关于大锻件加热的火耗系数
关于钢铁在连续铸造期间金属铸件的传递系数的分析
关于钢铁在连续铸造期间金属铸件的传递系数的分析关于钢铁在连续铸造期间金属铸件的传递系数的分析铸件的热传递系数是由逆行方式决定,而且与加工环境和钢的碳当量有关。
实验数据是通过安置在铸件上合适的位置的热电偶测量在连续铸造机械中的铸件的温度获得的,温度和先前通过数控模具模拟的固化和热传递过程的模件相比较。
结果是,数据模具计算出在经过加热铸造的金属分界面带有不同工艺参数的热传递系数。
这个结论使对于分界面金属热传递系数的计算的表达式的决定成为可能。
这些热传递系数包括钢的等级、铸件表面、铸造速度、铸件的斜度、铸件断面和不同工艺参数的浇注温度的影响。
关键字:连续铸造、热传递系数、数字模具、钢的固化简述为了理解热传递系数,知道从金属到冷却流体的过程中热传递是如何发生是很重要的,对于热热传递的全面分析,必须先分析每个热传递结构的相关影响,在这个方面,包括液态和固态金属、润滑剂,在金属分界面的气隙以及铸件壁和冷却流体都可认为是由于温度的变化而来的。
沿着铸件壁形成固态金属层可视为增加的阻止热量流出的障碍物,也就是说,这是一种可以增加固态层在控制全部液体的热量方面的影响热阻,然而,在这个系统中,铸件壁并不是一个重要的控制热量的热阻,因为,除了壁厚的光度的要求,铸件的材料,一般是铜和它的合金,由于它们的高导热性所以有很高的传递热量的能力。
对于金属和铸件之间的热联系,可以从三个地方观察到,一是从凸凹面到被铸粉层把液态金属和铸件分离开的凝固的初始点,第二是固态金属间有很好的热联系,第三是有液态金属在固液分界层产生钢铁水静压力的铸件壁,此外,它的行为对铸件的表面质量有重要影响,在第三点,也可以认为是一种物理分层或者是在金属铸件间形成明显的气隙,使热量传递比较困难,分离能根据刚的化学结构和它内部的戴表粘附和松缩趋势的铁素体而变化。
钢的固化的开始伴随着铁素体δ或者奥氏体γ生成,对于碳钢而言,包晶反应L+δ=γ发生在碳含量在0.09%到0.53%之间的时候,它的反应强度可以通过添加负责奥氏体形成的C、N、Ni、Mn、Cu元素获得,由于铁素体δ和奥氏体γ热物理特性的不同,包晶反应会产生不良现象,比如说加压、容积变化、隔离和固体沉淀,如图1所示的铁素体δ先形成的包晶反应,是由于L+δ=γ反应产生的奥氏体γ的压缩。
第三章 锻前加热、锻后
三、加热缺陷及防止
坯料在加热过程中因加热工艺、操作等原因所引 起的常见加热缺陷:氧化、脱碳、过热、过烧和裂 纹等。 1. 氧化 在高温下金属和炉气中的氧化性气体发生化 学反应,在坯料表面生成氧化膜(皮)。 (1)影响氧化的因素 1)炉气性质 炉气性质取决于燃烧是的空气供给量L实。 α >1时,炉内呈氧化性气氛,促使氧化皮生成; α <1时,炉内有过量的CO、H2,呈还原性气氛,坯 料氧化很少,甚至不氧化。 Fe + 1/2O2 FeO Fe + CO2 FeO+CO Fe + H20 FeO+H2 FeO + 1/2 O2 Fe 3O4 2Fe 3O4 + 1/2 O2 3Fe2o3
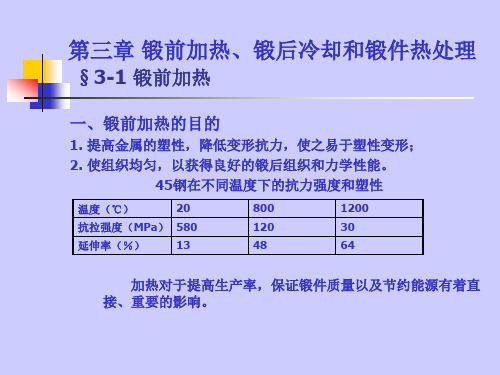
加热对于提高生产率,保证锻件质量以及节约能源有着直 接、重要的影响。
二、加热方法
根据加热时的能源性质不同,加热方法可以分为火焰加热和电加热 两大类。
1. 火焰加热
利用燃料(煤、焦炭、重油、柴油和煤气)在火焰加热炉内燃烧产生含有大 量热能的高温气体(火焰),通过对流、辐射把热能传给毛坯表面,再由表面向 中心热传导而使金属毛坯加热。燃料的燃烧时燃料种的可燃物质与空气中的氧剧 烈反应的过程,可燃物质与空气的配备比例不同,所放出的热量也是不同的。为 了使燃料能够充分燃烧,实际供给的空气量要比理论需要的空气量稍大。实际供 给的空气量与理论空气需要量之比,称为空气过剩系数。
(1)电阻炉、接触电加热和盐浴炉加热
1)电阻炉加热 利用电流通入炉内的电热体所产生的热量,以辐 射与对流的方式来加热金属毛坯。 金 属 电 热 体 有 : 铁 铬 铝 合 金 (Cr25Al5 、 Cr17Al5 、 Cr13Al4)和镍铬合金(Cr20Ni80、Cr15Ni60),做成线状或带 状,使用温度一般在1100℃以下; 非金属电热体:碳化硅、二硅化钼,制成棒状,使用温度可 高达1350 ℃以上。 优点:对毛坯加热的适应范围较大, 便于实现加热机械化自动化, 也可用保护气体进行少无氧化 加热。 缺点:加热温度受到电热体的限制, 热效率比其他电加热法低得多。
第二章 锻造加热规范(WPS)

脱碳过程中: 炉气中的氧向钢内扩散; 钢中的碳则向外扩散。
●脱碳的结果
钢表层变成含碳量低的脱碳层。 当脱碳层深度超过锻件加工余量时: 会使零件表面的硬度和强度降低; 影响零件的使用性能。 严重时会发生锻造龟裂(网状裂纹)现 象。
⒈影响脱碳因素
⑴钢的化学成分
当钢中含碳量愈高,其脱碳层愈深; W等合金元素也会加剧钢的脱碳。 所以高碳工具钢、轴承钢、高速钢及 弹簧钢脱碳严重。 ⑵炉气成分 炉气成分中脱碳能力最强的介质是 H2O,其次是CO2和O2 。
⒊火焰加热分类 ⑴燃油加热
⑵燃煤加热
⑶燃气加热
㈡电加热
利用电能转换为热能对金属进行 加热的方法。
⒈电加热优点
●升温快; ●炉温容易控制; ●氧化脱碳少,加热质量好; ●生产条件好,便于实现机械化和自 动化。
⒉电加热缺点
●对毛坯尺寸形状变化的适应性不够 强; ●设备结构复杂,投资费用较大。
⒊电加热分类
把热能传给坯料表面 → 由表面向中心
进行热传导→ 使整个坯料加热。
⒈火焰加热优点
●燃料来源方便; ●加热费用较低(一次能源); ●对坯料的适应性强。 广泛应用于各种大、中、小型坯 料的加热。
⒉火焰加热缺点:
●工作条件差; ●加热速度较慢; ●加热质量较难控制; ●热效率低(如许多热量都被烟气带 入大气中)。
②感应电加热优点
●加热速度快,加热质量好; ●温控准确,金属烧损较少; ●操作简单,工作稳定; ●便于实现机械化和自动化,生产条件好。
③感应电加热缺点
●设备投资费用高; ●感应器对坯料尺寸适应范围较窄; ●电能消耗较大。
第二节 钢料加热缺陷 及防止措施
钢料在加热过程中可能产生的缺陷:
锤锻模设计中的几个问题
锤锻模设计中的几个问题作者:马明来源:《智富时代》2018年第03期【摘要】运用自由锻造技术,采用无模具、小吨位锻造设备,是解决小批量偏心轴类锻件的生产问题一种方式,虽然增加了锻造难度,但大大降低了制造辅助模具生产的费用,在锻造生产过程中有很好的应用性。
【关键词】锤锻模设计;自由锻造;成本一、前言锻造技术是机械制造工业的基础技术,是先进设备制造技术的重要组成部分,锻造技术在交通运输、工程机械、农机机械以及国防工业等大型动力机械设备的制造上,应用非常广泛,特别是在飞机、造船、电力等工业中,锻件一直是不可或缺的关键部件。
自由锻造则是锻造技术中的重要方面,由于自由锻造对操作者有较高的技术要求,在锻造行业中所占比例较低,仅占20%左右,但自由锻造技术一直随着现代工业的快速发展,发挥着重要作用。
轴类锻件就是其中之一。
轴类锻件是机械设备中重要的关键部件之一,同心轴的锻造工艺比较成熟,但大型偏心轴的锻造由于生产批量较小,采用模锻,模具制造成本非常高,在小批量生产中,采用自由锻造技术就很有利,虽然劳动强度大,但锻造成本却比模锻低很多,这也自由锻造技术长期存在下去的一个重要方面。
下面用实例对偏心轴的锻造技术参数和工艺进行解析。
二、锻件技术参数锻件材质:40Cr;锻件重量:1331kg。
毛坯料重量(包含火耗、芯头、锯口):1438kg。
在这里提一下,一般大型轴类锻件的火耗占坯料的3-5%,芯头和台阶余面占坯料的2%左右,锯切下料的损耗占坯料的0.6%,由此可计算出锻件所需坯料的重量。
由于加热时间长,坯料表面产生氧化皮层厚,因此选用准440坯料,确定毛坯料尺寸:准440×1205mm。
三、锻件工艺分析(一)锻造设备的选用确定锻造设备吨位关系着锻件质量和成本以及操作人员的劳动条件,是制定锻造工艺的重要环节,但选择恰当的锻造设备是一件非常复杂和困难的工作,通过单一的理论计算可能会导致锻造载荷的计算值同实际使用设备的能力误差较大,因此,许多企业按照各自长期积累的经验数据选择锻造设备。
大型锻件锻造加热规范

水压机锻件锻造加热规范一表1是常用锻钢的锻造温度范围,表2是常用锻钢的分组。
对表1,表2 中未列入的钢种,按化学成份相近的钢号确定。
二表3是热锻钢锻造加热规范。
热锻钢是指表面温度》550'C的钢锭或钢坯。
对于温度在400至550E之间者,应先按下表规定均热后,再按热锻钢加热。
表面温度低于400C,截面大于1000mm的热锻钢,由车间技术组或现场值班人员临时制定专用加热曲线。
注:钢锭表面温度采用高温计或红外线测温仪测量。
测量部位在钢锭冒口线以下100mm左右的凹面上。
三、表4至衰6是各组冷锻钢锻造加热规范冷锻钢是指在常温下存放的钢锭或钢坯,对于放在露天跨的冷锻钢,冬季(当年11月至下年2月)入炉加热前,需先吊至车间内避风处放2至3天后再入炉加热。
I.表列升温时间是总加热时间组成部份(总加热时间=升温时间+保温时间)。
对于热锻钢加热,在保证总加热时间的前提下,升温时间可根据实际加热情况缩短,但保温时间则应相应增长。
2•当具备采用高温计(或红外线测温仪)测定料温的条件时,对于热锻钢加热的升温时间及冷锻钢加热经750C保温后的升温时间的确定,可按实际升温时间计。
实际升温时间是指从开始升温到采用高温计测定料温的确达到始锻温度止这一段加热时间。
保温时间仍按表列值要求。
3.采用“ WHF '法锻造时转子及与转子质量要求相当(主要是指超声波探伤要求)的重要锻件,保温时间按表列值的2 倍计,其余锻件按表列值的1.5 倍计,采用“ JTS”法锻造时保温时间均按表列值的1. 2倍计。
4•进行镦粗的I、U、川组钢,,保温时间应按表列值增加30% .对于压钳口工序,各组钢的保温时间均可按表列值减少30-40%。
5、热锻钢的再加热,返炉时其表面温度》1100C时,,保温时间可按表列值减少40—50%,若表面温度在1000-1100C时,保温时间可按表刮值减少30-40%。
当需要执行此规定时,锻坯返炉的表面温度,由车间现场值班人员和中间检查人员共同确认。
关于锻造加热的影响因素
关于锻造加热的影响因素(日)清水钢铁公司越古哲郎1、前言:谚语有云:“趁热打铁”,也就是说锻造之前先要充分地加热钢锭(钢坯)。
加热到再结晶温度以上的高温后,钢的变形抗力会减小,塑性提高,易于锻造。
加热的好坏对于钢锭内部空隙的压合以及成形性能都有很大的影响。
另一方面,燃料费在锻造费用中所占的比例很大,特别是由于均热时间需与钢锭直径的平方成正比,所以在锻造大钢锭时,这部分费用所占比例显著增大。
所以从品质和费用两个方面看,有必要选择必须的最少限度的合理加热。
锻造加热的影响因素在软件方面是加热温度和加热时间,在硬件方面则是加热设备,本文主要阐述关于前者的观点以及相关的问题。
2、关于锻造加热温度(1)最高加热温度:钢的最高加热温度一般是指不会发生过热的温度,即如图1所示,比固相线温度(TSL)低一定程度(α)的温度。
图1 Fe-C平衡相图及最高加热温度普通碳素钢以及如下范围内合金钢的最高加热温度可以用公式(1)和(2)简便地求出。
最高加热温度(Tmax)=固相线温度(T SL)-α (1)T SL=(Fe-C相图的固相线温度)-20.5[%Si]-6.5[%Mn]-2.0[%Cr]-11.5[%Ni]-5.5[%Al]-300[%P]-700[%S] (2)公式(2)的适用范围如下(%):公式(1)中的α则随以下因素而变。
(a)钢锭的成分偏析引起的TSL的变化。
(b)炉内温度分布的不均匀程度。
(c)其他误差。
对T SL影响最大的是碳元素的偏析,公式(3)即Comon等人[2]提供的计算式可以作为参考。
(C M-C m)/C L×100%=D{2.81+4.31L/D+28.9[%Si]+805.8[%S]+235.2[%P]-9.2[%Mo]-38.2[%V]} (3)式中C M:钢锭本体最大含碳量(%)C m:钢锭本体最小含碳量(%)C L:钢包中钢液的含碳量(%)、D:钢锭的平均直径(m)L:钢锭本体的高度(m)由公式(3)可见,钢锭越大,杂质元素对碳的偏析影响就越大。
大型锻件的最终热处理
大型锻件的最终热处理大型锻件经粗加工进行的热处理称为最终热处理。
多采用淬火、正火及随后的高温回火等工艺,以达到技术条件所要求的性能,或为后续热处理过程准备良好的组织条件。
1 大锻件淬火、正火时的加热1.1 加热温度为使负偏析区在加热时达到淬火或正火温度,大锻件的淬火或正火温度应取规定温度的上限。
对于碳偏析比较严重的锻件,可根据不同锭节的实际化学成分,采用不同的加热温度。
大锻件用钢的淬火加热温度如表1 所示。
▼表1 常用大锻件用钢的淬火加热温度1.2 加热方式大锻件加热时,为了避免过大的热应力,应该控制装炉温度和加热速度。
截面大、合金元素含量高的重要锻件,多采用阶梯式加热。
即在但温装炉后按规定速度加热,在升温中间进行一次或两次中间保温。
有些锻件采用较低的加热速度而不进行中间保温。
只有截面尺寸较小、形状简单、原始残留应力较小的碳钢和低合金结构钢锻件,才允许高温装炉、不限制加热速度或在低温装炉后采用最大功率升温。
高温装炉直接加热时,锻件中不同部位的升温曲线,如图1 7-13所示。
可以看出,在这种情况下锻件表面与中心的最大温差很大,出现最大温差时工件心表部温度低于200℃, 钢仍处于冷硬状态,易因巨大的温差应力而产生内部裂纹。
▲图1 Φ800mm 40CrNi钢坯加热曲线(炉温950℃装炉)阶梯式加热时锻件中不同部位的升温曲线,如图2 所示。
可以看出,由于采取了中间保温,在加热中出现了两次最大温差。
第一个出现在心部温度为≈350℃时,数值仅为图1 7-13曲线的1/3。
出现第二个最大温差时,锻件心部温度已升高至≈700°C, 钢已处于塑性状态,无开裂危险。
当锻件尺寸很大时,加热中第一个最大温差的数值仍会较大,这时要在≈400°℃等温一段时间,待工件表面和心部都升至较高温度时再继续加热。
这样可以减小第一个最大温差的数值和使其在更高些的温度范围出现。
▲图2 Φ900mm 42CrMoV锻件加热曲线1.3 升温速度锻件在加热过程的低温阶段,升温速度要控制在30~70°C/h 。
大型锻件热处理基本知识

大型锻件热处理基本知识大型锻件的热处理分为锻后热处理和性能热处理两种。
一.锻后热处理(一)锻后热处理的目的锻后热处理,又称为第一热处理或预备热处理,通常是紧接在锻造过程完成之后进行的,有正火、回火、退火、球化、固溶等几种形式。
其主要目的是:1.消除锻造应力,降低锻件的表面硬度,提高切削加工性能和防止变形。
2.对于不再进行调质处理的工件,应使锻件达到技术条件所要求的各种性能指标,如强度、硬度、韧性等。
这类工件大多属于碳钢或低合金钢锻件。
3.调整与改善大型锻件在锻造过程中所形成的过热与粗大组织,减少其内部化学成分与金相组织的不均匀性,细化晶粒。
4.提高锻件的超声波探伤性能,消除草状波,使锻件中其它内部缺陷能够清晰地显示出来,以利于准确判别和相应地处理。
5.对于含氢量高的钢种延长回火时间,以避免产生白点或氢脆开裂的危险。
对于绝大多数大型锻件来说,防止白点是锻后热处理的首要任务,必须完成。
(二)正火正火主要目的是细化晶粒。
将锻件加热到相变温度以上,形成单一奥氏体组织,经过一段均温时间稳定后,再出炉空冷。
正火时的加热速度为:在700℃以下应缓慢,以减少锻件中的内外温差和瞬时应力,最好在650~700℃之间加一个等温台阶;在700℃以上,尤其在Ac1(相变点)以上,应提高大型锻件的加热速度,争取获得更好一些的晶粒细化效果。
正火的温度范围通常在760~950℃之间,根据成分含量不同的相变点不同而定。
通常,碳与合金含量越低,正火温度越高,反之则越低。
有些特殊钢种可达1000~1150℃范围。
但不锈钢及有色金属的组织转变却是靠固溶处理来实现的。
正火后的空冷应尽量使锻件散开和垫起,以促进快速实现相变并冷却均匀,减少组织应力。
大型锻件正火后可以空冷至表面100~200℃,然后在220~300℃之间设一个台阶,保温一段时间再加热回火。
(三)回火回火的主要目的是扩氢。
并且还可以稳定相变后的组织结构,消除组织转变应力及降低硬度,使锻件易于加工并不产生变形。