移后在一对剪力 矩 的作用 下两处 与螺纹孔发 生激烈 摩擦 ,出现了这两处 磨损 由于螺栓发 生偏移 ,在 螺栓 根
位 置
f 恂、 C 平 u A1 V W Z r B S n P b 0 0 7n 08 Q 02 0 6<: 0 . 1 1 0 0 Q0 3<1. 0<1.0 1 Q0 4 < n 0 0 01 00 0 0 01
则就 可能有 液体从间隙 中倒流 回去 。
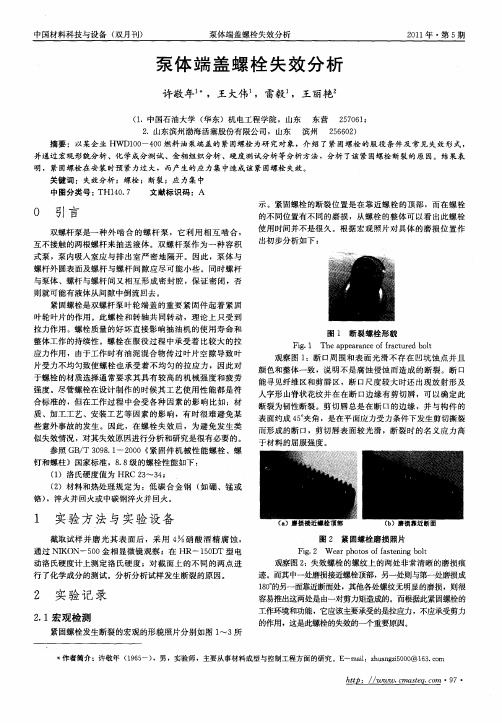
示 。紧固螺栓 的断裂 位置是 在靠近螺 栓的顶 部 ,而在 螺栓 的不 同位 置有不 同的磨损 ,从螺 栓 的整体 可 以看 出此 螺栓
使用 时间并不是很 久。根据宏 观照片对具 体 的磨 损位置 作
出初 步分析如 下 :
紧固螺栓是双螺杆泵 叶轮端盖 的重要 紧 固件起着 紧 固
动 洛氏硬度计上测定 洛氏硬度 ;对截面 上的不 同 的两 点进
行 了化 学成分的测试 。分析分析试样发生断裂 的原 因。
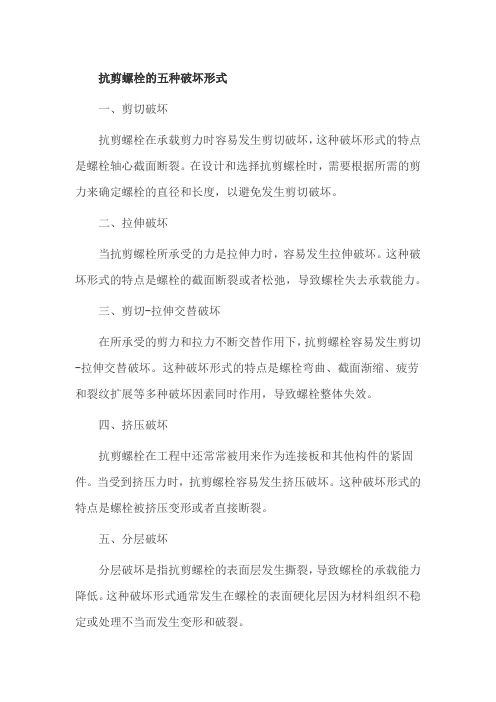
观察图 2 :失效 螺栓 的螺纹上的两处非常清晰 的磨损痕
迹 。而其中一处磨损接近螺栓顶部,另一处则与第一处磨损成
2 实 验 记 录
2 1宏观 检测 .
紧固螺 栓发生断裂的宏观 的形貌照片分别如 图 1 所 ~3
10的另一面靠近断面处 ,其他各处螺纹无明显 的磨损,则很 8。
容易推出这两处是 由一对剪力矩造成的。而根据此紧固螺栓的
工作环境和功能 ,它应该主要承受的是拉应力 ,不应承受剪力 的作用 ,这是此螺栓 的失效的—个重要原因。
*作者简介 :许敬年 (9 5 ,男 ,实验师 ,主要从 事材料成 型与控制工程方面的研究 。E 1 6 ~) ~mal h agi0 0 6 .o i :zu n z50 @1 3 cr n ht tp | .ma tq cm ・9 R c se .o 7・
抗剪螺栓的五种破坏形式
抗剪螺栓的五种破坏形式
一、剪切破坏
抗剪螺栓在承载剪力时容易发生剪切破坏,这种破坏形式的特点是螺栓轴心截面断裂。
在设计和选择抗剪螺栓时,需要根据所需的剪力来确定螺栓的直径和长度,以避免发生剪切破坏。
二、拉伸破坏
当抗剪螺栓所承受的力是拉伸力时,容易发生拉伸破坏。
这种破坏形式的特点是螺栓的截面断裂或者松弛,导致螺栓失去承载能力。
三、剪切-拉伸交替破坏
在所承受的剪力和拉力不断交替作用下,抗剪螺栓容易发生剪切-拉伸交替破坏。
这种破坏形式的特点是螺栓弯曲、截面渐缩、疲劳和裂纹扩展等多种破坏因素同时作用,导致螺栓整体失效。
四、挤压破坏
抗剪螺栓在工程中还常常被用来作为连接板和其他构件的紧固件。
当受到挤压力时,抗剪螺栓容易发生挤压破坏。
这种破坏形式的特点是螺栓被挤压变形或者直接断裂。
五、分层破坏
分层破坏是指抗剪螺栓的表面层发生撕裂,导致螺栓的承载能力降低。
这种破坏形式通常发生在螺栓的表面硬化层因为材料组织不稳定或处理不当而发生变形和破裂。
总的来说,抗剪螺栓的破坏形式多种多样,设计和使用时需要根据具体情况选择和使用合适的螺栓,以确保工程的安全和稳定。
螺栓连接的主要失效形式

螺栓连接的主要失效形式螺栓连接是机械工程中常用的一种连接方式,其可靠性对于机械设备的正常运行至关重要。
然而,由于螺栓连接在使用过程中受到多种因素的影响,其失效形式也较为复杂。
本文将从主要失效形式、影响因素及预防措施等方面进行详细介绍。
一、主要失效形式1. 拉伸断裂拉伸断裂是螺栓连接最常见的失效形式之一。
当受力过大或者螺栓材料强度不足时,螺纹部分会发生塑性变形,最终导致拉伸断裂。
此外,若螺纹部分存在缺陷或者加工不良,则也容易造成拉伸断裂。
2. 剪切破坏剪切破坏是指在承受剪切应力时,螺栓产生塑性变形而导致破坏。
这种失效形式通常出现在高速旋转设备或者高速运动设备中。
3. 疲劳破坏疲劳破坏是指由于长期交替载荷作用下,螺栓材料受到循环应力而导致的破坏。
这种失效形式通常出现在机械设备长期使用过程中。
4. 腐蚀破坏腐蚀破坏是指由于螺栓表面受到化学物质或者大气环境的侵蚀而导致的破坏。
这种失效形式通常出现在海洋设备或者潮湿环境下的机械设备中。
二、影响因素1. 材料选择材料选择是影响螺栓连接可靠性的重要因素之一。
不同材料具有不同的强度和耐久性,因此需要根据具体使用情况选择合适的材料。
2. 加工工艺加工工艺也是影响螺栓连接可靠性的重要因素之一。
加工精度和表面光洁度对于螺纹部分的质量有着直接影响,因此需要保证加工精度和表面光洁度符合标准要求。
3. 使用环境使用环境也是影响螺栓连接可靠性的重要因素之一。
不同使用环境下,对于螺栓连接所承受的载荷和腐蚀程度都有着不同的影响,因此需要根据具体使用环境选择合适的螺栓材料和防护措施。
4. 安装方法安装方法也是影响螺栓连接可靠性的重要因素之一。
正确的安装方法可以保证螺栓连接的质量和可靠性,而错误的安装方法则容易导致螺栓连接失效。
三、预防措施1. 材料选择在选择材料时,需要根据具体使用情况选择合适的材料。
一般来说,高强度材料可以提高螺栓连接的承载能力和耐久性。
2. 加工工艺在加工过程中,需要保证加工精度和表面光洁度符合标准要求。
简述普通螺栓受剪连接的五种可能破坏形式。

简述普通螺栓受剪连接的五种可能破坏形式。
普通螺栓受剪连接是指通过螺栓将两个或多个构件连接在一起。
在受到剪切力的作用下,螺栓可能会发生破坏,导致连接失效。
下面将介绍普通螺栓受剪连接的五种可能破坏形式。
1. 螺栓抗剪强度不足破坏:当受到剪切力时,螺栓的抗剪强度不足可能导致螺栓本身发生破坏。
这种破坏形式主要是由于螺栓本身的材料或制造工艺存在问题造成的。
例如,螺栓的材料强度不符合要求、螺纹加工不精确等。
2. 剪切面破坏:当受到剪切力时,螺栓与构件之间的接触面可能发生破坏。
这种破坏形式主要是由于螺栓与构件之间的接触面不均匀或存在间隙,导致局部受力过大,从而引发剪切面破坏。
3. 剪切面滑移破坏:当受到剪切力时,螺栓与构件之间的接触面可能发生滑移,从而导致连接失效。
这种破坏形式主要是由于螺栓与构件之间的接触面摩擦不足或存在松动,无法有效传递剪切力,从而引发剪切面滑移破坏。
4. 构件抗剪强度不足破坏:当受到剪切力时,连接的构件本身的抗剪强度不足可能导致构件发生破坏。
这种破坏形式主要是由于构件的材料或制造工艺存在问题造成的。
例如,构件的材料强度不符合要求、构件的截面形状设计不合理等。
5. 螺栓挤压破坏:当受到剪切力时,螺栓可能会发生挤压破坏。
这种破坏形式主要是由于剪切力作用下,螺栓与构件之间的接触面上产生了极高的接触压力,从而引发螺栓的挤压破坏。
为了避免普通螺栓受剪连接的破坏,需要注意以下几点:1. 选择合适的螺栓材料和级别,确保螺栓的抗剪强度满足设计要求;2. 加强螺栓的制造工艺控制,确保螺栓的质量和精度;3. 注意螺栓与构件之间的接触面的光洁度和平整度,避免间隙和不均匀接触;4. 使用适当的紧固力和预紧力,确保螺栓与构件之间的接触紧密,避免滑移和挤压破坏;5. 对于需要经常拆卸和装配的连接,定期检查螺栓的紧固状态,确保连接的可靠性。
普通螺栓受剪连接可能发生的破坏形式有螺栓抗剪强度不足破坏、剪切面破坏、剪切面滑移破坏、构件抗剪强度不足破坏和螺栓挤压破坏。
悬置螺栓断裂失效分析

Abstract:Based on the analysis of fracture, chemical composition, mechanical properties, tightening performance and other aspects of comprehensive verification, this paper analyzes the cause of the suspension bolt fracture of a certain automobile. The results show that the bolt is overload fracture caused by the change of friction coefficient.Key words:suspension bolt; overload fracture; friction coefficient; axial force摘要:本文从断口分析、化学成分、机械性能、拧紧性能等方面开展综合验证,分析了某汽车悬置螺栓断裂原因。
结果表明,该螺栓为摩擦系数变化引起的过载断裂。
关键词:悬置螺栓;过载断裂;摩擦系数;轴向力中图分类号:TG142.1 文献标识码:A 文章编号:1004-7204(2020)03-0180-04悬置螺栓断裂失效分析Fracture Failure Analysis for Suspension Bolt庞院,王福平,马秋,郭秋彦,袁成逸(浙江吉利汽车研究院有限公司,宁波 315336)PANG Yuan, WANG Fu-ping, Ma Qiu, GUO Qiu-yan , YUAN Cheng-yi (Zhejiang Geely Automobile Research Institute, Ningbo 315336)引言汽车悬置螺栓的作用是将动力总成与车体连接在一起,是整车装配中非常重要的紧固件。
普通螺栓受剪连接的五种可能破坏形式
普通螺栓受剪连接的五种可能破坏形式普通螺栓受剪连接的五种可能破坏形式1. 引言普通螺栓常用于结构连接中,而螺栓的受剪连接是一种常见的连接方式。
在工程实践中,螺栓连接的破坏形式是一个十分重要的问题,对于结构的安全性具有重要意义。
本文将就普通螺栓受剪连接的五种可能破坏形式展开讨论,以便读者能够更全面、深入地了解螺栓连接受剪破坏的具体情况。
2. 拉断破坏第一种可能的破坏形式是拉断破坏。
当受剪载荷作用下,螺栓可能会发生拉断破坏。
这种破坏形式通常是由于剪切力超过了螺栓的承载能力,导致螺栓的轴向拉伸应力超过了其材料的屈服强度,最终导致螺栓的断裂。
拉断破坏是受剪连接中最常见的破坏形式之一,需要在设计和施工中予以重视。
3. 剪切破坏第二种可能的破坏形式是剪切破坏。
在受剪载荷的作用下,螺栓可能会发生剪切破坏。
剪切破坏通常是由于螺栓材料的抗剪强度不足以抵抗受剪力的作用,导致螺栓的剪切截面发生破坏。
这种破坏形式在一些特定的工况下可能会出现,需要在设计中进行合理的考虑和计算。
4. 拔出破坏第三种可能的破坏形式是拔出破坏。
在受剪连接中,由于螺栓受到剪切载荷的作用,螺栓可能会产生拔出破坏。
这种破坏形式通常是由于受剪螺栓与连接件之间的摩擦力不足以抵抗受剪力的作用,导致螺栓在受剪载荷下被拔出连接件,从而导致连接失效。
5. 拉脱破坏第四种可能的破坏形式是拉脱破坏。
在受剪连接中,螺栓可能会发生拉脱破坏。
这种破坏形式通常是由于受剪载荷的作用引起螺栓和连接件之间的轴向分离,导致螺栓在受剪载荷下发生拉脱破坏。
拉脱破坏在一些特殊的工况下可能会出现,需要进行合理的设计和施工措施以避免此类破坏形式的发生。
6. 扭断破坏第五种可能的破坏形式是扭断破坏。
在受剪连接中,螺栓可能会发生扭断破坏。
这种破坏形式通常是由于受剪载荷的作用引起螺栓发生了过大的扭矩,导致螺栓发生了扭断破坏。
扭断破坏是受剪连接中的一种特殊破坏形式,需要引起工程师的高度重视。
7. 结语通过以上对普通螺栓受剪连接的五种可能破坏形式的讨论,我们不难发现,在实际的工程设计和施工中,对于螺栓连接的受剪破坏形式需要进行充分的了解和分析,以便能够合理地设计和选用螺栓连接,从而确保结构的安全性和可靠性。
风能发电机组结构件的失效分析与预防(待续)第1讲螺栓的失效分析与预防
风能发电机组结构件的失效分析与预防(待续)第1讲螺栓的失效分析与预防WANG Rong【摘要】对风能发电机组的结构进行了简单介绍,对其上经常失效的结构件以及其材料、热处理工艺和失效形式进行了归纳.选取了机组上应用数量较多、作用比较重要的高强度螺栓作为该讲的主要内容,对螺栓在机组上的应用特点、失效特点、结构特点、受力特点及其失效原因进行了较为详细的论述.结合多年的失效分析经验,采用实际案例的方式,重点介绍了机组上螺栓最常出现的两种失效形式——疲劳断裂和氢脆型断裂,并对这两种失效产生的根本原因进行了剖析,最后提出了避免机组上螺栓失效的预防措施.【期刊名称】《理化检验-物理分册》【年(卷),期】2019(055)006【总页数】10页(P371-380)【关键词】风能发电机组;结构件;高强度螺栓;失效分析;疲劳断裂;氢脆断裂【作者】WANG Rong【作者单位】【正文语种】中文【中图分类】TM614;TG115风能发电机组(以下简称为风电机组或机组,WTGS)的结构如图1所示,经常失效的结构件主要分布于“轮毂”总成、“齿轮箱”总成和“偏航系统”总成3个区域,另塔筒内法兰上的连接螺栓也有较多的失效事故发生。
笔者主要对风能发电机组上失效概率最高的3种构件,即螺栓(第1讲)、齿轮(第2讲)和轴承(第3讲)的失效模式、失效原因以及相应的预防措施进行了概述。
1 风能发电机组概述1.1 机组上经常失效的结构件图1 风能发电机组结构示意图Fig.1 Schematic diagram of structure of the WTGS风能发电机组上常见的失效件有:齿圈、齿轴、齿轮、销轴、轴承、高强度螺栓等。
1.2 失效件受力特点(1) 无风时,机组的叶片停止不动,相当于一个悬臂梁结构。
但由于叶片的质量较大(一般MW级别的机组叶片长度达50多米,重量在20 t以上。
目前世界上风电机组上最长的叶片是丹麦Vestas的V164-7MW风机,叶轮直径长164 m,单个叶片长80 m),轮毂及其连接部分的螺栓、相互配合的齿轮及轴承等都将承受较大的静载荷。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
原因分析
验证/排查方法
备注
超拧
扭矩偏大
反复施拧
扭矩系数偏小
强度
螺栓强度不足
扭断
卡死
材料缺陷
偏析、疏松、夹杂物等
第二类:滑牙(脱扣)滑牙(脱扣)原因分析验证/排查方法备注
超拧
扭矩偏大
反复施拧
扭矩系数偏小
尺寸配合
螺栓螺纹偏小
螺母扩孔
强度
螺栓强度不足
螺母强度不足
螺纹脱碳
螺栓螺纹脱碳
螺母螺纹脱碳
螺栓失效形式的分析
对于累计发生的螺栓失效形式,我们分析了一下,简单分为4类:拉伸(伸长变形)、滑牙(脱扣)、咬死、断裂。非正常断裂(不应断裂的位置如头部)暂时不讨论。
我们认为造成失效的某一因素不能简单确定为(人、机、料、法、环)哪一方面引起的,这里没有使用鱼骨图。
根据关联性我们分三类进行分析:
第一类:拉伸(伸长变形)、断裂
单边受力
螺栓螺纹同轴度
螺母螺纹垂直度、光洁度
螺母高度
高度不足
材料缺陷
偏析、疏松、夹杂物等
第三类:咬死
咬死
原因分析
验证/排查方法
备注
螺纹间隙
(间隙减少至零)
腐蚀或生锈
异物进入
螺纹配合过紧
螺纹压力面粘着
超 拧
螺纹间摩擦力大
有效螺纹不足
螺纹异常等导致单边受力
螺纹光洁度不足
螺纹拧紧速度过快(摩擦热)
高 温
螺栓与螺母成分相同