服装外贸工艺单模版
服装工艺单模板xls-牛仔裤003

布料 规格/ 部位 腰围 臀围 裤长 大腿围 前档 后档 脚口 裤袢宽
RTE
蓝+黑牛仔布
S
M(cm)
L
84 110 111 58 25 37 40 1.2
服装厂生产工艺单
合同号
款号
NZK03
裁
数量
交货日期
剪
布号
单耗 (cm)
XL 误差控制 实际测量
特别指示
1.针距: 明/暗缝 拷边
其他说明 止口参照样裤
主唛 尺码唛 成分唛 洗唛 吊牌 价格牌
衣架/胶袋 质地 胶袋代号 尺寸
警告语
唛头
1 1 1 1 主唛车缝图示 1 1
工字板 T字板 方板 普通折叠 扁装 挂装
包
装
包装方法 装箱单号
包装指示单 号
内包装 装箱方式 其他内容
瓦楞纸箱包装
各种标唛贴图区
正唛内容
箱头内容
服装厂生产工艺单
制单员:
年月日
大身工艺
锁钉工艺
包
装
包装方法
瓦楞纸箱包装 打包形式
14~17/3c m 9~14/3cm
锁眼
14/1cm
钉纽 (参照样 裤)
8/孔
制单员: 大身工艺
年月日 经缩 纬缩
款式图区
部位 号数 腰头纽扣
撞钉 门襟拉链 金属
衬料代号 部位
线代号 红色线
部位
衣架代号 颜色
Байду номын сангаас
纽扣
数量
部位
1 10
1
号数 数量
止口,套 结参照样
裤
锁钉工艺
衬(朴) 用量
线
颜色
用量
粘合参数
详细的外贸服装跟单流程
详细的外贸服装跟单流程1、首先您要知制衣英语,但相信实用英语不错的话,很快就能上手了。
2、知道制衣方面的工艺,知道是什么针法。
(学一下qc其实也挺好的,或多下车间跟进一下,这样上手也比较快,多和师傅交流)3、跟办:接到客人资料-翻译给办房-办房做办,要跟进进度-做出后看一下有没有做错-送出办后等批办-根据客人评语再做办,每间公司有不同做法,所以做的办名称不同。
《影象版→初版→批版→批批版→销售版》→大货版→生产版》4、报价:做好版之后要做好报价单。
《这个很重要,因为这个关系到公司的利润,应该在基价的基础上多报三成》5、跟单:接受客户指示单,分析产品来料,采购来料,制作样品(主要下工厂了解样品的落实情况,生产工艺适合客户的产品要求,紧抓生产进度满足交货日期),发样品给客户认可,大货投产。
制作过程烦琐易出错,加工工厂会给你麻烦的,客户也会的,要做好心理准备。
一、工艺单1、先对工艺单进行文字处理,翻译成中文。
2、参照和对照往年的工艺单进行核对(主要指老客户),研究是否有新的变化或者是有不对的地方,着重看一下有无特殊要求,工艺单指示不明的地方要及时和客户沟通,如客户有不明白的地方可按照订单常规操作要求处理。
3、对着工艺单进行逐项检查:(1)首先是主料,如面料的品种、纱支、结构、克重、颜色(特别注意特殊色,如麻灰);(2)辅料,包括拉链(是否特指,如YKK)、绳、扣、风眼、花边、松紧带、梭织布(应注意是否需要染色)、横机罗纹、主标、水洗标、吊牌、装饰牌等。
4、对照工艺单认真研究英绣花及其它处理方式,如面料丝光、水洗、扎染等(有关HTP 订单中对英绣花方面没有详细的资料,甚至在最初打样时连印花颜色、印花尺寸也没有明确指示,客户只有一个要求:效果好就行。
虽然客户把这个权利给了工厂,但也给工厂带来一定难度,要揣测客户的心态,自己要主动去创新设计一些东西。
在这点上,应尽快适应客户的这种要求)。
二、核价认真研究完工艺单后,安排进行核价,即填写核价单,在填写核价单时一定要清晰、认真,经过谁手该把关的没把好关的要负首要责任;建议跟单员最好整理一份工厂面料、纱支、克重、幅宽一览表,以便以后核价遇到相同的面料时,可按固定的工艺去填制核价单,英绣花价格最好也有价格一览表。
服装全套工艺单模板
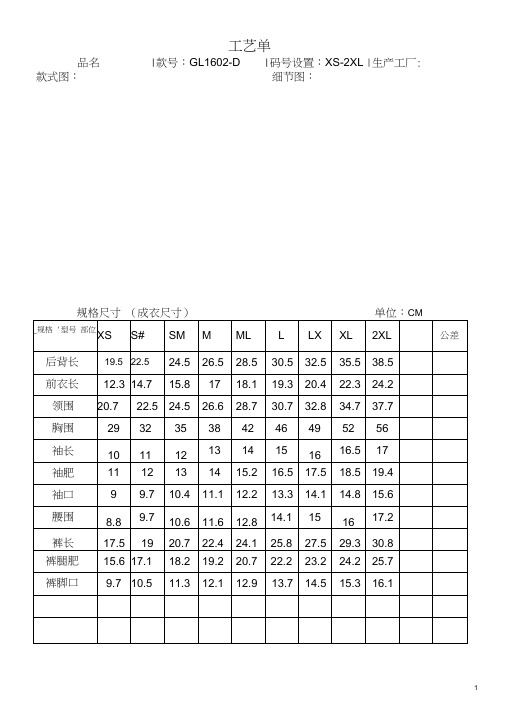
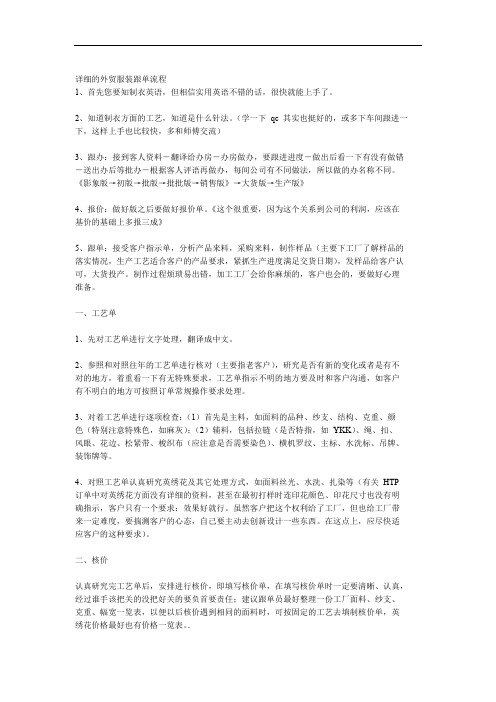
工艺单
品名|款号:GL1602-D |码号设置:XS-2XL |生产工厂: 款式图:细节图:
规格尺寸(成衣尺寸)单位:CM
面料、里料料率:
裁剪比例
辅料用料:
裁剪要求:
1、裁剪前面料、里料及配料提前24小时开卷醒料,检验面料有无原残、色差、纬斜、粗纱、跳纱、污点、短码及幅宽等
问题,如有问题不得自行处理,应及时与跟单员联系,待确定解决方案后方可下裁;
2、根据生产通知的料率、规格、号型、数量进行裁剪;
3、裁剪前要先验板、核对板数(样板与样衣核对),避免画皮时丢片、漏片,严格按照样版标明的纱向裁剪(如遇样衣和
样板纱向不一致时应及时与跟单员或公司联系),如遇倒顺绒面料;所有裁片要按公司要求而定;如遇格子面料应横向对格、竖向对称;如有款式需要则先把裁片荒裁;
4、铺料时各层松紧要一致,推刀时不能跑刀、重刀、漏刀,上下皮误差不超过0.3CM。
刀口不超过0.3CM (来去
缝除外)刀口齐全,针眼须先试打,不能使面料抽纱,成品针眼不外漏,打号字迹清楚,号印齐全不外露;
5、粘衬要顺色(特殊要求除外),根据面料调整温度,压力以不开胶、不起泡、不损坏面料质地、使衣服不起皱为原则;
6、裁剪中有一些样板是多号共用,有一些样板是面衬共用,敬请留意,并请保证样板的原貌。
缝纫工艺说明。
服装生产工艺单
服装生产工艺单服装生产工艺单一、设计和样衣制作阶段:1. 设计阶段:根据市场调研和消费者需求确定服装款式、风格和色彩等要素。
2. 样衣制作阶段:根据设计图纸进行剪裁、缝制和试穿,调整尺寸和版型,确保样衣贴合人体曲线。
二、面料采购和处理阶段:1. 面料采购:根据设计需求和预估销量确定面料款式、质地和颜色,选择可靠供应商进行采购。
2. 面料处理:根据面料特性进行洗涤、烫平和防缩处理,确保面料质量和服装的稳定性。
三、剪裁和缝制阶段:1. 剪裁:根据服装样衣的剪裁图纸,在纸样上进行裁剪,将面料剪裁成不同的部件和零件。
2. 缝制:将剪裁好的面料进行缝制,按照工序依次对不同部件进行缝纫,包括拼接、扣线、弹力带等。
四、辅助制作和装饰阶段:1. 配件制作:制作衬布、肩章、钮扣等辅助物料,并将其与服装部件进行缝合。
2. 装饰处理:根据设计需求添加绣花、印花、钉珠等装饰,提升服装的美观度和品质感。
五、整烫和质检阶段:1. 整烫:对已缝制好的服装进行整烫处理,除去面料和缝线上的皱褶和折痕,使服装平整挺括。
2. 质检:对整烫好的服装进行外观质检和尺寸合格性检测,确保服装的品质符合标准要求。
六、包装和出厂阶段:1. 包装:将质检合格的服装进行折叠、码垛、包装,并附上标签和吊牌,使其便于运输和销售。
2. 出厂:将包装完好的服装出厂,并按照订单和销售要求进行配送和物流处理。
七、售后服务阶段:1. 售后服务:提供售后保修、更换和退货服务,解决消费者在使用过程中遇到的问题和不满意之处。
八、环保措施和安全管理:1. 环保措施:采用环保的面料和材料,推行废弃物分类回收和节能减排措施,保护环境健康。
2. 安全管理:建立完善的安全管理制度,确保员工劳动安全和生产设备的正常运作。
以上是一份简要的服装生产工艺单,通过每个阶段的细致操作和质检,可以保证服装的质量和客户的满意度。
同时,环保措施和安全管理也是企业可持续发展的重要方面,需要不断改进和完善。
最完整的服装外贸跟单流程
完整的外贸跟单流程一、日常工作安排:1、全面了解并准备订单资料(客户制单、生产工艺、最终确认样、面/辅料样卡、确认意见或更正资料、特殊情况可携带客样),确认所掌握的所有资料之间制作工艺细节是否统一、详尽。
对指示不明确的事项详细反映给相关技术部和业务部,以便及时确认。
2、工作前需准备以下资料:颜色原样;原手感样;客人确认的小样(工厂第一次打的色样);原品质样;合同复印件(工厂的质量要求、标准、交期,数量等相关资料)。
二、工厂打颜色小样:跟单需做以下事情:1、按客供样(原色样)的颜色,要求工厂放小样,放小样必须有《打色通知书》,内容包括(对色光源、色牢度、染化料是否环保、打样版数、打样坯布及大小、打样坯布规格、完成时间)等。
2、打样坯布:打样坯布与大货一致,杜绝使用其它规格的坯布进行打样,针对大货生产特点,应考虑小样坯布是否进行砂洗或相关处理。
3、根据打样通知书,正确使用光源(如:D65、TL84、U3000等)避免跳灯现象,提高打样准确率。
4、根据客人或市场部要求,《打样通知书》须注明小样大小和版数(印花和色织要注明循环问题,色织小样要附纱样,基本上化纤类染色布都是打 A、B、C、D四个样)。
5、时间要求:染色烧杯样3天,印花样10天,色织样10天,特殊情况酌情解决处理。
6、文字说明:小样须贴在规定表格内(公司色样卡),根据打样通知书标明色号、色名、编号、送样日期等。
7、色样卡管理:妥善保管,防止褪色,编号放好,做到用的时候随时能找到。
三、中样或大货头缸样(生产大货前的第一次生产试样):中样或大货头缸样(如品质样、手感样、样衣面料等)应同大货一致,在条件许可情况下,应尽量模仿大货生产工艺,对所使用的染化料、助剂以及工艺流程要有记录,特别是面料门幅,要按大货生产程序进行拉幅定型、拨水,对所提供的中样或头缸一定要留样可查。
四、生产大货过程中:1、明确要求:明确订单合同的各项要求,物别是内外质量的标准要求和交期。
服装外贸【范本模板】

A。
服装外贸需备知识第一:语言第二:外贸专业知识,就是一些术语,L/C,T/T,D/P,CIF,FOB第三:专业知识。
你一定要知道你卖的是什么第四:市场知识,你所卖的产品的行业知识第五:销售知识。
也就是销售技巧说简单很简单,说复杂很复杂关键是在工作中不断学习, 善于总结一、工艺单1。
先对工艺单进行文字处理,翻译成中文。
英文很重要,平时多学习积累。
2。
参照和对照往年的工艺单进行核对(主要指老客户),研究是否有新的变化或者是有不对的地方,着重看一下有无特殊要求,工艺单指示不明的地方要及时和客户沟通,如客户有不明白的地方可按照订单常规操作要求处理。
3.对着工艺单进行逐项检查:(1)首先是主料,如面料的品种、纱支、结构、克重、颜色(特别注意特殊色,如麻灰);(2)辅料,包括拉链(是否特指,如YKK)、绳、花边、松紧带、梭织布(应注意是否需要染色)、横机罗纹、主标、水洗标、吊牌、装饰牌等。
4。
对照工艺单认真研究印绣花及其它处理方式,如面料丝光、水洗、扎染等(有关HTP订单中对英绣花方面没有详细的资料,甚至在最初打样时连印花颜色、印花尺寸也没有明确指示,客户只有一个要求:效果好就行.虽然客户把这个权利给了工厂,但也给工厂带来一定难度,要揣测客户的心态,自己要主动去创新设计一些东西。
在这点上,应尽快适应客户的这种要求)。
1.核实工艺单上客户要求的纱支、克重、幅宽或有关面料生产的生产难易度,主要是与染整厂沟通,落实确定后,明确面料有关资料,以便工艺人员核算用料时与染整厂核对面料幅宽、克重资料,注意面料的纱支与克重的对比,方便用料的核算.2。
工艺室人员进行有关工艺用量的计算,此时要对辅料情况(特别是百家好事客户对辅料一般都是指定厂家,要对辅料的价格进一步落实好,以免大货投产后出现价格上的差异)进行详细解说,问明客户哪些辅料属于客供及印花的种类及绣花线的种类,避免遗漏,客户有特殊要求的,更是需要特别说明。
3.生产车间对照工艺单,进行生产量及加工费的计算,由于车间是参照工艺单进行计算,好多内容仅是“纸上谈兵”,因此有条件的尽可能提供样衣,对于工艺单上或是客户特别指示的,要一并详细告知(最好是书面)生产部门,以便尽可能核算准确.4.汇总资料,核算价格。
外贸服装的基本流程

外贸服装的基本流程:一、工艺单1先对工艺单进行文字处理,翻译成中文.2参照和对照往年的工艺单进行核对(主要指老客户),研究是否有新的变化或者是有不对的地方,着重看一下有无特殊要求,工艺单指示不明的地方要及时和客户沟通,如客户有不明白的地方可按照订单常规操作要求处理。
3对着工艺单进行逐项检查:(1)首先是主料,如面料的品种、纱支、结构、克重、颜色(特别注意特殊色,如麻灰);(2)辅料,包括拉链(是否特指,如YKK)、绳、扣、风眼、花边、松紧带、梭织布(应注意是否需要染色)、横机罗纹、主标、水洗标、吊牌、装饰牌等。
4对照工艺单认真研究英绣花水洗等其他要求,如面料丝光、水洗、扎染等。
二、核价认真研究完工艺单后,安排进行核价,即填写核价单,在填写核价单时一定要清晰、认真,经过谁手该把关的没把好关的要负首要责任;建议跟单员最好整理一份工厂面料、纱支、克重、幅宽一览表,以便以后核价遇到相同的面料时,可按固定的工艺去填制核价单,绣花,水洗等价格最好也有价格一览表。
不确定的价格及时同供应商询价。
1核实工艺单上客户要求的纱支、克重、幅宽或有关面料生产的生产难易度,主要是与染整厂沟通,落实确定后,明确面料有关资料,以便工艺人员核算用料时与染整厂核对面料幅宽、克重资料,注意面料的纱支与克重的对比,方便用料的核算。
2工艺室人员进行有关工艺用量的计算,此时要对辅料情况(特别是客户指定厂家的原材料,要对价格进一步落实好,以免大货投产后出现价格上的差异)进行详细解说,问明客户哪些辅料属于客供及印花的种类及绣花线的种类,避免遗漏,客户有特殊要求的,更是需要特别说明.3生产车间对照工艺单,进行生产量及加工费的计算,由于车间是参照工艺单进行计算,好多内容仅是“纸上谈兵”,因此有条件的尽可能提供样衣,对于工艺单上或是客户特别指示的,要一并详细告知(最好是书面)生产部门,以便尽可能核算准确。
4汇总资料,核算价格。
由于核价员习惯于按照自己知道的资料进行核价,因此在客户有特殊要求的时候,一定要有明确指示并做相关提醒,如面料有特殊要求(有无水洗等),辅料比较奇特,特殊油印绣花价格等.所有这一切,都必须详细准确的写到核价资料或者是工艺单里,以便以后备查。
服装工艺单翻译【范本模板】
工艺单常用单词ACCESSORY 辅料ADD PINCES 冒顶加褶ARMHOLE 挂肩/袖笼ARMHOLE HARF CIRCUMFERENCE 挂肩弯量APPLIQUÉ嵌花贴花缝花ALL OVER PRINT/AOP 满印APPLICA TION 贴补APPLICA TION IS FINISHED WITH A RAW CUTPER A TTACHED SKETCH贴补毛边按附图ACID WASH 酸洗APPLICA TION PIQUET 网眼贴布ASSORTMENT 搭配ARTICLE CODE 款号ARTICLE DESCRIPTION 款式描述ARRANGE INSERT WIDTH MEASURE REMOVING EXTRA FABRIC加宽并取消多余的部分AS PER NEW SIZE CHARTS 见尺码单ANTI-THEFT SYSTEM 防盗标BACK HANGTAG BARCODE STICHERS 吊牌贴BARCODE STICKER 条码贴BEAD 珠BIB 围嘴BINDING 包边BLU STUDS 蓝色烫石BOW 蝴蝶结BOTTOM LEG CIRCUMFERENCE 裤口弯量BEIGE 米色BABY OVERLOCK 小锁线BINDING 拉边BOTTOM PART BEGIN UNDER THESTITCHING 拼接BOTTON INTO EMBROIDERY 绣花中的扣子BULK FABRIC 大货布BUCKLE LOOP 扣环,钮圈BICEPT 袖肥BACK NECK DROP 后领深BUST 胸围BOTTOM LEG SLIT HEIGHT BORDER EXCL。
裤腿开口高不含拉边CAP SNAP =COVERED BUTTON 盖扣CARE LABEL———C/C 洗涤CENTRE BACK LENGTH UPTO CROTCH POINT后中长到裆点CHEST HALF CIRCUMFERENCE FASTENED胸围CHENILLE 割绒COVER STITCHING 包缝COVER NECK TAPE 领条COLLAR PIPING 领牙COLLAR UPPER PART 领面COLLAR UNDER PART 领里COLLAR PROFILE 领轮廓COLLAR WIDTH ON CENTRE BACK 后中领宽COLLAR CIRCUMFERENCE(STRETCHED)MINIMUM最小伸展领围COUNTER SAMPLE 头样CONTRAST COLOR 撞色COMPOSITION/FABRIC 成分CROTCH 裆叉CORD INTERLOCK 横抽棉毛CRYSTAL 钻CUT AND SEWN 拼接CUFF 袖口COTTON DRAW STRING 棉绳CHENILLE DEVORÉ提花割绒CHENILLE Y/D+NORMAL CHENILLE 色织+素色割绒CROQUET 花边CB 后中COLLECTION 季节CLRWY/COLOUR WAY 颜色组COLOR CODE 色号CROSS WORKMANSHIP 交叉领做工DÉCOR LABEL 装饰标DIMENSION 尺寸DUNGAREE 背带DYE TO MA TCH/DTM 顺色DARW SRING 绳DIM/DIMENSION 尺寸DESCRIPTION 货描DELIVERY DATE 交期DRAWSTRING 腰绳EMBROIDERY 绣花ENCLOSED O/SAMPLE AND P/P(PAPER PA TERN) 附原样加纸板EDGE RIB WIDTH 边罗纹宽ENZYME 酵涑洗EMBRO WOOL EFFECT 绣线(秀出毛线效果)ELASTAN 氨纶EMB DISL 绣带ELASTIC CORD 橡皮筋ESTIMATED TIME OF DEPARTURE/ETD 船舶预计离港时间ESTIMATED TIME OF ARRIV AL/ETA 船舶预计抵港时间FTYS 工厂FLAG LABEL 侧标FLEECE STRETCH BRUSHED INSIDE 内起绒弹力棉绒FILM 胶片FRONT TRUNKS TAPES 前部爬条FLAPPING 活动的FABRIC SWATCH 面料样FLOCK PRINT 植绒印花FALSE DUNGAREES 假背带裤FITTING 效果FISHBONE TAPE/HERRINGBONE DRAWSTRING 人字带FINISHING 后处理FOR ALL SZS 适用于所有尺码FELT 毡布FRONT RISE INCL。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5、拉布:面料缺米在1%内请做好记录,如超过1%请上报技术部,拉布丝路要直顺平服。
二: 缝制工艺要求:
常规工艺说明:明线3CM9针、暗线3CM12针、机针均用11号;线迹均匀美观、无浮线;明
线无接线、跳针、滑线现象.备注: 各组长或外加工必须综合分析样板、样衣、生产工
艺单,认真核对贯彻生产工艺,如有不明不符之处及时上报技术部。 1、针迹:全件止口均为1CM,针距统一按要求调试好,明、暗线均为配色细线;里布套好成品洗
5、包装:严格把好品质关,控制线头、油污、破痕、次品入袋,袋内要放一个干燥剂。
四、颜色、尺码裁剪配比
尺码 颜色
颜色
S
M
L
XL 总件数
装箱标准
配比
1
2
2
1
1、每件独立1袋
黑色 BLACK 818
1636
1636 818 4908 2、6件1中包
浅棕色 CARAMEL 120
240
240 120 720 3、包装方式A:S-XL(1:2:2:1)
巧克力色CAFE 312
624
624 312 1872
合计:7500件
裁剪配比 颜色
M
L
XL 2XL 总件数
装箱标准
配比
1
2
2
1
1、每件独立1袋
黑色 BLACK 818
1636
1636 818 4908 2、6件1中包
浅棕色 CARAMEL 120
240
240 120 720 3、包装方式B:M-2XL(1:2:2:1)
4粒
袖口 G 20.3 20.9 21.5 22.2 22.8 23.5 土0.6
部位名 部位字母
称
S
洗水后尺寸(CM)
M
L
XL 2XL 3XL 公差
胸围袖4 127 134.6 142.2 土1.2
设 计:余
红
摆围 B 76.2 83.7 88.9 96.5 104.1 111.7 土1.2
水。领、袋口、袖口、下摆罗文先预缩再按版改准后装,门襟拉链装之前需整
烫预缩;大货里布套好成品洗水。
2、前后片:左前胸、及下口袋、按板及尺寸位置开准,下袋布要订针,袋口要封,边压0.1CM单线,
上袋装饰标车袋布前连罗文一起订好,装门襟拉链时水洗皮正身按缩率吃水要均
匀,装好不露齿,不重叠,拉链洗后要平服直顺;前后袖隆分割拼好边压0.1CM线。
1枚
后中长 C 68.6 69.9 71.3 72.6 73.9 75.3 土0.6 洗水标
1枚
肩宽 D 46.4 47.7 49.6 51.5 53.4 55.4 土0.6 吊牌
1副
后中袖长 E 92.4 93.7 95.6 97.7 99.8 101.7 土0.6 门襟拉链
1条
袖肥 F 41.2 42.5 44.4 46.3 48.3 50.2 土0.6 五爪扣
订单号:9250SH
温州市欧曼服饰有限 公司
款号:5M1260
订单数:15000件
品名:水洗皮男式夹克(第三批) 客 户 :HP
面 料:水洗皮
重 量:
下单日期:2010/7/20交货期:9、15尺日寸单位: cm
一、裁剪要求:
1、排版:在排版前必须按工艺要求核准样版,用料要节约,必须控制在客户规定计划内方可排料;
巧克力色CAFE 312
624
624 312 1872
合计:7500件
温州市欧曼服饰有限公司工艺单
5M1260(第三批)款式效果图
黑色、棕色、巧克力洗缩均为:横2%、直4%;
部位名称 部位字母
洗水前尺寸
辅
料
S
M
L
XL 2XL 3XL 公差 名 称 规 格
单件用量
胸围袖 隆下1
A
108.3 113.4 121.2 128.9 136.6 144.3 土1.2 主唛
1枚
摆围 B 77.3 84.9 90.2 97.9 105.6 113.4 土1.2 码唛
口对好,领大、小袢按版做订准、小袢订好两边要对称;下摆罗文套好洗水,装时拔开要均匀。
5、洗水麦订左里侧缝罗文下摆净上15cm. 主标两边折光0.1CM线订后领贴居中,尺码放在主唛下面
居中。
水洗皮洗水工艺:酵素洗,肩袢底扣半成品打、面扣及前领扣均待成品洗
水回来后订;备注:拉链头在右边;里布套好成品洗水,后整需首发洗头缸30件
2、压衬部位:上袋口*1、下袋口*2、前下摆*2、用近色纸衬。
3、验片:要严格检验布料品质,如有色差、边差或倒顺光及倒顺毛请按色差、边差或顺光、顺毛排料;
如面料有麻点、油污次品、或短缺码严重杜绝复料。
4、裁片:要端正,切勿偏刀;确保裁片清洁无污:杜绝有画粉和其他污渍,保证裁片平整干净;各裁
片刀口不漏打,深0.3CM;样版不得擅自更改,如有不明之处请与公司技术部相关人员联系。
后中长 C 肩宽 D
66 67.3 68.6 69.8 71.1 72.4 土0.6 45.7 47 48.9 50.8 52.7 54.6 土0.6
工艺师:李 德 华
后中袖长 E 袖肥 F
88.9 90.1 92 94 96 97.8 土0.6 40.6 41.9 43.8 45.7 47.6 49.5 土0.6
确认里布是否会破、再洗大货;各组长、组检洗水前的尺寸按工艺单控制好。
三、后整要求:
1、锁眼和订扣:领、肩袢环形四合扣按板位置打准。
2、修线:各部位线头必须修理干净,确保成品清爽整洁。
3、大烫:各部位整烫平服,烫斗要带里布垫,烫后要有亮光效果。
4、检验:按工艺要求对后整成品100%全检,确保每件产品合格出厂。
打版师:占 志 方
袖口 G 门襟拉链
19.7 20.3 20.9 21.6 22.2 22.8 土0.6 58.5 59.5 60.5 61.5 62.5 63.5
样衣工:魏
娇
上袋
10 10 10 10.6 10.6 10.6 土0.2
下袋
16.5 16.5 16.5 17.7 17.7 17.7 土0.2
3、侧肩缝、袖子:两侧肩及袖底缝合缝拼好往后倒、边压0.1CM线;肩袢按版做订准,边压0.1CM线
,大袢与正身订好有缝的一边方向在前片;装袖各刀口对好,袖山圆顺,两袖走势一致,
袖子装好正身压0.1CM单线要平服,袖隆上下要放里布条订针,订好净长2CM;袖口罗文接好条文
要直顺、分缝,装时拔开要均匀。
4、领、下摆:领罗文烫好衬按工艺版画做准,领里挂袢做好净宽0.6CM、净长6CM,装领合缝装、三刀