轧辊种类的划分
轧辊种类
轧辊分类1.合金铸钢轧辊Alloy Cast Steel Roll合金铸钢轧辊是采用电弧炉冶炼优质钢水,采用先进的铸造、热处理工艺技术制造,具有很高的强度、优良的抗热裂性、韧性、耐磨性、适用于型钢粗、中轧机,热轧带钢粗轧机架用辊及热轧带钢支承辊。
辊身金相组织为珠光体或回火索氏体。
2.半钢轧辊Adamite Rolls半钢轧辊是性能介于钢辊和铁辊之间的一种轧辊材质,含有镍、铬、钼等合金元素,其基体组织中含有一定量的碳化物,采用特殊的热处理工艺,有高的耐磨性、强的韧性和好的热抗性,最大的特点是在工作层中几乎没有硬度降落。
适合带钢热连轧机粗轧、精轧前段;棒线轧机粗轧、中轧、预精轧机架;万能轧机、悬臂轧机辊环、辊套。
3.石墨钢轧辊Graphite Steel Rolls石墨钢轧辊的性能与半钢轧辊类似,其最大特征是组织中有少量细小石磨存在。
它可以提高轧辊的热轧辊的抗热裂性能和抗氧化铁皮黏附性能,主要适用于粗轧或初轧机架。
4.高速钢轧辊High Speed Steel Rolls高速钢轧辊在高温下具有很高的硬度和耐磨性。
它是用离心方法生产的,芯部材质为球墨铸铁。
通过成分和热处理工艺控制,工作层硬度可达80-85HSC,马氏体基体上分布有钒、钨、铌、钼复合碳化物,保证了工作层硬度均一,孔型磨损均匀。
这种辊用于精轧机架,增加作业时间,改善轧材表面质量。
5.GNV轧辊GNV Rolls粗轧机架用轧辊需要一些特性相互结合,其中某些特性会相互抵消对方的作用,这些特性包括耐磨性、耐热裂性、耐冲击性、热硬度和热强度等。
过多的网状碳化物能提高耐磨性、耐冲击性,但它严重降低了断裂韧性,这在粗轧情况下,会促使热裂纹形成发展。
要减小过多碳化物的影响,又能保持耐磨性,就要加入镍、钼等合金元素,使基体形态为贝氏体/马氏体(针状),比通常的珠光体基体更耐磨。
钼元素还有助于提高轧辊高温硬度。
GNV轧辊就是采用高合金材质加上特殊热处理制造出来的,基体组织中碳化物的含量小于5%,满足粗轧机架要求。
各类轧辊主要分类和特点及用途对照表
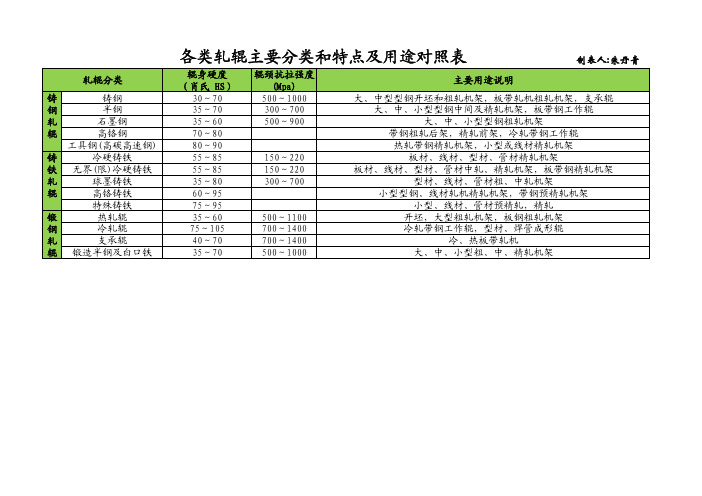
辊身硬度辊颈抗拉强度
(肖氏 HS)(Mpa)铸铸钢30~70500~1000大、中型型钢开坯和粗轧机架,板带轧机粗轧机架,支承辊
钢半钢35~70300~700大、中、小型型钢中间及精轧机架,板带钢工作辊
轧石墨钢35~60500~900
大、中、小型型钢粗轧机架
辊高铬钢
70~80带钢粗轧后架,精轧前架,冷轧带钢工作辊工具钢(高碳高速钢)
80~90热轧带钢精轧机架,小型或线材精轧机架铸冷硬铸铁55~85150~220板材、线材、型材、管材精轧机架
铁无界(限)冷硬铸铁
55~85150~220板材、线材、型材、管材中轧、精轧机架,板带钢精轧机架
轧球墨铸铁35~80300~700
型材、线材、管材粗、中轧机架
辊高铬铸铁60~95小型型钢、线材轧机精轧机架,带钢预精轧机架
特殊铸铁75~95小型、线材、管材预精轧,精轧锻热轧辊35~60500~1100开坯,大型粗轧机架,板钢粗轧机架钢冷轧辊75~105700~1400冷轧带钢工作辊,型材、焊管成形辊
轧支承辊
40~70700~l400冷、热板带轧机
辊
锻造半钢及白口铁
35~70
500~1000
大、中、小型粗、中、精轧机架
轧辊分类
主要用途说明
各类轧辊主要分类和特点及用途对照表 制表人:朱丹青。
轧辊知识
1-什么是轧辊,轧辊的种类有哪些?轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。
轧辊种类按成型方法可分为铸造轧辊和锻造轧辊;按工艺方法分为整体轧辊、冶金复合轧辊和组合轧辊。
整体轧辊分为整体铸造和整体锻造轧辊两种。
冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-Continuous PouringProcess for Cladding)、喷射沉积法、热等静压(HIP-Hot Isostatically Pressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。
组合轧辊主要是镶套组合轧辊。
2-什么是整体轧辊?整体轧辊是相对于复合轧辊而言的,整体轧辊的辊身外层与心部以及辊颈采用单一材质铸造或锻造而成,辊身外层和辊颈不同的组织、性能通过铸造或锻造工艺以及热处理工艺过程来控制和调整。
锻造轧辊和静态铸造的轧辊均属于整体轧辊。
3-轧辊按材质主要分为哪几种类别?轧辊按制造材料主要划分为铸钢系列轧辊、铸铁系列轧辊和锻造系列轧辊三大类别。
其中碳含量小于2.2%的铸造铁基材料称为铸钢系列;碳含量大于2.2%的铸造铁基材料称为铸铁系列;锻造铁基材料称为锻造系列。
4-什么是铸造轧辊,铸造轧辊主要有哪些种类?铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
关于锻钢轧辊的软点关于锻钢轧辊的软点锻钢轧辊的软点产生主要是看它在何时产生的,是在轧辊淬火中还是在轧辊轧制过程中。
1、在淬火过程中产生的软点轧辊淬火时产生软点,是淬火时轧辊表面某些区域长时间被稳定的油蒸汽膜或盐壳覆盖,使这些区域的冷却速度低于钢的临界冷却速度而发生的中温转变,析出屈氏体而造成的。
为了防止淬火软点一定要控制淬火油的特性温度,定期检验,更换老化的淬火油。
轧辊

长度确定原则:I 孔型布置数目 II 强度条件 Ⅲ经验:
轧辊名义直径应符合国家规定的初轧机与型钢轧机系列标准。我国 初轧机系列有750、850、1150mm几种,横列式型钢轧机有300、500、 650、800mm等。
(2)板带轧机:原则:先定L,后定D L的确定:
Bmax/mm a/mm D的确定: <200 50 400~1200 100 1200~2000 >2000 200 400
(2)轧辊的材料热处理或加工工艺不合要求。
例如:轧辊的耐热裂性、耐黏附性极耐磨性差,材料中有夹杂物或 残余应力过大等。 (3)轧辊在生产过程中使用不合理。
例如:热轧轧辊在冷却不足或冷却不均匀时,会因热疲劳造成辊面 热裂; 冷轧时事故黏附也会导致热裂,甚至表面剥落; 在冬季,新换上的冷辊突然进行高负荷热轧。或者冷轧机停车,轧 热的轧辊骤然冷却,往往会因为温度应力过大,导致辊面表层剥落 甚至断辊; 压下量过大,或因工艺安排不合理,造成过负荷轧制,也会造成轧 辊破坏。 二、轧辊的安全系数及许用应力
M 2 D2E J4 所以 M ( D ) 1 1
1 1 1 1
M2 2 E2 J 2
1
支持辊和工作辊的曲率半径可以认为相等,假设E1=E2 1 M 如果D2=2000,D1=800,M1=0.0256M2
作用于工作辊上的弯曲力矩甚小,可以不予计算,即可以不予计算轧制 力所在平面的弯曲应力。 (2)支持辊:与二辊方法相同
工作辊驱动:M=Pa+Ptgβρ1+PtgβD1/2
支持辊驱动
支撑辊驱动:M=Pa/(D1/2-ρ1) ×D2/2+P/cosβ×ρ2
第五节 轧辊强度计算
一、目的及原因 1、目的:使轧辊不发生破坏性事故,保证轧机生产率及降低生产 成本。 2、原因
轧辊按照材质该如何分类?
轧辊按照材质该如何分类?轧辊是金属材料加工中的关键部件之一。
它的作用是将金属材料压制成所需的厚度和形状。
为了满足不同的加工需求,轧辊会根据其材质进行分类。
在本文中,我们将探讨轧辊按照材质分类的原因和方法。
为什么需要按照材质分类?轧辊的制造材料会直接影响到其使用寿命、耐磨性、抗腐蚀能力等性能指标。
因此,轧辊的材料选择必须要考虑到其所用的加工材料和工作环境。
按照材质分类有利于对不同性能要求的轧辊加以区分,从而更好地适应不同的加工环境、加工材料及加工工艺。
轧辊按照材质分类的方法1. 铸铁轧辊铸铁轧辊是应用最为广泛的轧辊。
其材质主要包括灰铸铁和球墨铸铁两种。
灰铸铁的铸造件组织为灰色,呈片状石墨和铁素体交替排列,具有较高的硬度和耐磨性能,适用于中低强度材料的加工。
球墨铸铁的组织为球状石墨和铁素体交替排列,硬度较低,但韧性更好,适用于高强度材料的加工。
2. 表面硬化轧辊表面硬化轧辊是将较硬的表面层与轧辊较软的内部区分开来。
其制造方法包括渗碳、喷焊、氮化等。
硬化表面的轧辊抗磨性能较好,但韧性降低,容易产生裂纹。
3. 板材专用轧辊板材专用轧辊是用来加工冷轧、热轧板材及其它较薄材料的轧辊。
其主要材质为铸铁或轴承钢,具有较高的硬度和耐磨性。
4. 高速轧辊高速轧辊材料的选择主要考虑到其机械性能和高温强度。
其制造材料包括高速度钢和硬质合金等。
5. 计算机控制轧辊计算机控制轧辊适用于需要更高的精度和更长的运行寿命的加工生产线。
其制造材料包括合金灰铸铁和高速钢等。
小结轧辊按照材质分类的原因主要是为了满足不同的加工需求,并且可以优化加工环境和工艺。
轧辊的种类是多种多样的,其具体材料的选择将受到加工材料和工作环境的影响。
在制作轧辊时,应根据具体情况进行综合考虑,选择适合的材质进行制造。
轧辊种类的划分

轧辊种类的划分轧辊是金属加工中常用的一种工具,广泛应用于轧钢、轧铝、轧铜等行业。
根据不同的使用场景和工艺要求,轧辊可以分为多种类型。
下面将对轧辊的几种常见分类进行介绍。
一、工作辊和支撑辊根据轧机的结构和作用方式,轧辊可以分为工作辊和支撑辊两种类型。
工作辊是直接参与金属材料压制和塑性变形的辊子,其表面通常需要具备一定的硬度和耐磨性。
而支撑辊则是用来支撑工作辊和金属材料的辊子,其主要作用是为工作辊提供支撑和稳定。
二、冷轧辊和热轧辊根据轧制过程中的温度条件,轧辊可以分为冷轧辊和热轧辊两种类型。
冷轧辊主要用于对室温下的金属材料进行轧制,如冷轧钢板、冷轧铝板等。
由于冷轧过程中金属材料硬度较高,所以冷轧辊的表面需要具备较高的硬度和耐磨性。
而热轧辊则主要用于对高温下的金属材料进行塑性变形,如热轧钢坯、热轧铝坯等。
热轧辊的表面要求相对较低,主要是为了保证辊面的光洁度和平整度。
三、工作辊和支撑辊的结构形式根据轧辊的结构形式,轧辊可以分为整体式轧辊和组合式轧辊两种类型。
整体式轧辊是指轧辊的辊身和辊颈为一体的结构,适用于较小的轧机。
组合式轧辊是指轧辊的辊身和辊颈分开制造后再进行组合的结构,适用于大型轧机和冷轧机组。
四、硬质合金轧辊和高铬铸铁轧辊根据轧辊的材质,轧辊可以分为硬质合金轧辊和高铬铸铁轧辊两种类型。
硬质合金轧辊的辊面通常采用硬质合金材料制造,具有较高的硬度和耐磨性,适用于高强度金属材料的轧制。
高铬铸铁轧辊的辊面则采用高铬铸铁材料制造,具有较好的耐磨性和耐腐蚀性,适用于一般金属材料的轧制。
五、镀铬轧辊和镀硬铬轧辊根据轧辊的表面处理方式,轧辊可以分为镀铬轧辊和镀硬铬轧辊两种类型。
镀铬轧辊是将铬层镀在轧辊表面,提高轧辊的耐磨性和耐腐蚀性。
镀硬铬轧辊则是在镀铬的基础上,再进行热处理,使轧辊表面形成一层硬度更高的硬铬层,提高轧辊的耐磨性和使用寿命。
轧辊根据不同的分类标准可以分为工作辊和支撑辊、冷轧辊和热轧辊、整体式轧辊和组合式轧辊、硬质合金轧辊和高铬铸铁轧辊、镀铬轧辊和镀硬铬轧辊等多种类型。
轧辊
1-什么是轧辊,轧辊的种类有哪些?轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要消耗部件。
轧辊种类按成型方法可分为铸造轧辊和锻造轧辊;按工艺方法分为整体轧辊、冶金复合轧辊和组合轧辊。
整体轧辊分为整体铸造和整体锻造轧辊两种。
冶金复合铸造轧辊主要有半冲洗复合铸造、溢流(全冲洗法)复合铸造、离心复合铸造三种,此外还有连续浇铸包覆(CPC-Continuous PouringProcess for Cladding)、喷射沉积法、热等静压(HIP-Hot Isostatically Pressed)、电渣熔焊等特殊复合方法制造的复合轧辊种类。
组合轧辊主要是镶套组合轧辊。
2-什么是整体轧辊?整体轧辊是相对于复合轧辊而言的,整体轧辊的辊身外层与心部以及辊颈采用单一材质铸造或锻造而成,辊身外层和辊颈不同的组织、性能通过铸造或锻造工艺以及热处理工艺过程来控制和调整。
锻造轧辊和静态铸造的轧辊均属于整体轧辊。
3-轧辊按材质主要分为哪几种类别?轧辊按制造材料主要划分为铸钢系列轧辊、铸铁系列轧辊和锻造系列轧辊三大类别。
4-什么是铸造轧辊,铸造轧辊主要有哪些种类?铸造轧辊是指将冶炼钢水或熔炼铁水直接浇注成型这一生产方式制造的轧辊种类。
铸造轧辊按材质又可分为铸钢轧辊和铸铁轧辊两类;按制造方法又可分为整体铸造轧辊和复合铸造轧辊两类。
5-哪些轧辊适合于整体铸造生产?初轧机、钢坯连轧机、大型型钢和轨梁轧机、热轧板带钢轧机破鳞和轧边机、型钢万能轧机的轧边机,还有小型型钢、线棒材轧机的粗轧机架等轧机使用的轧辊,大多采用整体铸造方法生产,这类轧辊使用层较厚,孔型较深。
另外,热轧板带轧机的二辊粗轧辊也适合于整体铸造生产。
整体铸造轧辊的工艺方法相对简单,制造成本低。
6-什么是复合铸造轧辊?复合铸造轧辊指轧辊辊身外层与心部以及辊颈采用两种或两种以上材质复合铸造而成,辊身外层和辊颈分别通过不同材质的成分设计和热处理工艺获得要求的组织和性能。
轧辊型号分类
轧辊型号分类轧辊型号及其分类•按材质分类–铁质轧辊:由铸铁、合金钢等铁质材料制成的轧辊。
具有较高的硬度和强度,适用于对硬材料进行轧制。
–合金轧辊:由钢材与其他合金元素(如钴、铬等)合金化制成的轧辊。
具有耐磨性、耐蚀性等优点,适用于对高硬度材料进行轧制。
–陶瓷轧辊:由陶瓷材料制成的轧辊。
具有耐高温、耐磨性好等特点,适用于对高温、脆性材料进行轧制。
•按结构分类–平辊轧辊:由平面辊筒组成的轧辊。
平辊轧辊适用于对宽度较大的材料进行轧制,轧制效果均匀。
–斜辊轧辊:由斜辊筒组成的轧辊。
斜辊轧辊适用于轧制较薄的材料,可实现较好的轧制效果。
–异型辊轧辊:由具有特定形状的辊筒组成的轧辊。
异型辊轧辊通常用于对特殊形状的材料进行轧制,可以定制不同的辊筒形状以满足轧制需求。
•按用途分类–冷轧辊:用于对冷态材料进行轧制的轧辊。
冷轧辊可实现材料的塑性变形和表面质量的提升。
–热轧辊:用于对热态材料进行轧制的轧辊。
热轧辊主要用于大型轧机,能够实现高速、高温下的轧制。
–中间辊:位于轧机两辊之间,起支撑、传递轧制力等作用。
中间辊一般采用合金材料制成,具有较高的硬度和耐磨性。
–支承辊:位于轧机两辊之外,起支撑作用,使轧机稳定运行。
支承辊通常采用铁质材料制成,具有良好的强度和稳定性。
–导入辊:用于将材料导入轧机的轧辊。
导入辊通常采用平辊结构,以保证材料的均匀进入轧机。
–导出辊:位于轧机出料端,用于将轧制后的材料导出。
导出辊的结构通常根据轧制需求进行设计。
以上是对轧辊型号的常见分类及相关说明。
不同的轧辊型号适用于不同的材料和轧制工艺,能够满足不同的生产需求。
如需具体了解某一型号的轧辊,请联系相关专业人员或生产商。
加工轧辊知识点总结
加工轧辊知识点总结一、轧辊的类型和结构1. 常用轧辊类型轧辊是用于金属带材轧制的工具,按照用途和结构特点可分为几种不同类型:(1)背推轧机轧辊;(2)磨床用的磨辊;(3)异形轧辊;(4)剪切刀轧辊;(5)宽带轧机轧辊;(6)铁路车轮轧辊等。
2. 轧辊的结构轧辊由轧辊筒体、轧辊颈部和轧辊芯轴组成。
轧辊筒体是用于加工金属的主要部分,其承受材料的压力和摩擦力。
轧辊颈部连接轧辊芯轴和轧辊筒体,起到支撑和传递轧制力的作用。
轧辊芯轴是轧辊的主要部分,通过芯轴上的轴承支持整个轧辊。
二、轧辊的材料1. 常用轧辊材料轧辊的材料对于轧辊的生产和使用过程具有重要的影响。
常用的轧辊材料包括:铸铁、铸钢、锻钢、合金钢、硬质合金等。
而且,钢轧辊是通常使用的,因为它有足够的强度和耐磨性,同时,它可能被镀铬。
2. 轧辊的表面涂层为了提高轧辊的耐磨性和使用寿命,通常会在轧辊表面进行涂层处理。
常用的表面涂层包括硬质合金涂层、金刚石涂层以及陶瓷涂层等。
这些涂层可以有效地提高轧辊的表面硬度和耐磨性。
三、轧辊的加工工艺1. 轧辊的热处理工艺对于高强度、高耐磨性和高变形能力的轧辊,需要采用适当的热处理工艺。
常用的热处理工艺包括淬火、回火、等温淬火和多组织热处理等。
通过这些工艺,轧辊的组织结构和性能可以得到有效的提升。
2. 轧辊的精密加工在轧辊的生产过程中,需要进行精密的加工工艺,以保证轧辊的精度和表面质量。
常用的精密加工工艺包括车削、磨削、磨镗、磨齿、抛光等。
通过这些工艺,可以实现轧辊的高精度和高表面质量。
3. 轧辊的表面处理为了提高轧辊的耐磨性和使用寿命,通常需要对轧辊表面进行表面处理。
常用的表面处理工艺包括镀铬、喷涂硬质合金、喷涂金刚石等。
通过这些处理工艺,可以有效地提高轧辊的表面硬度和耐磨性。
四、轧辊的应用与发展趋势1. 传统轧辊的应用传统轧辊主要用于金属带材轧制和加工,如钢铁、有色金属、合金等的轧制生产线。
在这些应用领域中,轧辊的性能和使用寿命对于生产效率和产品质量有着重要的影响。
轧辊分类——精选推荐
轧辊分类1、按被压延金属种类分类轧制钢铁制品的称为黑色轧辊。
轧制有色金属材料(铜、铝等)制品的称为有色轧辊。
2、按轧材被轧制时的温度分类轧制温度高于轧材再结晶温度的称为热轧,相应的轧辊称为热轧辊。
轧制温度低于轧材再结晶温度的称为冷轧辊,相应的轧辊称为冷轧辊。
3、按轧材成品的形状分类轧制热轧带钢产品的称为热带轧辊,以此类推,有:冷带轧辊、板钢轧辊、型钢轧辊、无缝钢管轧辊、棒线材轧辊等。
4、按轧机在轧线上的功能或所处的位置分类用于开坯轧机的称为开坯辊,以此类推,有粗轧辊、BD辊、中轧辊、预精轧辊、精轧辊、精轧前段辊、精轧后段辊、横切平整辊、纵切平整辊、切分辊、立辊、轧边辊、穿孔辊、轧管辊、脱管辊、张力减径辊、矫直辊等。
5、按轧辊在轧机上的位置分类直接接触轧材的轧辊称为工作辊。
辊轧机起支撑作用的轧辊称为支承辊,多辊轧机处于最远离工作辊位置的轧辊称为支承辊。
多辊轧机处于工作辊和支承辊之间的轧辊,称为中间辊。
6、按轧辊材质分类按材料类别分类,轧辊分为铸钢轧辊、铸铁轧辊、锻钢轧辊和粉末冶金轧辊四大类各大类又依轧辊工作部分的材质和主要合金元素不同进行细分,目前比较通用的分类见表1-1。
表1-1 主要轧辊材质一览表7、按毛坯制造方法分类整体轧辊(也叫常法铸造轧辊)复合轧辊(冲洗复合、离心复合、CPC复合、喷射沉积复合等)。
其中:采用冲洗溢流出芯部液体金属的全冲洗复合方法制造的轧辊,称为全冲洗辊;仅把辊身芯部液体金属冲洗到上辊颈的称为半冲洗辊;采用离心复合铸造方法制造的复合轧辊称为离心复合辊;采用CPC(连续复合熔铸)法制造的复合轧辊称为CPC复合辊。
机械组合轧辊采用机械组合方式制造的轧辊,称为组合辊。
采用机械组合方式并沿轴向施加一定压力制造的轧辊,称为预应力辊。
8、按辊身尺寸分类轧辊按辊身尺寸分为大轧辊和小轧辊。
我公司的分类尺寸:铸钢轧辊——辊身直径≤500mm的称为小钢辊铸铁轧辊——辊身直径≤540mm的称为小铁辊锻钢轧辊——辊身直径≤300mm的称为小冷辊辊环——净重≤1吨,最大直径≤1150mm的称为铸造小辊环。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轧辊种类的划分
轧辊是用于金属轧制的设备,根据其用途和材质不同,可以分为以下几种类型:
1. 热轧辊:适用于热轧工艺,一般由合金钢制成,具有较高的热强度和磨损耐受能力。
2. 冷轧辊:主要用于冷轧工艺,一般由高速钢或工具钢制成,具有较高的硬度和表面光滑度。
3. 镀膜轧辊:表面经过涂层处理,如镀铬、镀钛、镀钨等,以增加轧辊的耐磨性和耐腐蚀性。
4. 粗轧辊:主要用于对厚板坯进行初轧的辊子,通常由铸铁或钢制成。
5. 精轧辊:用于对轧制薄板或带材进行精密轧制的辊子,一般由合金钢或特殊钢制成。
6. 工艺轧辊:用于特殊工艺要求的轧制过程,如钢管轧辊、轧辊修磨辊等。
7. 形状轧辊:具有特殊形状的辊子,如花纹辊、包覆辊等,用于定制特殊形状的轧制产品。
8. 支撑辊:用于支撑轧辊运转的辅助辊子,常见的有支撑辊、导向辊等。
以上为一些常见的轧辊种类划分,根据具体的工艺需求和被轧制材料的特性,还可以有更细分的分类。