服装工艺单模板(女装)
女外套生产工艺单
59
经向%
用线
车缝线:60番
袖口
25
纬向%
拷边线:80番
袋口
13.5
品质表示:
锁眼:
圆头平头 平打圆头
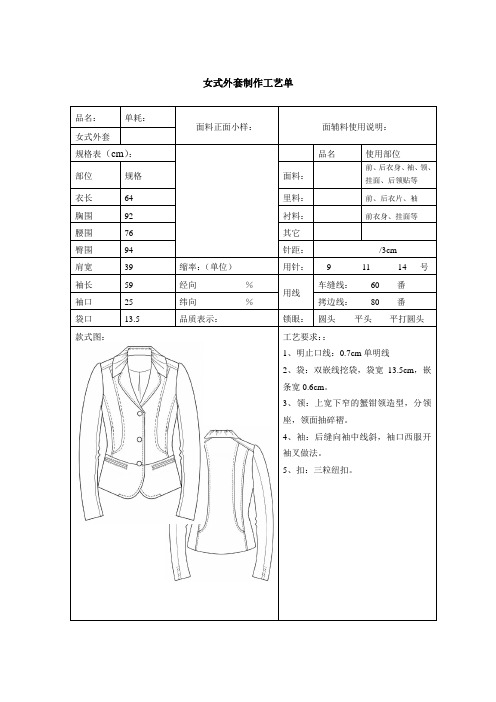
款式图:
工艺要求::
1、明止口线:0.7cm单明线
2、袋:双嵌线挖袋,袋宽13.5cm,嵌条宽0.6cm。
3、领:上宽下窄的蟹钳领造型,分领座,领面抽碎褶。
4、袖:后缝向袖中线斜,袖口西服开袖叉做法。
5、扣:三粒纽扣。
后缝向袖中线斜袖口西服开袖叉做法
女式外套制作工艺单
品名:
单耗:
面料正面小样:
面辅料使用说明:
女式外套
规格表(cm):
品名
使用部位
部位
规格
面料:
前、后衣身、袖、领、挂面、后领贴等
衣长
64
里料:
前、后衣片、袖
胸围
92
衬料:
前衣身、挂面等
腰围
76
其它
臀围
94
针距:
/3cm
肩宽
39
缩率:(单位)
用针:
91114号
T恤工艺单

生产工艺单订单号:FZ/T11.7-2014品牌:沽古尺寸规格(CM)衣长42胸围88领围32肩宽34袖长18袖口32生产品种:女T恤款号:AR81301-36 品名:日期:2014.11.19 古典双层T恤效果图排料图面辅料名称规格数量颜色部位面料棉100%橙黄整身衬线棉卷米白整身半透白纱,除袖子外覆盖整身。
设计师/打版师/推版师/样衣师/工艺员/签发人/操作工艺要求验布排料1•检验布料上是否有瑕疵是否有逆顺光。
2•以最省料为准。
裁剪1、裁剪前先缩水。
2•注意节省,不要浪费。
缝制1•白纱前片和面料前面对齐,车缝,线要顺,车缝1cm,分缝儿烫平,注意借助工具。
2•归拔前片腰节处,归拔处变长,变成立体,归臀位线,归拔要走S形轨迹,不能超过腋下片腰节线的1\2。
3•缝制后片,白纱后片与面料后片相对、对齐、车缝,缝合后中缝、缝份1cm,分缝烫平。
4•整烫前片折叠下摆,车缝1cm,注意平整。
5•缝合肩缝和侧缝,前后片对齐、缝合侧缝、车缝 1.2cm,分缝烫平,前后片对齐、缝合肩缝、吃着后片、车缝1cm,向前片弧线状分缝烫平。
5•做袖子:缝合大小袖内侧缝、车缝 1.2cm、正面对齐、分缝烫平、按小袖弧线分。
缝合大小袖外侧缝正面相对、外侧缝相对、车缝1・2cm、分缝烫平、注意外侧缝弧度。
扣烫袖口贴边。
整理1•各部位熨烫平服、整洁、无烫黄、水渍及亮光。
2.领型左右基本一致,折叠端正。
3•—批产品的整烫折叠规格应保持一致。
尺码标170/84A 商标洗涤吊牌其他。
服装生产工艺制单
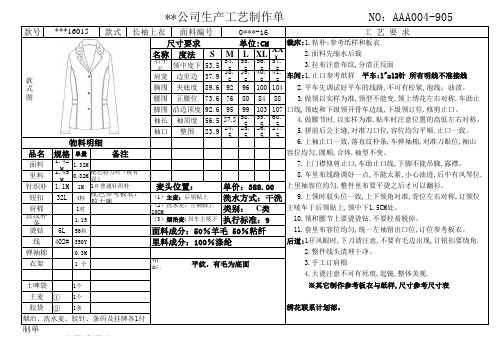
1.45M 0.82M 配色特力丝(板有误) 1.1M 32L
1M 1#普通针织朴
4粒 配色参考板衣,一粒士啤 1对 1.15
6L
56粒
402# 350Y
0.3M 1 个
单价:388.00 上里袖容位均匀.整件里布要平烫之后才可以翻衫。 (1)主麦:后领贴上 9.上领时驳头位一致,上下领角对准,骨位左右对称,订领位 洗水方式:干洗 主唛车于后领贴上,领中下1.5CM处。 (2)洗水麦:左侧脚上10CM 类别: C类 (3)烟治麦: 吊车主唛下 执行标准:9 10.领和腰节上要烫烫钻.不要轻易脱掉。 11.套里布容位均匀,统一左袖留出口位,订位参考板衣。 面料成分:50%羊毛 50%粘纤 后道:1开风眼时,下刀请注意,不要有毛边出现,订钮扣要绕角. 里料成分:100%涤纶 麦头位置:
品名
面料 里料 针织朴 钮扣 肩棉 直纹朴条 烫钻 线 弹袖棉 衣架 士啤袋 主麦 胶袋
物料明细 规格 单量
1.42M 1.32M
6.上袖止口一致,落直纹朴条,车弹袖棉,对准刀眼位,袖山
备注Biblioteka 容位均匀,圆顺,合体.袖型不变。 7.上门襟修剪止口,车助止口线,下脚不能吊脚,露襟。 8.车里布线路调好一点,不能太紧,小心油迹,后中有风琴位.
2.整件线头清理干净。 布板: 平纹,有毛为底面 3.手工订肩棉 4.大烫注意不可有死痕,起镜,整体美观. ※其它制作参考板衣与纸样,尺寸参考尺寸表 绣花联系计划部。
1个
①
1个
1条 ② 烟治、洗水麦、胶针、条码及挂牌各1付
制单下发:
款
工艺制单:
工艺审核:
审批:
款
**公司生产工艺制作单
***16015 款式 长袖上衣 面料编号 尺寸要求 S 名称 度法
女外套的工艺单
成衣工艺说明
1.领子缝合注意要领面对里料,领底对面料,全部是正面对正面。
2.领面熨烫平服,丝绺拔正,领止口顺直,不反吐
3.左右片门襟和止口下摆处是直下摆可以向内略缝,止口出缝制 5.5CM 然后打剪口
4.里料和面料缝制长短的注意一般里料要比面料在长度方面少 1CM,而围度方面要多出一些活动量
5.袖口对位的时候一定要打打刀口
女外套制作说明
姓名:王海 班级:苏大服装艺术设计(2013)
款式说明
服装为适身型、平驳领、六开身、双排四粒扣、斜插袋、后中破缝、
两片袖
号型
部位
S
L
75
B
92
N
37
S
39
SL
55
前腰节长
39
h1
3
h2
4.5
规格表
M
L
档差
80
85
5
94
96
2
38
39
1
40
41
1
56
57
1
40Βιβλιοθήκη 410.533
0
4.5
4.5
商标应贴于右下角
缝制工艺流程及机种
烫衬,拼合前中和侧片(面、里),缝合前后片(面、里),拼合侧缝(面、里),固定底边,做领子,上领子
做袖子,上袖子,锁扣眼,钉扣子,上标签,熨烫整理,检验包装,
机种;缝纫机 ,拷边机。
辅料单
名称
规格
数量(单件)
14.各部位烫平,无极光,表面不起泡,不起皱,各部位整洁无污迹,无线头,无断针,断线, 15 后片的放量是 1.5cm, 16 所有拼缝过的,一般都需要烫分开缝 17 在上袖子的时候可以事先缝制一个斜丝为 35CM 的造型条,显得肩部挺括。圆顺
女衬衫工艺单
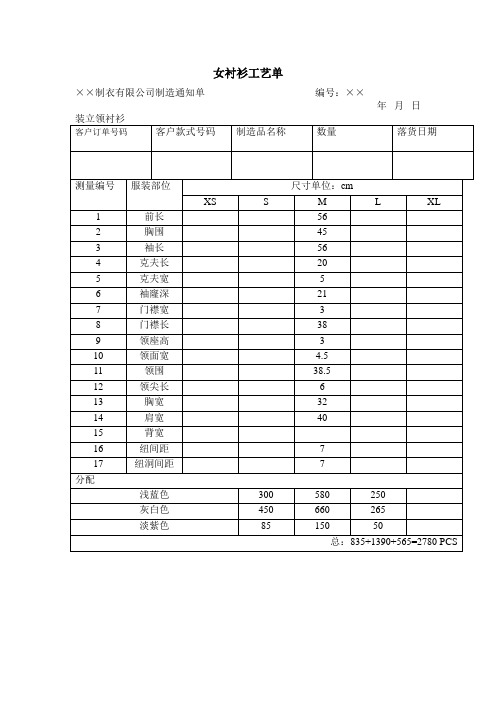
女衬衫工艺单××制衣有限公司制造通知单编号:××年月日××制衣有限公司制造通知单编号:××××××年×月×日女装企领衬衫××制衣有限公司制造通知单(第一页) 编号:×××××女衬衫缝制工艺(一)女衬衫缝制工艺顺序(1)准备工作:做缝制标记,粘衬。
(2)做前片:缝合公主线,烫外门襟、里襟,荷叶边锁边、抽细褶,缉缝门里襟(夹装荷叶边)。
(3)做后片:缝合左右刀背缝。
(4)做袖:做袖开衩,袖山做裥,做袖克夫。
(5)做领:做上领和底领。
(6)组合:合肩缝、绱领、绱袖、装袖克夫、卷底边、剪线头。
(7)后道工序:锁眼、钉钮、整烫、检验、包装。
(二)女衬衫的缝制1.缝制准备工作(1)粘衬:可在缝制前粘好所有的衬,也可以在缝制各部件时分别粘。
根据工艺单的要求,在领面、领底和袖克夫面上粘GP-6衬。
(2)作缝制标记➢前片:外门襟宽、袖的对位眼刀、底边贴边宽、荷叶边缝制标记,公主线在腰线处对位眼刀。
➢后片:后领圈中心,刀背缝在腰线处对位刀口。
➢袖片:对肩眼刀、对位刀口工艺说明(1)荷叶边抽细褶:平缝机针距调最大,留10cm 线头,以0.5作缝缝荷叶边一侧,缝完后也留一段线头,然后用手轻轻抽线,直到想要的疏密程度及长度。
(2)烫门里襟:门里襟宽窄按刀眼,从上向下烫,再在门襟上缉压明线,止口按工艺单要求为0.2cm,里襟缉1.3明线。
后片的缝制 后片刀背缝采用外包缝,机缝时要注意刀眼在腰线处的对位,采用0.8cm 作缝,熨烫要平整。
袖开衩工艺工艺说明(1)扣烫好大小袖衩,注意扣烫好的袖衩底比面宽出0.1cm。
(2)先装里襟小袖衩,袖衩比小三角的底边高出1cm,缉0.1cm明线直到三角底边,再在袖的正面将小三角的底边和小袖衩缉合。
服装生产工艺单(已完成)

部位XS S M L XL 衣长4445464748胸围7879808182领宽2727.52828.529背长3636.53737.538肩宽2121.52222.523袖长4546474849袖口大2424.52525.526腰围5859606162原辅料规格数量颜色长吊牌1涤棉布蓝色吊牌1涤棉线蓝色所有缝线主唛1纽扣6黑色尺码标1无纺衬4.整烫:整烫要平服,不起皱,无极光。
一批产品的整烫折叠规格应保持一致。
5.检测与包装:领口圆顺,左右袖对称大小一致,商标,标记清晰端正。
成衣熨烫平挺,折叠平 服端正。
衣身保持清洁,无线头。
每一批产品的包装要统一!编制: 复核: 批准人:1.裁剪:核实裁剪数量正确,并按样板裁剪。
拉布平整,一顺拖料,布边一边对齐,注意倒顺光 面料色差,各部位刀眼钉眼对齐,丝绺顺直。
打号清晰,位置适宜,不得漏号!2.缝纫:针距4/1CM。
此款领为衬衫领,领边压0.5CM明线,领座压0.1CM明线。
肩缝压0.5CM明线 18CM袖中位外钉袖贴内钉袖袢。
前门襟压0.1cm明线,按钉眼位打扣打扣眼。
衣身与裙身拼接, 宽2.5CM。
裙摆卷边压1.5CM明线,后背拼接平整压0.5CM明线。
3.订标:配色线车尺码标于后领中下边1.5CM处,洗标在穿起左边侧缝下起15CM线头修.剪干净,部位全部衣身袖贴,门襟门襟,袖贴,领工艺要求服装工艺生产单订单号: hh001 品牌: hdlf 款号: 001 品名: 女装夹克 日期尺寸规格(CM)日期:面料贴样倒顺光及CM明线向后倒。
袖口上。
拼接,腰部镶橡筋,橡筋干净,无污迹。
折叠平人:。
女西装生产工艺单1

女西装生产制造通知单
合同号款号款式数量交货期制表期
刀背女西装1000件2013-12-30 2013-6-14 规格尺寸(厘米)款式图
部位S M L 档差
衣长66 68 70 2
胸围92 96 100 4
腰围76 80 84 4
臀围100 104 108 4
肩宽38 39 40 1
领大35 36 37 1
袖长52.5 54 55.5 1.5
袖口13.5 14 14.5 0.5
腰节39 40 41 1
袋盖宽 5 5 5 0
颜色/尺码分配
颜色S M L 总数
白色60 340 600 1000
面辅料耗用
名称规格颜色数量使用部位备注
双面呢 1.44米(幅宽)白色 1.6米大身、袖子、领子、袋盖
舒美绸 1.44米(幅宽)白色 1.5米大身、袖子里布
有纺衬 1.44米(幅宽)白色1米前身,挂面,底边,袋盖面,袖口
无纺衬0.5米腰袋嵌线,领面里,开袋位
口袋布白色口袋
车缝线白色1500米全部车缝线
垫肩1副肩部
牵带2米
纽扣22mm 古铜色4个前门襟
袖山条1副袖山
主唛白底黑字1个车于后中距领边向下5厘米
洗唛连尺码白底黑字1个车于右袖窿里向下5cm
吊牌1个前中第一只纽眼上
胶袋1个一件入一胶袋
纸箱
制单:审核:。
服装工艺单模板(女装)
品名
规格
数量
使用部位
部位
颜色
编号
辅料
塑料袋
1个
原料颜色编号
面
商标
1个
洗涤
1个
尺码号
1个
里
吊牌
1个
吊牌坠
1个
嵌条
0.5cm
20cm
衬
装饰钻
1付
辅料
部位
纱向
数量
部位
纱向
数量
部位
纱向
数量
裁剪详情
前面
直
1
前领贴衬
横
1
后面
直
1
袖面
直
2
前领贴
横
1
后领贴
横
1
领口花边
横
1
子口花边
横
4
粘衬处必须放荒、根据面料性质决定醒料时间
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
外观要求
领口园顺,上袖子园顺,产品外观整洁,确保成衣规格。
垫肩
无
包装
平装
注意
事项
1、领口园顺、平服。
2、上袖子园顺左右对称。
3、平整时注意不要拉抻。
4、严格按工艺要求制作,确保成衣规格。
制表人:X X X审核人:X X X日期:X X X X年X X月X X日
商标
订在后领贴正中。
洗涤
夹缝在左侧缝距下摆10cm处。
吊牌
拴在尺码标处。
洗涤方法
水洗。
缝纫方法
缝纫面
1、合肩缝直顺,双包后倒缝烫平,小肩规格左右对称。
2、领口夹缝本料花边,抽花边褶量均匀宽窄一致。花边净宽:1.5cm,勾领口园顺里面平服。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纤条位置
肩缝。
缝 份
下摆、袖口贴边宽:5cm,侧缝开叉缝份:1.5cm 其余部位均1cm。
商 标
订在后领贴正中。
洗 涤
夹缝在左侧缝距下摆10cm处。
吊 牌
拴在尺码标处。
洗涤方法
水洗。
缝 纫 方 法
缝 纫 面
1、合肩缝直顺,双包后倒缝烫平,小肩规格左右对称。
2、领口夹缝本料花边,抽花边褶量均匀宽窄一致。花边净宽:1.5cm,勾领口园顺里面平服。
袖口边至肩袖点
袖口
21
22
23
24
25
26
21.2
21
22
23
24
25
26
袖口边一周
小肩宽
6.1
6.6
7.1
7.6
8.1
8.6
6.5
6.1
6.6
7.1
7.6
8.1
8.6
袖肩点至肩领点之间
样板数量
面:/块
里:/块
衬:/块
净板:/块
配色:/块
总计:/块
X X X X X X X X X X X公司《成衣缝制工艺单》第①页
106.5
110.5
114.5
94
94.5
98.5
102.5
106.5
110.5
114.5
底摆边一周
肩宽
34.8
35.8
36.8
37.8
38.8
39.8
34.5
34.8
35.8
36.8
37.8
38.8
39.8
后身两肩袖点之间
袖长
42
43
44
44.4
44.8
45.2
42
42
43
44
44.4
44.8
45.2
第②页
品名
规格
数量
使用部位
部位
颜色
编号
辅 料
塑料袋
1个
原料颜色编号
面
商标
1个
洗涤
1个
尺码号
1个
里
吊牌
1个
吊牌坠
1个
嵌条
0.5cm
20cm
衬
装饰钻
1付
辅料
部位
纱向
数量Βιβλιοθήκη 部位纱向数量部位
纱向
数量
裁 剪 详 情
前面
直
1
前领贴衬
横
1
后面
直
1
袖面
直
2
前领贴
横
1
后领贴
横
1
领口花边
横
1
子口花边
横
4
粘衬处必须放荒、根据面料性质决定醒料时间
7、子口花边处粘装饰钻,粘钻位置准确、牢固。
8、包缝线整齐,宽窄一致,不能接线,线迹美观。
9、平整时不能拉抻,确保成衣规格。
外观要求
领口园顺,上袖子园顺,产品外观整洁,确保成衣规格。
垫肩
无
包装
平装
注意
事项
1、领口园顺、平服。
2、上袖子园顺左右对称。
3、平整时注意不要拉抻。
4、严格按工艺要求制作,确保成衣规格。
前肩顶点至底摆边
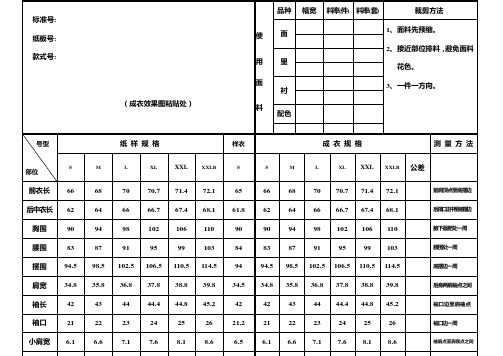
后中衣长
62
64
66
66.7
67.4
68.1
61.8
62
64
66
66.7
67.4
68.1
后领口正中至底摆边
胸围
90
94
98
102
106
110
90
90
94
98
102
106
110
腋下最肥处一周
腰围
83
87
91
95
99
103
84
83
87
91
95
99
103
腰围处一周
摆围
94.5
98.5
102.5
标准号:
纸板号:
款式号:
(成衣效果图粘贴处)
使用面料
品种
幅宽
料率(件)
料率(套)
裁剪方法
面
1、面料先预缩。
2、接近部位排料,避免面料花色。
3、一件一方向。
里
衬
配色
号型
部位
纸样规格
样衣
成衣规格
测量方法
S
M
L
XL
S
M
L
XL
前衣长
66
68
70
70.7
71.4
72.1
65
66
68
70
70.7
71.4
72.1
部 位
使用缝线
针距3cm
扣 眼
裁 剪
名 线
50/2涤纶
14针
扣眼线
暗 线
50/2涤纶
14针
打 结
缝线包
50/2涤纶
9针
钉 扣
手 针
50/2涤纶
1.5针(暗纤)
其 它
粘 衬 部 位
前领贴。
温度:C
时间:S
压力:KG
包 缝 部 位
单包
前、后领贴下口、侧缝开叉。
双包
肩缝、侧缝、袖笼、袖缝、子口花边。
第③页
3、合侧缝直顺宽窄一致,侧缝开叉净长:11cm,开叉长短一致、左右对称,开叉处缉缝0.7cm
明线。
4、袖山按样板位抽褶,上袖子园顺左右对称,袖笼袖缝双包倒缝烫平,袖口贴边宽5cm,袖口用
绷缝机纤缝。
5、下摆贴边宽5cm,用绷缝机缉缝,明线宽窄一致,平服,不能有毛茬现象。
6、勾子口花边园顺宽窄一致,前面大身按样板位订缝花边,花边位置准确、左右对称。