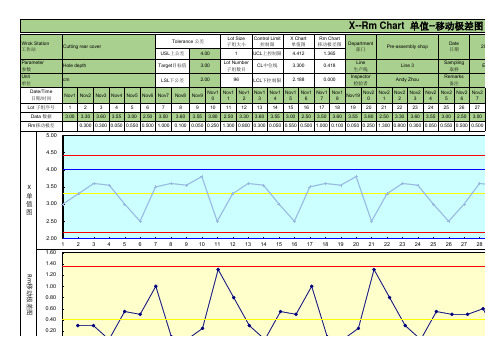
X-MR单值移动极差统计控制图数据采集表
X-MR图

SPC
X-MR图常数表
n
2
3
4
5
6
7
8
9
10
D4 3.27 2.57 2.28 2.11 2.00 1.92 1.86 1.82 1.78
D3
0.08 0.14 0.18 0.22
E2 2.66 1.77 1.46 1.29 1.18 1.11 1.05 1.01 0.98
Qualitech Consultancy Limited.
Limit (LCL)
超出控制下限
Qualitech Consultancy Limited.
SPC
X 图上的数据点超出上下 控制界限的可能原因:
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化
Qualitech Consultancy Limited.
SPC
连续七点上升
Upper Control
SPC
Upper Control
Limit (UCL)
Center Line
(CL)
Lower Control
Limit (LCL)
明显少于 40% 的点在 CL 的 附近
Qualitech Consultancy Limited.
SPC
控制界限计算错误 描点错误 测量系统发生变化 过程发生变化 过程均值发生变化 抽样数据来自完全不同的两个整 体
Qualitech Consultancy Limited.
SPC
MR 图
超出控制上限
Upper Control
Limit (UCL)
Center Line
(CL)
0
Qualitech Consultancy Limited.
单值-移动极差控制..

CL = M R UCL = D 4 M R = 3 . 267 M R LCL = D M R = 0 3
单值-移动极差控制图(X–MR)
单值-移动极差控制图(X–MR)
• 与均值-极差控制图的作用类似; • 不需多个测量值或样本是均匀的(如浓 度); • 因为费用或时间的关系,过程只有一个测 量值(如破坏性实验); • 敏感性不强; • 用自动化检查,对产品进行全检时;
单值-移动极差图控制限
• 移动极差是指一个测定值 xi 与紧邻的测定 值xi+1 之差的绝对值,记作MR, MRi = | xi - xi+1 | (i=1,2,…,k-1)
MR = k −1
1 k −1 = ∑ MRi k − 1 i =1
怎样确定控制限
• X控制图
– 相当于n=2时的均值控制图
CL = x MR UCL = x + 3 = x + 2.66MR d2 MR LCL = x − 3 = 制图
– 相当于n=2时的极差控制图; – n=2时,D4=3.267,D3=0
– 其中:k为测定值的个数; – k个测定值有k-1个移动极差,每个移动极差值相 当与样本大小n=2时的极差值.
怎样确定控制限
• 计算总平均数:
x1 + x2 + ...... + xk 1 k x= = ∑ xi k k i =1
• 计算移动极差平均数: + MR MR1 + MR 2 + ...... k −1
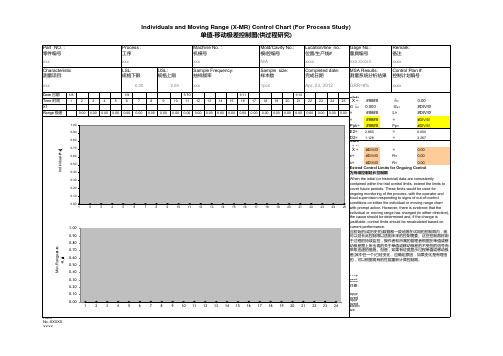
SPC控制图——单值移动极差图(X-MR)详解

SPC控制图——单值移动极差图(X-MR)详解在某些情况下,应⽤单位⽽不是⼦组来进⾏过程控制是⼗分必要的,在这样的情况下,⼦组内的变差实际上为0,这种情况通常发⽣在测量费⽤很⼤时(例如破坏性试验),或是当在任何时刻点的输出性质⽐较⼀致时(例如:化学溶液的pH 值)。
在这些情况下,可应⽤SPC控制图中的单值移动极差图(X-MR)来进⾏过程监控,本⽂将就单值移动极差图(X-MR)做⼀解析。
SPC控制图——单值移动极差图(X-MR)制作步骤A.收集数据· 在数据图上从左⾄右记录单值读数(X)。
· 计算单值间的移动极差(RM)。
通常最好是记录每对连续读数间的差值(例如:第⼀和第⼆个读数点的差,第⼆和第三个读数间的差等)。
这样移动极差的个数⽐单值读数的个数少⼀个(25个读数可得到24个移动极差)。
在很少的情况下,可在较⼤的移动组(例如3或4个的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组决定了各义样本容量n,当查系数表时必须考虑该值。
· 单值图(X 图)的刻度按下列最⼤者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最⼤单值读数与最⼩单值读数之差的1.5 到2倍。
移动极差(MR)图的刻度间隔与X 图⼀致。
B.计算控制图· 计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,并计算平均极差(R),注意对于样本容量为2 的移动极差,其移动极差(MR)的个数⽐单值读数的个数少1;· 计算控制限:式中:R 为移动平均极差,X是过程均值,D4、D3 和E2 是⽤来对计算移动极差进⾏分组,并随样本容量变化的常数,见下⾯表格:C. 过程控制解释审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
记住连续的移动极差间是有联系的,因为它们⾄少有⼀点是共同的。
由于这个原因,在解释趋势时要特别注意。
对于趋势的解释可能要请教统计学家;可⽤单值图分析超出控制⼦的点,在控制限内点的分布,以及趋势或图形。
spc_x_rm_chart-过程统计控制_单值_移动极差图
sigma'=sbar/c4 c4
0.9727
A3
0.9750
B4
1.7160
B3
0.284
2~9 10~1718~25
n d2 D3 D4 A2 A3 B4 B3 C4
2
3
4
5
6
7
8
913
14
15
16
17
18
19
20
21
22
23
24
25
3.078 0.000 0.000 0.223 0.000 0.000 1.777 0.000 0.000 0.308 0.000 0.000
2.970 3.078 0.184 0.223 1.816 1.777 0.337 0.308
1.032 0.975 0.927 0.886 0.850 0.817 0.789 0.763 0.739 0.718 0.698 0.680 0.663 0.647 0.633 0.619 0.606 0.975 0.718 0.606 1.761 1.716 1.679 1.646 1.618 1.594 1.572 1.552 1.534 1.518 1.503 0.239 0.284 0.321 0.354 0.382 0.406 0.428 0.448 0.466 0.482 0.497 1.49 1.477 1.466 1.455 1.445 1.435 1.716 1.518 1.435 0.51 0.523 0.534 0.545 0.555 0.565 0.284 ##### 0.565
1.128 1.693 2.059 2.326 2.534 2.704 2.847 0.000 0.000 0.000 0.000 0.000 0.076 0.136 3.267 2.574 2.282 2.114 2.000 1.924 1.864 1.880 1.023 0.729 0.577 0.483 0.419 0.373 2.659 1.954 1.628 1.427 1.287 1.182 1.099 3.267 2.568 2.266 2.089 1.970 1.882 1.815 0.000 0.000 0.000 0.000 0.030 0.118 0.185
X MR Chart _Study_ 2021
=
##### 0.000 ##### #####
`R=
Csps=
LC=p =
0.00 #DIV/0! #DIV/0! #DIV/0!
1.00
Ppk= #####
PDp3=
#DIV/0!
0.90
E2= 2.660
=D4
0.000
D2=
0.80
Calc
#### #### ##0#.7#0 ####
#### ####
0.60 0.00 0.00 0.00 0.00 0.00 0.00
0.00 0.00 0.00 0.00
采取迅速的措施。但是,如果有证据显示过程单值或移动极 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 差(其中任一个)已经变化,应确定原因,如果变化是有理由 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 的,可以根据现有的性能重新计算控制限。
Note 备注: change in 5M1E(Man, Machine, Material, Method, Measurement systems and Environment) should be noted. It will help you to take corrective actions. 必须记录任何人、机、物料、方法、测量系统及环境的变更,这将有助于采取纠正 行动. 2.All actions to correct any of the above 'special causes should be noted on the this form.所有纠正上述特殊原因的行动均需记录本在本表格内.
单值移动极差控制图X-Mrchart

2#
0.17 0.05
3#
0.17
4#
UCLr
5#
0.17 0.05
6#
0.17
7#
0.ቤተ መጻሕፍቲ ባይዱ7
8#
9#
0.17 0.05
10# 11# 12# 13# 14# 15# 16# 17# 18# 19# 20# 21# 22# 23# 24# 25#
0.17 0.17 0.17 0.17 0.17 0.17 0.17 0.17 0.17 0.17 0.17
0.00
0.00
2018/9/27
UCLx CLx LCLx Xi
20
18 16
18
20
18 16
0.17
0.05
0.00
0.00
10.03
1
5.01
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Subgroups
0 0 0 0
0
0
0
7.52
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
10.03
1#
2#
.
72043.89 7.06 7.06 7.06
HISTOGRAM .
7.06 7.06
7.06
7.06
7.06
Xi
7.52
7.34
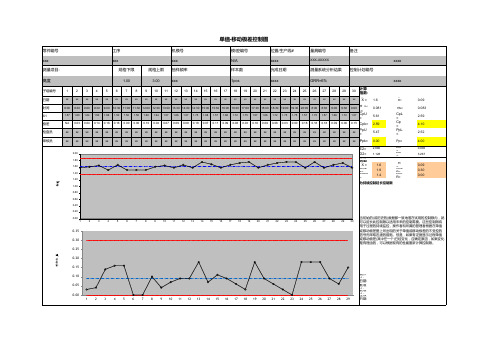
单值-移动极差控制图(自动版)
xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.57
xx
1.63 1.39 1.87 1.75
xx
1.63 1.39 1.87 1.68
xx
1.63 1.39 1.87 1.57
xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.72
xx
1.63 1.39 1.87 1.75
00..1053 0.04 0.14 0.16 0.16 0.00 0.00 0.10 0.04 0.07 0.09 0.09 0.18 0.07 0.11 0.09 0.06 0.03 0.18 0.09 0.06 0.03 0.00 0.18 0.18 0.18 0.09 0.06 0.15
0.10
xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx xx
xx 8:30 1.57 0.18
xx
xx 9:00 1.66 0.09
xx
xx 9:30 1.72 0.06
xx
xx `X =
s 9:00 `R/d
2= CpU
1.57
完成时间
确认人
NA
NA
xx
1.63 1.39 1.87 1.66
xx
1.63 1.39 1.87 1.72
xx Ppk= 0.00
E2= 2.660
1.63 D2=
1.39
计算 控制
1.87 `X =
1.57 UCL
xL=CLx
=
1.128
1.6 1.9 1.4
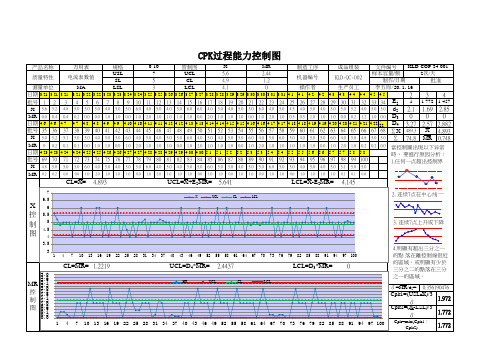
X-MR控制图(万用表)
2. 连续7点在中心线一
3. 连续7点上升或下降
4.明顯有超出三分之一 的點 落在離控制線很近 的區域,或明顯有少於 三分之二的點落在三分 之一的區域。
δ=MR/d2= 0.356190476
Cpk1=(USL-X)/3 δ
1.972
Cpk2=(X-LSL)/3 δ
1.772
Cpk=min(Cpk1: Cpk2)
MR 0.2 0.2 0.0 0.0 1.0 2.0 1.0 1.0 1.0 0.0 1.0 2.0 1.0 1.0 1.0 0.0 1.0 1.0 0.0 1.0 1.0 0.0 1.0 1.0 0.0 1.0 1.0 1.0 1.0 0.1 0.1 0.0
CL=X= 4.893
UCL=X+E2MR= 5.641
CPK过程能力控制图
产品名称
万用表
规格
0-10
管制图
X
MR
制造工序
成品组装
文件编号 KLD-COP-24-001
质量特性
电流表数值
USL
SL
7 5
UCL
5.6
CL
4.9
2.44 1.2
机器编号
KLD-QC-002
样本容量/频 制作/日期
2次/天 批准
测量单位
MA
LSL
Hale Waihona Puke 3LCL4.1
0
操作者
生产员工
李五周/20.1.16
1.772
X 4.8 5.0 5.0 5.0 6.0 4.0 5.0 4.0 5.0 5.0 6.0 4.0 5.0 4.0 5.0 5.0 6.0 5.0 5.0 4.0 5.0 5.0 6.0 5.0 5.0 4.0 5.0 4.0 5.0 5.1 5.0 5.0
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
控制系数及计算公式一览表:n 2D 4 3.267D 30E 2 2.660d 2
1.128
测量日期/时间X 均值X #DIV/0!
#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!#DIV/0!
#DIV/0!极差R 0
测量日期/时间X 均值X #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!#DIV/0!
#DIV/0!极差R
000
抽样方案
抽样间隔抽样数量
规范编号量具/量规编号
测量人员材料编号收集数据期限过程能力指数C p 规定日产量控制图类型测量方法#DIV/0!规格下限LSL
规格上限USL #DIV/0!#DIV/0!UCL x 0.000最小值(Min)LCL x 标准方差( σ )极差平均( R )最大值(Max)下限能力指数PPL
过程能力(B)
性能指数P P #DIV/0!制程准确度Ca #DIV/0!
平均值( X )#DIV/0!总组数(Group)
0#DIV/0!0.000
CL x 0.0000.000#DIV/0! σ
s
#DIV/0!Comment:
PPK
0.000上限能力指数PPU #DIV/0!
#DIV/0!LCL MR
0.0000.000
CL MR UCL MR 0.000操作人员审核人员
X-MR单值移动极差统计控制图数据采集表
操作规程设备编号生产部门过程名称关键特性规范要求R
E X LCL
X CL R
E X UCL
R D LCL R CL R D UCL n
X X X n
R R R R X X R n
X X X X X
X X
MR MR MR 22342121
min
max 21==+====+++=
+++==+++=
-- QE-RE-070 Rev.0。