LED显示屏生产流程图(聚彩芯)
LED灯生产工艺流程
LED灯生产工艺流程§1 LED制造流程概述LED的制作流程包括上游的单晶片衬底制作、外延晶片生长;中游的芯片、电极制作、切割和测试分选;下游的产品封装。
图2.1 LED制造流程图上游中游下游§2 LED芯片生产工艺LED照明能够应用到高亮度领域归功于LED芯片生产技术的不断提高,包括单颗晶片的功率和亮度的提高。
LED上游生产技术是LED行业的核心技术,目前在该技术领先的国家主要日本、美国、韩国,还有我国台湾,而我国大陆在LED上游生产技术的发展比较靠后。
下图为上游外延片的微结构示意图。
图 2.2 蓝光外延片微结构图生产出高亮度LED芯片,一直是世界各国全力投入研制的目标,也是LED发的方向。
目前,利用大功率芯片生产出来的白光1W LED流明值已经达能到150lm之高。
LED上游技术的发展将使LED灯具的生产成本越来越低,更显LED照明的优势。
以下以蓝光LED为例介绍其外延片生产工艺如下:首先在衬低上制作氮化鎵(GaN)基的外延片,这个过程主要是在金属有机化学气相沉积外延片炉(MOCVD)中完成的。
准备好制作GaN基外延片所需的材料源和各种高纯的气体之后,按照工艺的要求就可以逐步把外延片做好。
常用的衬底主要有蓝宝石、碳化硅和硅衬底,以及GaAs、AlN、ZnO等材料。
MOCVD是利用气相反应物(前驱物)及Ⅲ族的有机金属和Ⅴ族的NH3在衬底表面进行反应,将所需的产物沉积在衬底表面。
通过控制温度、压力、反应物浓度和种类比例,从而控制镀膜成分、晶相等品质。
MOCVD外延炉是制作LED外延片最常用的设备然后是对LED PN结的两个电极进行加工,电极加工也是制作LED芯片的关键工序,包括清洗、蒸镀、黄光、化学蚀刻、熔合、研磨;然后对LED毛片进行划片、测试和分选,就可以得到所需的LED芯片了。
图2.3 LED生产流程§3 大功率LED生产工艺作为LED节能灯光源的大功率LED,它是LED节能灯的核心部分。
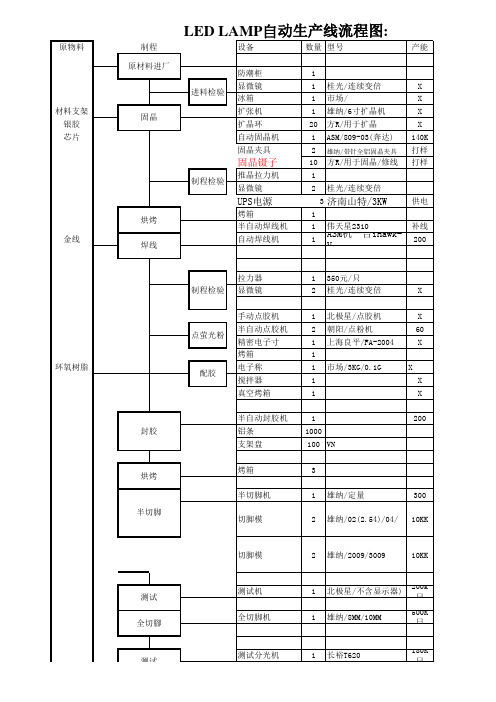
LED 自动生产线流程图
环境测试仪器高低温湿热交变试验机 跌落试验奈腐蚀试验 道路模拟震动试验 快速温变试验 高低温冲击试验 高温精密烘箱
LCD,LED老化测试饱和加速寿命测试仪 高温老化测试 大型温湿度测试室 无尘室洁静门 恒温恒湿试验机
环境测试仪器;高低温湿热交变试验机; 跌落试验; 奈腐蚀试验;道路模拟震动试验; 快速温变试验; 高低温冲击试验; 高温精密烘箱; LCD,LED老化测试; 饱和加速寿命测试仪;高温老化测试;大型温湿度测试室; 无尘室洁
133********
灯具用的话加。
LED显示屏生产流程及工艺要求课件
盖整板,这将造成虚焊、假焊,给后续工序带来麻烦,也影
响产品的可靠性和稳定性。
•
接地:波峰焊必须良好接地。
•
保证灯的垂直度,是波峰焊要解决的重要问题,因为
灯的发光是通过表面芯片产生,灯的偏离,会造成发光强度
和角度的偏离。从而使显示屏的发光不均匀,造成各个角度
颜色的偏差,使显示图像的PPT学效习交果流 和质量下降。所以波峰焊必
PPT学习交流
7
三、模组生产流程 •(一)贴片
1、贴片需要的设备:
钢网; 印刷机; 贴片机;回流焊机。
钢网:根据所要生产产品的驱动面来制作,其目的是 将驱动元件固定到PCB上。
钢网有红胶和锡膏两种之分。红胶钢网是将元件固定 在板上,通过波峰焊将元件焊在PCB上。锡膏钢网是将贴 在板上的元件通过回流焊机焊接在PCB上。通过红胶钢网 印刷的PCB必须过波峰焊,而锡膏钢网印刷的PCB则不需过 波峰焊。
LED显示屏生产流程 目录
一、产品定型设计…………….2 二、确定材料清单…………….7 三、模组生产流程…………….8 四、箱体组装老化…………….18 五、显示屏现场安装………….22
PPT学习交流
1
一、产品定型设计
• LED显示屏种类繁多,对于不同的工作环境和显示 内容,以及客户的特殊要求,就需要对产品进行 定型,确定产品的各项指标,以更好地满足客户 的需求。定型主要有以下涉及几点。
•
7、培训客户使用,如操作软件的使用,各种文件和图像的 播放,以及屏体常见问题的处PP理T学习方交流法等。
23
附、显示屏生产流程框图
原材料采购 (选择品质供应商,
保证产品通过 严格的认证
管理)
物料验收 (按照国家标准验收,
最新LED显示屏生产流程新

L E D显示屏生产流程新LED显示屏生产流程目录一、确定材料清单二、模组生产流程三、箱体组装老化一、确定材料清单在产品定型后,需要制作一份详细的材料清单即BOM单;在清单上需要列出整个项目需要的原材料,包括:模组的材料清单;箱体的材料清单;结构的材料清单;附属设备清单;制作一份完备的材料清单。
二、模组生产流程(一)贴片1、贴片需要的设备:钢网;印刷机;贴片机;回流焊机。
钢网:根据所要生产产品的驱动面来制作,其目的是将驱动元件固定到PCB 上。
钢网有红胶和锡膏两种之分。
红胶钢网是将元件固定在板上,通过波峰焊将元件焊在PCB上。
锡膏钢网是将贴在板上的元件通过回流焊机焊接在PCB 上。
通过红胶钢网印刷的PCB必须过波峰焊,而锡膏钢网印刷的PCB则不需过波峰焊。
钢网的厚度一般是:红胶0.18MM,锡膏0.15MM印刷机:将红胶或则锡膏均匀涂在PCB上,在印刷时注意:钢网和PCB之间需良好接触压紧;印刷表面要保证厚度均匀。
贴片机:将电子元件贴在PCB上。
在贴片时需注意:元件的方向和极性;元件的管脚要和焊盘封装管脚对齐;回流焊机:将贴在PCB上的元件固定在板上。
红胶和锡膏在印刷时都是半固态状。
通过回流焊,使红胶凝固,将元件黏在PCB上;而锡膏通过回流焊可以熔化,从而将元件焊接在PCB上。
在过回流焊焊时需注意:各温区温度的设置;回流焊各温区时间的设置;(二)插件将LED按照PCB封装极性插在PCB上的过程称为插件。
插件过程需要注意以下几点:防静电:静电对LED的损坏是显而易见的,整个生产拉需良好接地,插件人员必须佩带有线防静电环;LED极性:LED在未切脚前长脚是正极,断脚是负极,但切脚之后,灯脚都是一样长,所以不能从灯脚判断正负极。
而灯杯也不能确定就是负极,对于一些反电极的LED,有灯杯的一端是负极。
所以为了保险,需要技术员在插灯之前测量好极性,再告知员工极性。
(三)、波峰焊波峰焊需要的设备;产品夹具;波峰焊机:波峰焊是显示屏生产中一个非常重要的过程,需要注意以下几点:夹具和PCB的配套性:夹具的制作必须和产品的孔位一直,在过完波峰焊时才能保证灯的垂直度。
LED的生产工艺流程及其设备ppt课件

LED衬底材料制作--研磨和蚀刻
晶面研磨
通以特定粒度及粘性的研磨液,加 外研磨盘的公转和自转,达到均匀 磨平晶片切片时留下的锯痕、损伤 等不均匀表面。
晶片蚀刻
蚀刻的目的在于除去先前各步机械 加工所造成的损伤,同时获得干净 且光亮的表面,刻蚀化学作用可区 分为酸性及碱性反应。
晶片研磨机
LED衬底材料制作--退火与抛光
按着淀积过程中发生化学的种类不同可以分为热解法 、氧化法、还原法、水解法、混合反应等。
LED外延制作--CVD的优缺点
CVD制备的薄膜最大的特点是致密性好、高效率、良好的台阶 覆、孔盖能力、可以实现厚膜淀积、以及相对的低成本;
缺点是淀积过程容易对薄膜表面形成污染、对环境的污染等 常压CVD(APCVD)的特点是不需要很好的真空度、淀积速度
蓝宝石衬底紫外LED
LED生产工艺流程
蓝宝石衬底白光LED
LED生产工艺流程
所举例子只是一种LED制作工艺, 不同的厂家都有自己独到的一套制作工 艺,各厂家所使用的设备都可能不一样 ,各道工序的作业方式、化学配方等也 不一样,甚至不同的厂家其各道制作工 序都有可能是互相颠倒的。
但是万变不离其宗,其主要的思想 都是一样的:外延片的生长(PN结的 形成)---电极的制作(有金电极,铝电 极,并形成欧姆接触)---封装。
LED外延制作--液相外延的缺点
当外延层与衬底的晶格失配大于1%时生ቤተ መጻሕፍቲ ባይዱ长发生困难。
由于生长速率较快,难以得到纳米厚度 的外延材料。
外延层的表面形貌一般不如汽相外延的 好。
LED外延制作液相外延的生长原理
LED外延制作
液相外延示意图
LED外延制作
实 际 液 相 外 延 设 备
LED显示屏生产循环流程图

财务经理 仓库主管 财务部 产成品库 半成品库 原材料库 制造二部 (模块车间) 制造一部 (装配车间) 计划部
开始
制造部经理
总经理
质检部
合同项目任
生产任务单
生产计划表
审批
审批
领料单
领料单
审批
出库单
出库单
生产
生产
生产日报表 登记账卡 登记账卡日生产计划达成率分析报告生产日报表
日生产计划达 成率分析报告
生产循环流程图总经理财务经理仓库主管财务部产成品库半成品库原材料库计划部质检部制造部经理制造二部模块车制造一部装配车开始生产任务单生产计划表领料单领料单入库单出库单完工完工记账合格检验生产生产检验合格书出库单入库单入库入库月末盘点月末在产品盘月末盘点盘点表盘点表盘点表盘点表核对一致审批审批审批审批记账处理处理处理处理处理结束月末盘点盘点表审批审批登记账卡登记账卡审批处理方案审批生产循环流程图财务经理仓库主管财务部产成品库半成品库原材料库制造二部模块车间制造一部装配车间计划部制造部经理总经理质检部开始生产任务单生产计划表领料单领料单入库单出库单完工完工记账合格检验生产生产检验合格书出库单入库单入库入库定期盘点定期在产品盘定期盘点盘点表盘点表盘点表盘点表核对定期盘点盘点表审批审批登记账卡登记账卡登记账卡登记账卡审批生产日报表生产日报表审阅审阅日生产计划达成率分析报告生产月报表生产月报表审批日生产计划达成率分析报告月生产计划达成率分析报告月生产计划达成率分析报告审批合同项目任务书核对一致审批审批审批记账处理处理处理处理处理结束处理方案审批审批
生产月报表
生产月报表
审阅
审批
审阅
月生产计划达
月生产计划达
N
完工
LED生产流程PPT课件
一、wafer的减薄过程
Wafer的厚度测量
所用仪器:千分表(单位:um)
测量方法: 1、擦干净陶瓷盘; 2、将陶瓷盘放在千分表的大理石上; 3、移动陶瓷盘,千分表表头接触陶瓷盘 面,归零,找到陶瓷盘的零点位置; 4、将千分表表头接触wafer背表面,读出 的数值即为wafer的厚度。
42
一、wafer的减薄过程
液
酮
醇
45
关于研磨抛光破片的几种原因
应力:单位面积上所承受的附加内力,即 材料在受到外力作用,不能位移就会产生 形变,材料内部会产生并聚集抵抗形变的 内力,我们可以理解某点的应力为该点内 力的聚集度。
特点:材料上受到任何的力,热等其他外 在作用力时均会产生应力,晶片研磨后下 蜡出现翘曲即是应力快速释放的结果。
46
应力和划痕是破片的主要原因
背面
研磨过程产生应力
的方向
正面
背面
抛光过程产生应力
正面
的方向
47
应力和划痕是破片的主要原因
保证晶片没有翘曲即是应力相互抵消,通过控制研磨和抛 光的厚度可以适当的减小晶片的应力,但如果本身晶片的 积累的应力过大,研磨和抛光的作用就不太明显。
研磨不抛光的碎
裂层
研磨后抛光5um 研磨后抛光15um
将欲刻蚀区域采用ITO腐蚀液,水浴33℃,腐蚀7min
23
去光阻
N区P区均显露出来,为下步蒸镀电极做准备
24
ITO熔合
熔合目的:
主要使ITO材料更加密实,透光率增加,降 低电压,使ITO层与GaN衬底形成良好的欧 姆接触。
熔合条件:
温度:500℃,10min
25
N/P电极光罩作业
采用负性胶,未光照区域光刻胶被显影液 去掉,留下电极蒸镀区域。
LED显示屏生产流程图(聚彩芯)
LED显示屏生产流程图一、SMT(贴片)1.物料检验------------检查物料的用量、规格、型号、品质、性能是否符合要求2.刷锡膏(红胶)---------锡膏解冻、拌匀,钢网调校、锡膏印刷、检查膏面均匀对整3.贴元件(手工贴片)------先贴小件后大件,注意位置、型号、方向、极性、整齐度4.检贴面(QC)--------无错件、错极、漏件、错位,锡膏均匀着附好,元件高低平整对齐5.过回流焊------调温、调速、放板、接板,板要平拿轻放,检查锡面、保养机器6.执锡面(胶面)--------执连锡、堆锡、少锡、虚焊、斜焊、脱焊,修错补漏二、DIP(插件)1.剪灯脚------调行灯槽、刀位、速度,分档、分类、明标签,机器接地,注意防静电2.贴胶纸------盖贴手工焊盘、螺丝孔位3.插件(手工插灯)-------注意PCB方向,灯颜色、极性、位置,注意防静电4.检插面(QC)------无错向、错位、错极、错色、高低灯,注意防静电5.上夹板--------夹班定位,注意方向、无斜灯、偏灯、高低灯、漏夹灯,注意防静电6.过波峰焊------调炉温、7.执锡面三、后焊(手工焊接)1.压灯2.插附件3.焊接4.检板面(QC)四、测试1.配信号卡2. 测直观工艺3.测墨色4.测信号5.测光色6.测防震7.板老化五、灌胶1.喷防护漆2.套底壳3.打螺丝4.校灯5.检灯面(QC) 6.配胶7.灌胶8.晾胶9.整灯10.上面罩11.修外观12.检模块(QC)六、总装1.压排线2.配电线3.拼附件4.拼模组5.检箱面6.拼电源7.上线材8.检箱体(QC)9.试防水10.整屏拼接11.检屏面(QC)七、调试1.配连接2.配系统3.配供电4.配通讯5.调設置6.调信号7.调光色8.试参数9.屏老化10.总检(QA)八、包装1.整洁2.内包3.装箱4.打包5.标识(IPQC)6.入库另:结构制作人:秦军。
LED制造工艺流程PPT演示文稿
P型接触层蒸发合金
•20
粘结层蒸发
•21
粘结层光刻
•22
薄膜转移
bonding
双面镀金基板
压力/温度
压头 石墨 外延片与基板
•23
灌蜡 堵住沟槽,保护Ag
•24
金锡邦定 金金邦定不牢,表面不干净,因在邦定前不能用
H2SO4泡(Ag不允许)
•25
去Si衬底
522( HNO3:HF:冰乙酸)
S u b s tra te S u s c e p to r H2 TM G bubbler
氢气H2 三甲基镓源 TMG
Ga(CH3)3(v)+NH3(v)一GaN(s)+3CH4(v)
衬底 石墨支撑盘
NH3 TMG
•15
外延层结构
200nm
2nm=0.002um 8nm=0.008um
3~4um
•44
封装形式有Lamp-LED、 TOP-LED、SideLED、SMD-LED、High-Power-LED等。
LAMP
食人鱼
TOP LED
大功率LED
•45
封装工艺说明
芯片检验 镜检:材料表面是否有机械损伤及麻点麻坑(lockhill) 芯片尺寸及电极大小是否符合工艺要求电极图案是否 完整
•11
RIE (Reactive Ion Etching)反应离子刻蚀
•12
ICP (Induced Coupled Plasma)
电感耦合等离子体
•13
外延材料生长
MOCVD 记编号 放片子
•14
反应原理、反应方程式 反应管
氨气NH3
Reactor cham ber (CH3 )3 G a + NH 3 --> GaN + 3 CH4 NH3
LED生产工艺流程图
准备 酒精
准备 无尘布 装玻璃 准备 螺丝 装中环 电批
准备 面环
准备 螺丝 装面环 电批
准备 卡簧
准备 螺丝 装卡簧 墨眼片 测试 准备 驱动 老化 不良返工 功率仪 自动老化线 墨镜片 测试 不良返工 功率仪 打包装 打包机 电批
准备 酒精
准备 无尘布
入库
LED筒灯生产工艺流程图
准备 DC线 剥线 剪线 准备 焊锡丝 DC线 加锡 准备 散热器 穿线 准备ቤተ መጻሕፍቲ ባይዱ焊锡丝 COB加锡 准备 硅脂 涂导 热硅脂 电铬铁 焊COB 焊锡丝 电铬铁 斜口钳
电铬铁
准备 螺丝
准备 支架
锁支架 墨镜片 测试 准备 螺丝 准备 压线扣 装压 线扣
电批
不良返工 功率仪 电批
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
LED显示屏生产流程图
一、SMT(贴片)
1.物料检验------------检查物料的用量、规格、型号、品质、性能是否符合要求
2.刷锡膏(红胶)---------锡膏解冻、拌匀,钢网调校、锡膏印刷、检查膏面均匀对整
3.贴元件(手工贴片)------先贴小件后大件,注意位置、型号、方向、极性、整齐度
4.检贴面(QC)--------无错件、错极、漏件、错位,锡膏均匀着附好,元件高低平整对齐5.过回流焊------调温、调速、放板、接板,板要平拿轻放,检查锡面、保养机器
6.执锡面(胶面)--------执连锡、堆锡、少锡、虚焊、斜焊、脱焊,修错补漏
二、DIP(插件)
1.剪灯脚------调行灯槽、刀位、速度,分档、分类、明标签,机器接地,注意防静电
2.贴胶纸------盖贴手工焊盘、螺丝孔位
3.插件(手工插灯)-------注意PCB方向,灯颜色、极性、位置,注意防静电
4.检插面(QC)------无错向、错位、错极、错色、高低灯,注意防静电
5.上夹板--------夹班定位,注意方向、无斜灯、偏灯、高低灯、漏夹灯,注意防静电
6.过波峰焊------调炉温、
7.执锡面
三、后焊(手工焊接)
1.压灯
2.插附件
3.焊接
4.检板面(QC)
四、测试
1.配信号卡
2. 测直观工艺
3.测墨色
4.测信号
5.测光色
6.测防震
7.板老化
五、灌胶
1.喷防护漆
2.套底壳
3.打螺丝
4.校灯
5.检灯面(QC) 6.配胶
7.灌胶
8.晾胶
9.整灯
10.上面罩
11.修外观
12.检模块(QC)
六、总装
1.压排线
2.配电线
3.拼附件4.拼模组
5.检箱面
6.拼电源
7.上线材
8.检箱体(QC)9.试防水
10.整屏拼接
11.检屏面(QC)
七、调试
1.配连接
2.配系统
3.配供电
4.配通讯
5.调設置
6.调信号
7.调光色
8.试参数
9.屏老化
10.总检(QA)
八、包装
1.整洁
2.内包
3.装箱
4.打包
5.标识(IPQC)
6.入库
另:结构
制作人:秦军。