模切褶皱异常报告
关于模具的异常报告

关于模具的异常报告450-04-76模具用料POM该模具的76号产品粘模严重,并且脱模不顺;同时该产品的批锋较多,给正常生产带来一定的困难,其原因是该产品的后模省模不到位,;同时产品的筋位多,致使产品在脱模时有一定的困难,而该产品的批锋多是模具的滑块碰模不好而产生的批锋.建议解决方法:(1):把76号产品的后模重新省模并且在产品的边缘开多一个冷料孔其目的是让产品在脱模时后模无阻力,而冷料孔是铺助产品脱模.(2)关于产品的批锋多主要是模具制作时滑块与模具飞模不好,现在只能从新烧焊,再重新飞模以达到没有批锋的效果.(该模具省模.烧焊及重新飞模.加开冷料井所有费用累计¥2000元)450-04-19模具用料POM+GF10﹪该模具的前模漏水,致使前模无法装水生产,导致产品的生产周期严重延长;而后模冷却又不是很到位,同时19号产品的前端又无法通水,这样就导致了19号产品内部容易热收缩,出现在假缺胶现象;而打油生产是为了冷却模芯使产品不容易热收缩,给正常生产造成了极大的不便;同时也也给品质带来了隐患.建议解决方法:(1)查找前模漏水的原因,看是否有补救的方法,如果有补救的方法则从新钻运水道加强模具的冷却系统;如果品没有补救的方法则重新开前模;而后模也只能是加强产品的冷却系统,也得多开运水道,才能真正的使模具得到及时有效的冷却.(该模具前后模加开运水所需费用¥2500元,其中包括前模漏水的地方烧焊.飞模) 450-04-18-21模具用料PPS该模前后模都无运水,产品无法及时有效的冷却;使模具的温度降不下来,由于该料的性能和PA相近,产品需要及时有效的冷却,而该模具根本就没有冷却系统,使产品无法冷却,导致18号产品容易出现如拉高.变形.收缩等一系列的质量问题,同时又加长了产品的生产周期,质量也无法得到保证,模具在这次生产时模温一度达到了近200℃,完全造出了PPS料所需的模温;而18号产品的前端有缩水现象是前模排气不好,也和模具上没有冷却系统有很大的关连;而21号产品表面有明显的不平整现象是模具的滑块也不是很平整,使做出来的产品外观不光滑,并且也有热收缩现象,再者模具没有冷却水,如果大批量的生产很容易让模具的司同.顶针.滑块.顶板.导柱出现烧死.建议解决方法:(1)给模具加上冷却系统,让模具得到有效冷却(加开运水道),给18号产品的前模加开排气槽,让模具里面的气有地方排出去;关于21号产品表面不平整现象,可以将模具的两个滑块进行省模抛平整.模具加开运水以后能有效的让模具的司同.顶针.滑块.顶板.导柱得到有效的冷却,不容易出现烧死的情况.(该模具前后模全部加开运水以及21号产品的滑块.抛光.省模所的费用累计¥4500元)450-04-32模用用料POM由于该模具的制作工艺有一定的问题,模具无法试模,并且产品严重粘前模.建议解决方法:(1)将该模具的前模两个相件重新做.(由于该模具前模相件需重新设计制作,所用工艺非常复杂,其目的是保证产品能顺利的脱离前模,所需费用¥5500元)925-04-51模具用料PP51号产品批锋太多,并且产品批锋调机无改善,即使让员工加工也无法达到正常的品质标准,给生产带来极大的不便.建议解决方法:(1)将该产品的模芯烧焊,然后进行飞模,以达到没有批锋的效果.(模具烧焊.飞模¥1500元)925-04-81-80-84-85模具用料ABS该模具已出现严重拉伤,影响到产品质量以及模具的使用寿命,同时产品的分型线已出现拉伤并且产品已出批锋,无法人为有效的去加工,并且在产品电镀以后容易出现严重的外观问题,使产品质量无法保证同时生产周期也延长.建议解决方法:将模具凡是拉伤的地方全部烧焊,再进行飞模,以确保产品质量和模具使用寿命都有保障.(由于该模具是特大维修前后模,需要前后拉伤的地方全部烧焊,同时也涉及到打火花.省模.抛光.重新抄数,累计所需费用¥6500元)450-04-36-25模具用料ABS该模具的弹簧力度不够,无法让顶板得到有力的回位;如果顶板不及时回位容易出现模具顶针的拉伤以及扁顶容易断裂,影响模具的使用寿命.建议解决方法:(1)把该模具的弹簧更换或加多弹簧,以达到顶板能及时回位的效果,同时模具在这次试模的时候扁顶以经断裂,需要更换。
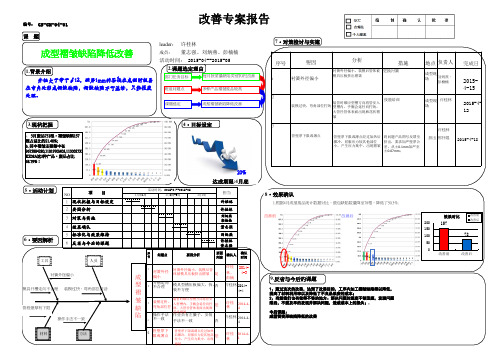
成型褶皱缺陷改善A3报告
每月按质量缺陷类别TOP2改善
班组问题点
多种产品褶皱废品较高
课题选定
成型褶皱缺陷降低改善
3.现状把握
a. 3月废品731根,褶皱缺陷157 根占总比的21.48%; b. 其中褶皱主要集中在 9675884280,1101970M03,1130027X KZ08A这3种产品,废品占比 68.79%;
改善前
改善后
9.反省与今后的课题
1、通过这次的改善,达到了改善目的,工序内加工褶皱缺陷得以降低, 提高了材料利用率以及降低了不良品浪费的成本; 2、当然我们也有做得不够的地方:解决问题的速度不够迅速,发现问题 滞后,不能及早的发现并解决问题,造成成本上的损失;.
今后课题: 成型管变形缺陷降低的改善
200 改1善50前 改1善00后
5‧活动计划 6‧要因解析
项目 NO
1 现状把握与目标设定 2 要因分析 3 对策与实施
4 效果确认 5 标准化与效果维持 6 反省与今后的课题
工具
人员
衬簧外径偏小
模具开槽走向不合理 装模过快,弯角部位拧劲
管段壁厚有下限 操作手法不一致
材料
方法
4‧目标设定
活动时间:2015-04--2015-05
4月第1周
许桂林 20144-4
皱 缺
装管时顺应型槽方向将管安
3
装模过快, 入型槽内,手腕会延径向拧 弯角部位拧 劲,大管径管体表面出现麻
是
许桂 2014-4林4
陷
操作手法
花状褶皱
作业员有左撇子,安装
4 不一致 手法不一致
否
许桂林 2014-44
5
管壁厚下 限或薄点
管壁厚下限或薄点经过加热
模具加工异常报告范文
[公司名称]
[公司地址]
[日期]
致:[相关部门负责人]
主题:模具加工异常报告
尊敬的领导:
我在此向您报告一起模具加工异常情况。
以下是详细信息:
1. 异常描述:
我们发现在最近的模具加工过程中出现了以下异常情况:
- [描述异常情况1]
- [描述异常情况2]
- [描述异常情况3]
2. 影响范围:
这些异常情况对于生产进度、产品质量以及设备运行状态产生了一定的影响,具体表现为:
- [描述异常情况对生产进度的影响]
- [描述异常情况对产品质量的影响]
- [描述异常情况对设备运行状态的影响]
3. 原因分析:
经过初步调查和分析,我们认为造成这些模具加工异常的原因可能包括:
- [列出可能引起异常的原因1]
- [列出可能引起异常的原因2]
- [列出可能引起异常的原因3]
4. 处理措施:
为解决上述异常情况,我们已经采取了以下措施:- [描述已采取的措施1]
- [描述已采取的措施2]
- [描述已采取的措施3]
5. 后续计划:
我们计划采取以下进一步措施,以确保模具加工过程的稳定性和正常运行:
- [描述后续计划1]
- [描述后续计划2]
- [描述后续计划3]
请您对此异常情况给予关注,并指导我们进一步完善处理措施,以降低异常发生的风险,保证我们的加工工作能够顺利进行。
谢谢您对我们工作的支持与配合!
顺祝商祺,
[您的姓名]
[您的职务]
[联系方式]。
模具工件异常报告
模具工件异常报告一、问题描述在模具生产过程中,发现部分工件出现异常情况。
异常工件主要表现为尺寸偏差超标、表面质量不达标、破损或损坏等问题。
以下是异常工件的具体情况及问题描述:1.尺寸偏差超标:部分工件的尺寸偏差超过了所需的容许范围,导致工件不能正常组装和使用。
其中包括直径、深度、高度等尺寸参数偏差越界的工件。
2.表面质量不达标:部分工件表面存在明显的瑕疵、划痕、凹坑等问题,严重影响了工件的外观质量。
这些问题主要出现在模具工作面、支撑面以及模具间隙等处。
3.破损或损坏:部分工件在运输和装卸过程中发生破碎或损坏,原因可能是包装不合理或操作不当。
工件的破损或损坏导致其无法投入使用,严重影响生产进度和产品质量。
二、问题分析1.尺寸偏差超标的问题可能是由于模具在生产过程中的磨损或断裂导致的,也可能是生产操作不规范导致的。
另外,材料的品质也可能对工件尺寸产生影响。
2.表面质量不达标的问题可能是由于工艺参数调整不当、模具材料质量差或生产过程中的划伤、碰撞等造成的。
此外,模具的清洁维护也会对表面质量产生影响。
3.破损或损坏的问题主要是由于在运输和装卸过程中未能采取有效的保护措施,对工件进行妥善包装和固定。
三、解决方案针对以上问题,制定以下解决方案:1.尺寸偏差超标问题:-对模具进行定期维护、保养,检查模具的磨损情况,及时更换磨损过度的模具。
-加强质量控制,并优化生产工艺参数,确保工件在规定范围内的尺寸偏差。
-对生产操作进行培训和指导,提高员工的操作规范性和技术水平。
2.表面质量不达标问题:-优化生产工艺参数,确保模具在生产过程中的温度、压力等控制合理。
-选择高质量的模具材料,确保模具的耐磨性和抗划伤性能。
-定期进行模具的清洁和维护,避免灰尘、污渍等对模具表面质量的影响。
3.破损或损坏问题:-设计合理的包装方案,确保工件在运输和装卸过程中的安全性。
-增加运输时的防震措施,保护工件免受震动和撞击的影响。
-提供专业培训,加强装卸操作人员的技能和操作规范。
2019-模切品质异常整改措施-范文word版 (4页)

A手啤机台增加培训、加强抽检。
B重点控制操作不规范机长,对首件前的200张产品重点跟进。
C未能连线生产的产品,各机台下机后务必包膜,给到手工部任一产品务必包膜(防止纸张
水分流失)。
D收集爆角问题点,制定并更新制板文件。
E花生小将彩盒,啤板已经修改,部门对此事件进行通报。
欠数5单
主要问题点原因及整改措施:
恒联纸业——三边预折有点生硬,上机调试不流畅,客户现在用手工粘盒
原因分析:印刷时由三种品牌纸张生产,打钉位不够大导致上机后易断;
整改措施:粘盒时折三边生产,加大钉位至1.5mm啤板已修改。
歌尔包装外盒(03版)——产品表面脏污,破损
原因分析:具体原因不清楚
整改措施:
金王 8139542(配7.4*7.9cm斜杯——模切走位,爆角
整改措施:给到手工部任一产品务必包膜(防止纸张水分流失)、收集爆角问题点,制定并更新制板文件。
爆针刀(美真花生小将)
原因分析:“美真”花生小将彩盒爆针刀——针刀长度不够、针刀与压痕条重叠(导致压力过大),作业不够仔细,
整改措施:开会进行宣导,主管签署首件时重点把关,通知到现场PQC人员一起监督。
客诉3单
啤走位(歌尔PX4外彩盒)
原因分析:生产中因为纸张在裱纸后弯翘严重影响正常开机(纸弯翘导致电眼报警),当时机台关闭电眼生产,导致此单欠数720个。
整改措施:A要求生产各机台在生产除(胶片产品)外,务必打开所有电眼、B当纸张来料严重变形时需分批次分机台生产。
爆角(Aqua star)
原因分析:生产周期过长导致水分流失、纸张过于干燥、啤板角度制作不合理
C异型处“飞机孔、水滴孔”更换时压力过大、
D纸张尺寸过小(大度三开)导致机器压力不均匀。
品质改善提升报告
序号
异常现象分布
原因分析
类别
1:模切生产过程设备未调试OK生产过
1:生产过程排废漏失占25%
程造成产品废料未撕离干净,自检疏
1:
2:产品套冲生产技能不完善造成异常占33%
忽,异常现象未识别。 2.新员工培训不到位;改善对策未有效
违规作业
3:生产操作异常41.66%
落实,管理不到位.
1:模具生产未依照产品原材料特性,
时间
问题描述
2020/12/29
PPA产品边缘无纺布无胶覆盖
原因分析
1:生产分切制定要求未落实。 2:贴合速度太快原材料拉胶异常未识别检出。 3:目检站别单人检验项目过多 漏检。
类别
附件
附件:8D改善报告
违规作业
2021/1/28
PPB产品无胶区废料未撕离残留
1:贴合机滚轮硬度大无法将产品凹陷处胶位与OPP压紧。 2:产品胶为白色与原纸相近目视较难识别。
xx xxx xx
附件
品质计划目标达成跟进
项 计划 目 目标
4月-6月
计划目标实际达成
7月-9月
10-12月
1月-3月
项目
4 5 6 7 8 9 10 11 12 1 2 3 月 月 月月 月 月 月 月 月 月月月
客户目标达成
基准
4月-6月
7月-9月
10-12月
1月-3月
负责人
4 5 6 7 8 9 10 11 12 1 2 3 月月月 月 月 月 月 月 月 月 月 月
2.模/治具由品保部会同使用单位及工程部进行验收,并将验收结果记录于《模/治具验收报告》.
3:模具精度≥0.05MM,模切冲次达标,模切产品异常 刀口不利.损坏达到不堪使用时,由生产单位提出并填写【报 废申请单】,经工程核准后报废。
组件背板褶皱分析报告.pptx

异常描述
1.博硕7#、8#、12#层压机三四号位组件背板横向 位置出现轻微褶皱,长度100---900mm不等、深 度1-2mm、宽度2-3mm。
2.奥瑞特13#、15#、16#层压机三四号位组件背板 时横间向位置出3现.28轻晚班微褶皱3.2,9晚属班于偶然3.3性0.晚出班现。
出现数量 层压机号
p7人机法环背板eva摆放层压机热性能eva纵向收缩料吊布硅胶板背板eva上翘背板eva背板储存时间褶皱车间湿度背板折痕褶皱分析盖布清洁手法盖布铺法硅胶板安装标准褶皱原因分析背板材质bbf背板材质简介
组件背板褶皱分析报告
Report by:along Date: 2012-03-31
目录
一. 异常描述 二. 褶皱种类 三. 原因分析 四. 改善措施 五. 硅胶板安装标准
措施五 依据产线员工操作手法,提出合理有效的新工艺。
硅胶板安装标准
检测标准 硅胶板安装应保证各向受力均匀、一致,不能局部过紧、过松。
1.考虑到硅胶板有一定的热膨胀系数,安装时,让硅胶板在层压机 上加热,这时距上模板间距在1~2mm左右,150摄氏度、2小时
安装标准
2.接着合模,固定在上模板上,硅胶板上打圆孔位置必需同模 板圆孔位置相吻合,不能偏移
P6
褶皱分析
人
机
料
盖布铺法 背板、EVA摆放
EVA纵向收缩 层压机热性能
褶 皱
吊布、硅胶板 背板折痕
盖布清洁手法
车间湿度
硅胶板安装标准 背板、EVA上翘
背板、EVA背板储存时间
法
环
P7
褶介:氟(F)材料+PET,氟材料提供阻隔性和耐候性, PET又叫聚对笨二甲酸乙二醇脂,属于符合材料,恒温120℃,范围70~120℃,提供力学性能和绝缘性。
生产部品质异常报告范文

生产部品质异常报告范文一、异常发生的基本信息。
1. 日期:[具体日期]2. 生产线:[生产线名称]3. 产品名称:[产品名称]4. 异常发现阶段:在成品抽检的时候发现了这个品质异常,就像在一堆即将毕业的好学生里突然发现了一个调皮捣蛋的家伙。
二、异常现象描述。
本来我们的产品外观应该是光滑平整,颜色均匀的,就像一个精心打扮过的模特儿。
可是这次抽检的这批产品中,有一部分的表面出现了一些小坑洼,就像模特儿脸上突然长了麻子一样难看;而且颜色也有些深浅不一,就像是化妆的时候粉底没抹匀。
这可不行啊,我们的产品怎么能以这样的“面貌”出去见人呢?三、异常影响范围。
1. 数量:经过仔细统计,大概有[X]个产品受到了影响。
这可不是个小数目,就像一群大雁里有一小群突然迷路了一样。
2. 批次:是[批次号]这个批次的产品,这个批次就像一锅煮坏了的粥,大部分都有点问题。
四、异常原因分析。
# (一)人。
1. 在操作过程中,有新员工可能没有完全掌握操作规范。
这就像一个刚学走路的小孩子,还走不稳就想跑,结果肯定容易摔跤。
他们在对产品进行表面处理的时候,手法不太熟练,可能用力不均匀,导致有些地方就出现了小坑洼。
2. 而且在检查环节,负责检查的员工可能有点疏忽大意了。
可能是检查的时间长了,有点像看东西看久了产生了视觉疲劳,没有及时发现颜色不均匀的问题。
# (二)机。
1. 我们发现生产设备的某个部件有磨损。
这个部件就像是汽车的轮胎,如果轮胎磨损了,汽车跑起来就会颠簸,同理,这个部件磨损了,就影响了产品的正常生产,可能是它导致了产品表面的不平整。
2. 设备的喷涂装置也有点小故障,就像一个喷枪,本来应该均匀地喷出颜料,结果却像得了哮喘病一样,喷得不均匀,这就造成了产品颜色深浅不一。
# (三)料。
1. 原材料供应商送来的一批原材料在颜色上有细微的差异。
这就像做饭的时候,盐放多放少都会影响味道一样,原材料颜色有点差异,生产出来的产品颜色也就跟着有问题了。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模切褶皱异常报告
一、引言
模切褶皱异常是指在模切过程中出现的褶皱现象,可能导致产品质量下降,影响生产效率。
为了及时解决褶皱异常问题,提高产品质量和生产效率,本文将对模切褶皱异常进行详细分析和解决方案提出。
二、模切褶皱异常的原因
在模切过程中,褶皱异常主要由以下几个方面的原因引起:
1. 材料问题:材料的厚度、硬度、弹性等特性不一致,容易造成模切时的应力不均匀,进而产生褶皱。
2. 刀模问题:刀模的设计、制造、使用等方面存在问题,例如刀模刃口不锋利、刃口磨损严重等,都会导致模切时切割力不均匀,引发褶皱。
3. 模切参数问题:模切压力、速度、温度等参数的设定不合理,也会导致模切褶皱异常。
例如,过大的模切压力会使材料变形,产生褶皱;过高的模切速度会增加摩擦力,引发褶皱等。
三、模切褶皱异常的解决方案
针对模切褶皱异常问题,我们可以采取以下解决方案:
1. 优化材料选择:选择合适的材料,确保其厚度、硬度、弹性等特性一致性。
可以通过与材料供应商进行沟通,了解材料的性能参数,从而避免材料问题引起的褶皱异常。
2. 优化刀模设计与制造:确保刀模的刃口锋利、磨损程度适中,避免刀模问题引发褶皱异常。
同时,可以考虑采用更高质量的刀模材料,提高切割效果。
3. 调整模切参数:合理调整模切压力、速度、温度等参数,避免参数问题引起的褶皱异常。
可以通过实验和试验,找到最佳的模切参数组合,以达到最好的模切效果。
4. 加强设备维护与保养:定期对模切设备进行维护与保养,保持设备的正常运行状态。
特别是刀模部分,应定期更换磨损严重的刀模,确保刀模的切割效果。
5. 增加辅助措施:可以考虑增加一些辅助措施,如增加热压辊、采用适当的模切胶垫等,以减少模切过程中的应力集中,避免褶皱的产生。
四、结论
模切褶皱异常是影响产品质量和生产效率的重要问题。
通过优化材料选择、刀模设计与制造、模切参数调整、设备维护与保养以及增加辅助措施等方面的解决方案,可以有效预防和解决模切褶皱异常
问题。
在实际生产中,应根据具体情况综合考虑,灵活运用这些解决方案,以提高产品质量和生产效率,满足市场需求。