装配动作标准工时
分析装配式建筑施工中的工人工时计算方法

分析装配式建筑施工中的工人工时计算方法装配式建筑是近年来兴起的一种新型建筑方法,它以工厂化生产为基础,并在现场进行组装安装。
与传统施工相比,装配式建筑具有速度快、质量高和环保节能等优势。
然而,在装配式建筑施工过程中,如何准确计算工人的工时成为一个重要的问题。
本文将分析装配式建筑施工中的工人工时计算方法。
一、常规施工中的工时计算方法在传统施工中,通常采用流水线作业法或者标准时间法对工人的工时进行计算。
流水线作业法是根据每一道工序分别估算出所需时间,然后对不同机械设备做精细划分,并通过流水线模式进行协调和控制。
这种方法适用于大规模连续作业的情况下,但在装配式建筑施工中并不适用。
二、装配式建筑施工特点及影响因素1. 模块化生产:装配式建筑主要靠预制件完成,不同构件之间可以实现较好的组合效果。
这就要求在计算工时时需要考虑到模块之间的连接以及组合时间。
2. 交通和运输:装配式建筑需要在工厂进行生产,并通过物流运输到施工现场。
因此,运输时间和装卸时间也是影响工时计算的重要因素。
3. 现场组装:在施工现场,需要将预制构件进行组装和安装。
这涉及到吊装、固定、焊接等操作,每个环节的时间都需要精确测算。
三、基于作业内容计算工时在装配式建筑施工中,可以根据不同的作业内容来计算工人的工时。
首先,明确每个作业所需的操作步骤,并对每个步骤进行训练和标准化。
然后,根据每个步骤的难度及其对应的作业要求,制定一个标准时间来评估完成该操作所需的时间。
最后,通过累加每个操作步骤的标准时间,得出整个作业所需的总工时。
四、基于实际情况调整计算结果尽管采用了基于作业内容来计算工时的方法,在实际施工中仍然需要根据具体情况进行一些调整。
比如,在安全性要求高或者操作环境复杂的情况下,可能会增加额外的时间用于确保安全和提供适宜的工作条件。
此外,还应该考虑到工人个体差异和经验水平等因素对工时的影响。
五、利用信息化技术辅助计算随着信息化技术的快速发展,可以利用现代化设备来辅助计算装配式建筑施工中的工时。
装配工艺工时标准计算

装配工艺工时标准计算
装配工艺工时标准的计算通常需要考虑以下几个方面:
1.产品结构和装配工艺:首先需要了解产品的结构和装配工艺,包括零件数量、装配顺序、装配方法等。
2.操作人员技能水平:不同技能水平的操作人员完成相同工作所需的时间可能不同,因此需要根据操作人员的技能水平来确定工时标准。
3.设备和工具:使用不同的设备和工具可能会影响装配效率,因此需要考虑设备和工具的类型和效率。
4.工作环境:工作环境也可能会影响装配效率,例如温度、湿度、噪音等因素。
5.生产批量:生产批量越大,平均每件产品的装配时间可能会越短,因此需要考虑生产批量对工时标准的影响。
综合考虑以上因素,可以采用以下步骤计算装配工艺工时标准:
1.对每个装配工序进行动作分析,确定每个动作所需的时间。
2.根据操作人员的技能水平和工作环境等因素,确定每个动作的标准时间。
3.将每个工序的动作时间相加,得到该工序的总工时。
4.将所有工序的总工时相加,得到产品的总装配工时。
5.根据生产批量和设备工具等因素,对总装配工时进行调整,得到最终的装配工艺工时标准。
需要注意的是,装配工艺工时标准的计算应该根据实际情况进行调整和优化,以确保其合理性和准确性。
装配式建筑施工人员的工时与休息管理
装配式建筑施工人员的工时与休息管理一、背景介绍随着城市化进程的加快,装配式建筑作为一种新兴且高效的建筑方式,在现代社会得到了广泛应用。
而装配式建筑施工人员的工时与休息管理对于保障建筑施工质量和劳动者权益具有重要意义。
本文将从以下几个方面来探讨装配式建筑施工人员的工时与休息管理。
二、合理安排工时1. 统计数据根据相关统计数据,我们可以了解到装配式建筑施工工人的平均工时情况。
通过对不同类型的装配式建筑项目进行调研,可以评估出合理的平均每日工时,并据此制定相应的管理政策。
例如,平均每日8小时为一个基准,结合具体项目实际情况灵活调整。
2. 工作班次轮换在装配式建筑施工中,为了确保连续性和高效性,往往需要安排两班倒或三班倒等多班制度。
然而,长期高强度的倒班可能会对劳动者身心健康造成损害。
因此,在制定工时管理策略时,应合理安排工作班次的轮换,确保劳动者有足够的休息时间。
3. 加班管理装配式建筑施工过程中,由于一些特殊情况可能需要加班,但过度加班也会对劳动者健康和工作质量产生不利影响。
因此,在穷尽一切措施避免加班的前提下,对必要的加班情况应该进行严格的安排和监管,确保劳动者合法权益同时保证建筑项目进度可控。
三、合理安排休息1. 休息时间规定对于装配式建筑施工人员来说,根据国家相关规定,每天至少应享有一定的午休时间和晚间休息时间。
在制定管理政策时,可以设立清晰明确的休息时间规定,并通过文件或通知书等形式告知到位。
2. 防止长时间连续作业连续长时间的作业容易导致劳动者疲劳和身体健康问题。
因此,在装配式建筑施工中应探索创新方法和技术手段以减轻劳动强度并提高效率。
通过有效的工序组织和设备支持,减少装配时间,使工人可以有更多的休息时间。
3. 心理压力管理装配式建筑施工人员常常要面对较大的工作压力,因此应注重心理健康管理。
提供心理咨询和培训服务,鼓励劳动者积极参与各类活动以缓解工作压力,并建立健康的企业文化氛围。
四、加强监督控制1. 监督机构设置建立装配式建筑施工人员工时管理的监督机构,确保相关政策能够有效执行并监督各方履行自己的责任。
装配标准工时如何计算?详解:装配的标准工时计算方法
装配标准工时如何计算?详解:装配的标准工时计算方法装配标准工时的优化是生产企业中重要的降本提效方式。
企业管理者要想优化生产结构,提高生产效率,必须得从生产环节下手,而重要的一项内容就是了解装配标准工时。
把这项内容搞清楚之后,管理者就知道自己装配一件产品需要花费多少的时间,进而采取措施进行优化,来缩短生产时间,提高生产效率。
那么装配标准工时如何计算?装配的标准工时计算方法有哪些?怎样才能优化各项操作流程的步骤呢?这是大多数生产管理者和企业经营主所关注的问题。
下面咱们一个一个问题的来看!一、装配标准工时如何计算要想准确的计算出装配标准工时,必须得了解每一个操作流程,小到货物的搬运,大到产品关键环节的组装都必须进行了解。
因为一个产品从一堆零部件成为一个包装完整商品,是一个既琐碎又繁杂的工程,而比较消耗时间的环节,恰恰就是那些琐碎的生产流程,因此要根据操作流程计算在计算装配标准工时之前,生产管理者可以先利用流程图的形式,将每一步操作流程按顺序排列好,然后再进入生产车间实际调查每一道工序的所需时间,通过测算每一个步骤所花费的时间并进行汇总,装配标准工时的基本雏形就显现出来了。
当然,上述的只是传统的操作方法,在科技软件的普及下,现在大多数企业都采用vioovi的ECRS软件进行标准工作流程输出,然后再分析有效时间和无效时间以及科学、系统的作业工序流程,输出标准作业流程图,再去计算装配标准工时。
二、装配标准工时计算方法看完了如何计算装配标准工时,那咱们来探讨一下标准工时计算方法。
上面谈到了传统方法和利用数字软件的现代计算方法。
当前传统方法已不常用了,特别是稍有规模的企业都是数字化管理了。
因此对于100人以下的企业来说,可以根据传统的数据收集方法去计算装配标准工时。
但是100人以上或者想要做到精益求精的话,是需要借助科技手段的,就是当前大多数企业采用的vioovi-ECRS软件进行计算和优化。
vioovi 的ECRS工时分析软件功能非常强大,可以对视频进行数字化智能分析,只需将工人的操作视频导入到软件之后,vioovi 的ECRS工时分析软件就能自动计算出装配标准工时,计算完时间之后该软件还能分析操作动作的必要性,通过精准的分析,将操作过程中不必要的动作删除掉,也就是ECRS分析方法,以此来节约操作时间。
ie标准工时计算
ie标准工时计算工时管理对于企业的生产效率和工资制度设计都有重要影响。
IE (工业工程)标准工时计算方法是一种常见的工时管理方法,通过对工序和操作进行测量和分析,确定任务完成所需的标准工时。
本文将介绍IE标准工时计算的基本原理和步骤,并通过实例来说明如何应用该方法。
一、IE标准工时计算原理IE标准工时计算的核心原理是通过对生产过程中的工序和操作进行逐个测量和分析,确定任务完成所需的标准工时。
其基本假设是:相同任务在相同环境下,工人的工作能力和判断能力保持一致。
IE标准工时计算方法的过程可以分为以下几个步骤:1. 任务分解:将生产过程分解为不同的工序和操作,确定需要计算标准工时的具体任务。
2. 工序测量:对每个工序进行测量,包括直接工时和间接工时。
直接工时指完成任务所需的实际工作时间,间接工时指完成任务所需的非工作时间,如等待材料等。
3. 操作分析:对每个操作进行分析,确定操作的具体内容,包括操作的动作、次数、频率等。
4. 标准工时计算:根据工序测量结果和操作分析确定每个操作的标准工时,并累加得到任务的总标准工时。
二、IE标准工时计算步骤下面以一家制造企业的生产线上的装配工序为例,介绍IE标准工时计算的具体步骤:1. 任务分解:将装配工序分解为多个具体操作,如零件装配、调试、清洁等。
2. 工序测量:对每个工序进行测量,记录实际完成该工序所需的工作时间。
例如,在零件装配工序中,测量实际装配一件零件所需时间为10分钟。
3. 操作分析:对每个操作进行分析,记录操作的具体内容和频率。
例如,在零件装配工序中,操作包括拆卸、安装、固定等,其中拆卸操作的频率为10次/小时,安装操作的频率为20次/小时。
4. 标准工时计算:根据工序测量结果和操作分析确定每个操作的标准工时。
例如,拆卸操作的标准工时为实际拆卸一次所需时间乘以频率,即10分钟/次×10次/小时=100分钟/小时。
三、IE标准工时计算实例假设某企业的装配工序共有5个具体操作,它们的实际工时和频率如下表所示:操作名称实际工时(分钟)频率(次/小时)零件装配 10 20调试 15 15清洁 5 30固定 8 25质检 12 10根据上述数据,可以计算每个操作的标准工时,然后累加得到任务的总标准工时。
精益管理学习-标准工时
标准工时的定义标准时间的概念来源于泰勒的“公平的一天工作量”(a fair day's work)的理论。
标准工时(Standard Allowed Minutes),作为制造业必不可少的一种管理绩效测评尺度,19世纪后期起源于美国,至今已有一百多年的历史。
在社会发展的长河中,经历不少后继管理学家的改进,标准工时的运算和评估方法已越来越具有科学性,而且运用。
据调查,日本的制造企业100%都拥有标准工时评估系统,而且20%的知名企业还建立了个性化和高精度的标准工时管理系统。
就中国企业来说,基本的情况是30%的企业根本没有,60%的企业有而不精,10%的企业根本还不了解标准工时是什么,标准工时能为企业带来什么效果。
因此,一些企业对成本管理、资源配置、效率管理、加工费测评等缺少根本性的有效工具和科学性。
标准工时的概念是:标准工时(ST)是一个100%熟练工人,在良好的工作环境下用正常速度去完成一项特定工作(可接受品质水平)所需的时间。
对概念的理解:(1)100%熟练工人:是指操作者必须是熟练手,而不是刚进工厂的新手;(2)正常的作业或加工条件:是指物料准备充足,设备加工条件或精度正常,以及正确的作业或加工方法等;(3)正常的工作环境:是指作业所需的照明条件、温度、湿度、水、电、气等均在正常状态;(4)正常的作业(或加工)速度:是指满足产品加工精度的转速和作业熟练程度。
标准时间的特性可理解为:(1)客观性:对应于某一标准化了的作业操作(通过方法研究),标准时间是不以人们的意志而转移的客观存在的一个量值;(2)可测性:只要将作业标准化了,就可以用科学的方法对操作过程进行测定(如秒表测时、工作抽样、PTS技术等),以确定标准时间的量值;(3)适用性:因为标准时间是普通工人以正常速度能完成某项作业的劳动标准时间,不强调过分先进或十分敏捷的动作完成某项操作,所以它应该是易于被大多数人接受的。
二、标准工时的计算公式为了能够体验什么是标准,什么样的速度能够算作标准时间,可以做以下两种“正常速度”的体验。
标准工时参考数据明细表

14
25%
16
25%
16
25%
2.2575 2.58 3.08
UT为电批锁 附时有效运 行时间
锁附 1个螺丝 (10.0)
锁附动作时M3P5M3P7+UT(1.0S)
16
25%
3.58
锁附 1个外观螺丝
锁附动作时M3P5M3P8+UT(1.0S)
16
25%
3.58
焊接单点(如闪光灯上导 线)
焊点加锡M2G1M2+1S(锡熔时间) 取导线M2G1M2+1S(锡熔时间)
101
25%
用镊子取垫片或双面胶 M3G1(M3G3M3)*4
贴垫片、双面胶(4 小条 ) 贴垫片于壳体 (M2P5M2A4)*4+C4*3
贴附后检查 (E2D3)*4
124
25%
铆接电池盖正负弹片 (线外加工)
取产品放入治具内 从治具取出产品放入流水 线 取产品待装配 单点检查 动作
取放弹片 M3G1M3P5 放置小弹片 (M3G1M3P2R2M3P5M1P5)*2 冲压 M5G1M5G1+1秒(1秒为冲压机周期时间) 检查 (E2D3)*2 放置 M3G1M2P0
热熔 4个点以上
热熔机气缸行程周期为 5 S
5
点UV胶(5mm为一单点)
动作时间 M3P5M1+出胶时间(1S)
9
点UV胶(线段)
动作时间 M3P5M1+出胶时间(1S)+出胶口在部品 移动时间(以每cm移动时间为3S)
目检动作(第一个工序)
针对有外观要求的部品的表面面积/1.5cm² *E2(0.25S)
25%
2.45125
标准工时评定规则-MOD法详解
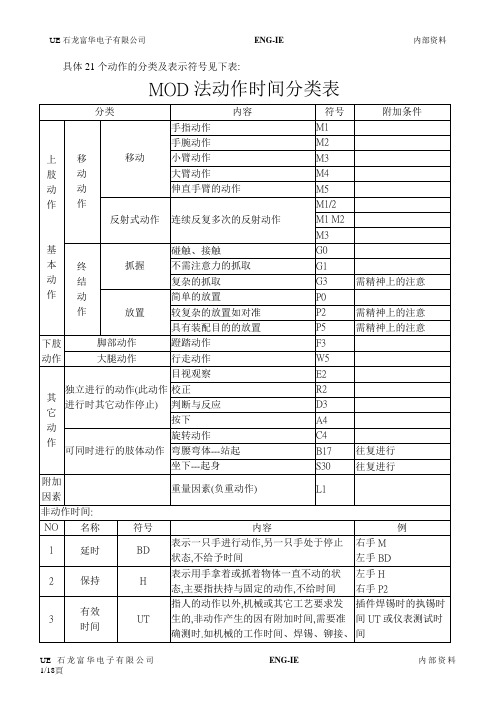
具体21个动作的分类及表示符号见下表:MOD法动作时间分类表由上表知,MOD法把人的动作分成上肢、下肢、其它等动作,分别由符号M、G、P、F、W……代表,符号后仅赋予数字1、2、3……代表模特时间值,如M1代表1MOD=0.129SEC,M2即代表2MOD、以此类推.1.本公司MOD法制定标准工时基准如下:(1)以MOD分析之正常时间(即100%效率水准).(2)本细则规定之标准作业距离为20CM.(3)私事宽放:因本厂采取中休制度,故宽放率为0%.(4)疲劳宽放:因本厂作业强度属轻、中度作业,故取宽放标准为15%.(5)作业宽放:如,a.台及场地的简单清洁与准备,包括转换产品品种时的时间消耗.b.来料及零件不良造成的停顿.(SMT零件脚宽不准)c.现场监督者与检查员临时抽检及口头指示造成的偶发停顿.d.上下工位的传递中偶发问题等.以上各宽放平均取:3%.(6)特殊宽放:如管理宽放、小批量的宽放、奖励宽放、机械干扰的宽放、不同作业人群的宽放等,平均取:2%.和计以上可知本公司取平均宽放率为20%.以上为一般正常状况之基准,如产品设计或工作环境等有异常时,得酌情修正.2.标准工时如下各页所示.6.1.1 DIP H/I段插件工时如下:線圈(二)二极體高腳二极體晶體(一)跳線晶體(二)ICF USE(一)F USE(二)IC線材(一)線材(一)Component ComponentType of ComportmentMOD 数(Sec)备注线圈(二) coil 2左手: M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5M4M2二极管 horizontal diode 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2二极管 high lead dopde左手: M4M2G3M4R2*3P5R233 2.6右手: G3M4R2*3P5R2M4M2晶体(一) transistor 1左手: M4M2G3M4R2*3P530 2.3右手: G3M4R2*3P5M4M2 跳线 jumper wire左手:M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2晶体(二) transistor 2左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*2P5R2M4M2 IC ic<101eads左手: M4M2G3M4R2R2*2R2*2P533 2.6右手: G3M4R2R2*2R2*2P5M4M2 FUSE(一)左手: M4M2G3M4R2*2P5272.1右手: G3M4R2*2P5M4M2 FUSE(二)左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2IC ic>101eads左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2线材(一) 插单边左手: M4M2G3M4R2P5BD29 2.2右手: BDM4M2G3M4R2P5线材(一) 插双边 L<20CM左手: M4M2G3M4R2P5M4R2P5BD43 3.3右手: BDM4M2G3M4R2P5M4R2P5排線(一)線材(一)排線(一)排線(一)Soc ke t(1)Soc ke t(2)P in1P in2Slide s w itc h 線材(二)Component ComponentType of ComportmentMOD 数(Sec)备注线材(一) 插双边 L>20CM 左手:M4M2G3M4R2P5M4M4R2P5BD473.6右手:BDM4M2G3M4R2P5M4M4R2P5 排线(一)插单边Ribbon wire2 (insert 1 ends)左手: M4M2G3M4M2R2P5BD332.6右手: BDM4M2G3M4M2R2P5排线(一)插双边Ribbon wire2 (insert 2 ends)L<20CM 左手: M4M2G3M4M2R2P5M4M2R2P5BD554.3右手: BDM4M2G3M4M2R2P5M4M2R2P5排线(一)插双边 Ribbon wire2 (insert 2 ends) L>20CM 左手:M4M2G3M4M2R2P5M4M4M2R2P5BD554.3右手:BDM4M2G3M4M2R2P5M4M4M2R2P5 Socket(一) <=4way左手: M4M2G3M4R2*3P5302.3右手: G3M4R2*3P5M4M2 Socket(二) >=5way左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2pin one pin 左手: M4M2G3M4R2P5251.9右手: G3M4R2P5M4M2 端子 solder tag左手:M4M2G3M4R2*2P527 2.1右手:G3M4R2*2P5M4M2 slide switch/ detector assembly 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*2P5R2M4M2 线材(二) 插单边wire assembly 2 (insert ends)左手: M4M2R2G3M4(R2P5)*N*BD23+7*N1.8+0.9*N右手:G3M4(R2P5)*N*BDM4M2R2T unc rLEDT r 1T r 2ComponentShape of ComponentType of ComportmentMOD 数Insertion (Sec)备注Tuncr左手: M4M2G3M4R2R2*3R2*3P540 3.1右手: G3M4R2R2*3R2*3P5M4M2 LED左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2 Line Drier transformer(一)左手: M4M2G3M4R2*3P531 2.4右手: G3M4R2*3P5M4M2 Transformer(二)左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M2CONN 4PCONN 9P -MCOP WRCO2*10PCONN 6PCONN 4P DP 2X13P DP 2X20PDP 2X2PDP 2X3PDP 2X4P ComponentComponentType of ComportmentMOD 数(Sec)备注CONN-4P WAFER(L) CD-IN 连接器-4P左手: M4M2G3M4M2R2P5292.2右手: G3M4M2R2P5M4M2 CONN-9P-MCOM1左手: M4M2G3M4R2*3R2*3P5 37 2.9右手: G3M4R2*3R2*3R5M4M2 CONN-ATX PWRPOWER CONN2X10P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2CONN-CIN 6PDUALMOUSE/KEYBOARD左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 CONNECTOR 4X1P左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2 DOUBLE PIN2X13-25 FEATURE左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN2X20P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2 DOUBLE PIN2X2P WIE 左手: M4M2G3M4R2*3P5312.4右手: G3M4R2*3P5M4M2DOUBLE PIN 2X3P BUS RATIO 左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN2X4PVCORE CPU CLOCK左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2DP 2X5PDP 2X8PEP R32PF USEHEAT SINK ACE P J5PP H2*20PP H2*5PP WRCONN12PREGSLP 2PComponentComponentType of ComportmentMOD 数(Sec)备注DOUBLE PIN2X5P左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2 DOUBLE PIN2X8P-14SLEEP PWRS/W左手: M4M2G3M4R2*3R2*3P5372.9右手: G3M4R2*3R2*3R5M4M2 F EPROM LCC32P左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2FUSE(POLY SW)1.6A 2脚左手: M4M2G3M4R2*3P5R2332.6右手: G3M4R2*3P5R2M4M2HEAT SINK ACE (有锁螺丝)左手: M4M2G3M4R2*3R2*3P537 2.9右手: G3M4R2*3R2*3R5M4M2 PHONE JACK5P左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2PIN HEADER2X20P IDE 左手: M4M2G3M4R2R2*3R2*3P5403.1右手: G3M4R2R2*3R2*3P5M4M2PIN HEADER2X5P WIE 左手: M4M2G3M4R2*3R2*3P5372.9右手: G3M4R2*3R2*3R5M4M2 POWER CONN12P左手:M4M2G3M4R2*4P5332.6右手: G3M4R2*4P5R2M4M2REGULATOR左手: M4M2G3M4R2R2*2R2*2P5332.6右手: G3M4R2R2*2R2*2P5M4M2SINGLE PIN 2P左手: M4M2G3M4M2R2P529 2.2右手: G3M4M2R2P5M4M211/18頁UE石龙富华电子有限公司ENG-IE内部资料´¡¥ó®É¶¡¬ã¨s¤@ÄýªíUE石龙富华电子有限公司ENG-IE内部资料12/18頁UE石龙富华电子有限公司ENG-IE内部资料´¡¥ó®É¶¡¬ã¨s¤@ÄýªíUE石龙富华电子有限公司ENG-IE内部资料13/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料14/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料15/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料16/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料17/18頁UE石龙富华电子有限公司ENG-IE内部资料UE石龙富华电子有限公司ENG-IE内部资料18/18頁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序号 1 2 3 4 5 6 7 8 9 动素名称 打一颗2.6×(6-10)PB螺丝 打一颗2.6×(6-10)PWB螺丝 打一颗2.3×(6-10)PB螺丝 打一颗3.0×(6-10)PB螺丝 打一颗3.0×(12-20)PB螺丝 左手拿螺丝对入电批咀 左手拿螺丝对入电批咀 左手拿螺丝对入电批咀 左手拿螺丝对入电批咀 左手拿螺丝对入电批咀 作业动作描述 右手移电批锁紧 右手移电批锁紧 右手移电批锁紧 右手移电批锁紧 右手移电批锁紧 右手移电批锁紧 右手移电批锁紧 标准工 时(S) 2.3 3 2.5 3 3.8 3.1 3.2 10 4 18 14 11.2 14 17.1 19.6 20 7 12 14 8 5.6 11.1 17.9 9 5.2 11.1 15.3 2.5 4.5V 取出 3个极片 4个极片 5个极片 备注
打一颗2.6×6×(6-10)PWB螺丝 左手拿螺丝对入电批咀 打一颗2.6×8×(6-10)PWB螺丝 左手拿螺丝对入电批咀 放电池箱螺母打螺丝 装喇叭网 装喇叭网点天那水一次
放入螺母→装螺母压块→打螺丝→放置 放置喇叭座→装喇叭网→装喇叭→放压片介子打2颗螺丝 放置喇叭座→装喇叭→放压片介子打2颗螺丝 放置喇叭座→装喇叭→装喇叭压盖打2颗螺丝 放置喇叭座→装喇叭网→装喇叭→装喇叭压盖打2颗螺丝 底座装极片→手啤极片→弯脚→放置 底座装极片→手啤极片→弯脚→放置 底座装极片→手啤极片→弯脚→放置 牙仔放入底模→左手拿铁轴,右手手啤→放置 牙仔放入底模→左手拿铁轴,右手手啤→放入另一牙仔手啤放置 牙仔放入底模→左手拿铁轴,右手手啤→放入另一牙仔手啤放置 推掣→装四脚铜片→放置手啤机底模→冲压取出 拿螺丝孔塞→点胶水到螺丝孔内→放置螺丝孔塞→敲击到位→ 放置 拿机牙螺丝→穿电池门→套PVC介子→检查→放置 拿拆电池→按极性装入电池箱→盖上电池门→收紧螺丝→放置 放入牙片1,放入牙片2 放入马达牙 放上铁轴 冲压 冲压 取出 马达对位上模
拿机牙螺丝→穿电池门→套PVC介子→检查→放置 单正、单负极片对位折脚入胶件 四脚铜片打白油1次 入底模冲压到位
10 打喇叭螺丝 11 打喇叭螺丝(没喇叭网) 12 打喇叭螺丝 13 打喇叭螺丝 14 手啤3V电极片 15 手啤4.5V电极片 16 手啤6V电极片 17 单花轴啤1次牙仔 18 双花轴啤2次牙仔 19 三花轴啤3次牙仔 20 推掣装四脚铜片 21 装一颗螺丝孔塞 22 电池门装螺丝套PVC介子 23 装电池打电池门螺丝 24 单花轴啤二次牙片 25 马达啤压达牙 26 电池门装螺丝套PVC介子 27 啤压装单正、单负极片 28 四脚铜片打白油