拉深模的基本原理(一)
[机械电子]圆筒形件拉深模设计
![[机械电子]圆筒形件拉深模设计](https://img.taocdn.com/s3/m/9afb6e40856a561253d36f83.png)
按功能分类
(1)经济型数控车床 采用步进电动机和单片机对普通车床 的进给 系统进 行改造 后形成 的简易 型数控 车床, 成本较 低,但 自动化 程度和 功能都 比较差 ,车削 加工精 度也不 高,适 用于要 求不高 的回转 类零件 的车削 加工。
(2)普通数控车床 根据车削加工要求在结构上进行专门 设计并 配备通 用数控 系统而 形成的 数控车 床,数 控系统 功能强 ,自动 化程度 和加工 精度也 比较高 ,适用 于一般 回转类 零件的 车削加 工。这 种数控 车床可 同时控 制两个 坐标轴 ,即X轴 和Z轴 。
圆筒形件拉深模设计
学习目的与要求:
1.了解拉深变形规律及拉深件质量影响因素; 2.掌握拉深工艺计算方法。 3.掌握拉深工艺性分析与工艺设计方法; 4.认识拉深模典型结构及特点,掌握拉深模工作零件设计方 法; 5.掌握拉深工艺与拉深模设计的方法和步骤。
圆筒形件拉深模设计
本学习情境重点:
1.拉深变形规律及拉深件质量影响因素; 2.拉深工艺计算方法; 3.拉深工艺性分析与工艺方案制定; 4.拉深模典型结构与结构设计; 5.拉深工艺与拉深模设计的方法和步骤。
热处理的高速钢,又叫作白钢。
硬质合金 硬质合金由难熔材料的碳化钨、碳 化钛和 钴的粉 末,在 高压下 成形, 经1350-1560摄氏度 高温烧
结而成的。具有极高的硬度,常温下 可达HR A92, 仅次于 金刚石 ;红硬 性很好 ,在1000摄氏 度左右 仍能保 持良好 的切削 机能; 具有较 高使用 强度, 抗弯
圆筒形件拉深模设计
第一节 拉深基本原理
(2)网格变化
① 筒底 无变化
② 筒壁 无变化
③ 凸缘区 径向伸长,切向压缩。
(2)拉深变形特点
第一节 圆筒形零件拉深讲解
筒壁传力区拉裂: 由于拉应力超过抗拉强度引起板料断裂。
一、无凸缘圆筒形零件拉深 4、圆筒形零件拉深成形的缺陷及防止措施
1)凸缘变形区的起皱 主要决定于:
切向压应力σ3的大小,越大越容易失稳起皱; 凸缘区板料本身的抵抗失稳的能力。
凸缘宽度越大,厚度越薄,材料弹性模量和硬化模量越小, 抵抗失稳能力越差。
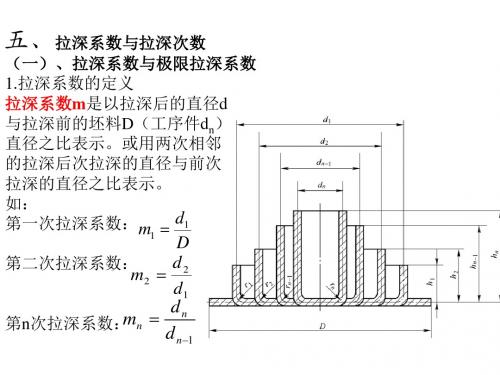
第n次拉深系数: mn=dn/dn-1
6、拉深系数的确定 1)拉深系数的概念
拉深系数m 表示拉深前后坯料(工序件)直径的变化率.
m 愈小,说明拉深变形程度愈大,相反变形程度愈小. 拉深件的总拉深系数等于各次拉深系数的乘积,即
若m 取得过小,会使拉深件起皱、断裂或严重变薄超差。 极限拉深系数: 工件在危险断面不至拉破时,所能达到的最小拉深系数mmin。
压料装置产生的压料力Fy大小应适当;
在保证变形区不起皱的前提下,尽量选用小的压料力。 理想的压料力是随起皱可能性变化而变。
9、圆筒形零件拉深的压料力和拉深力
2)拉深力与压力机的公称压力 ①拉深力F
按经验公式可计算出圆筒形件带压料装置和不带压料装置的 首次拉深和以后各次拉深的拉深力。 ②压力机的公称压力
②金属的流动过程 工艺网格实验 材料转移:高度、厚度发生变化。
③拉深变形过程
外力
凸缘产生内应力: 径向拉应力σ1;切向压应力σ3
凸缘塑性变形: 径向伸长,切向压缩,形成筒壁
直径为d高度为H的圆筒形件(H>(D-d)/2)
拉深单元变形动画
一、无凸缘圆筒形零件拉深
2、圆筒形零件拉深过程中坯料内的应力与应变状态 拉深过程中某一瞬间坯料所处的状态
当筒壁拉应力超过筒壁材料的抗拉强度时,拉深件就会在 底部圆角与筒壁相切处——“危险断面”产生破裂。
毕业设计拉伸模具
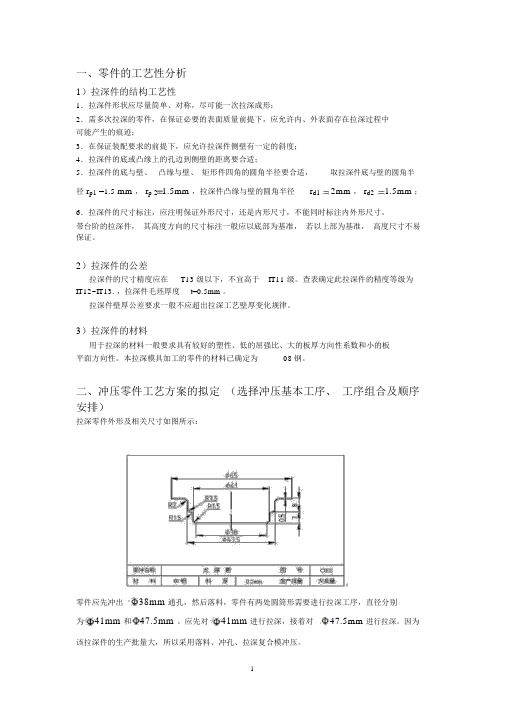
一、零件的工艺性分析1)拉深件的结构工艺性1.拉深件形状应尽量简单、对称,尽可能一次拉深成形;2.需多次拉深的零件,在保证必要的表面质量前提下,应允许内、外表面存在拉深过程中可能产生的痕迹;3.在保证装配要求的前提下,应允许拉深件侧壁有一定的斜度;4.拉深件的底或凸缘上的孔边到侧壁的距离要合适;5.拉深件的底与壁、凸缘与壁、矩形件四角的圆角半径要合适,取拉深件底与壁的圆角半径 r p1=1.5 mm , r p 21.5mm ,拉深件凸缘与壁的圆角半径r d12mm , r d2 1.5mm ;6.拉深件的尺寸标注,应注明保证外形尺寸,还是内形尺寸,不能同时标注内外形尺寸。
带台阶的拉深件,其高度方向的尺寸标注一般应以底部为基准,若以上部为基准,高度尺寸不易保证。
2)拉深件的公差拉深件的尺寸精度应在T13 级以下,不宜高于IT11 级。
查表确定此拉深件的精度等级为IT12~IT13. ,拉深件毛坯厚度t=0.5mm 。
拉深件壁厚公差要求一般不应超出拉深工艺壁厚变化规律。
3)拉深件的材料用于拉深的材料一般要求具有较好的塑性、低的屈强比、大的板厚方向性系数和小的板平面方向性。
本拉深模具加工的零件的材料已确定为08 钢。
二、冲压零件工艺方案的拟定(选择冲压基本工序、工序组合及顺序安排)拉深零件外形及相关尺寸如图所示:零件应先冲出38mm 通孔,然后落料,零件有两处圆筒形需要进行拉深工序,直径分别为41mm 和47.5mm 。
应先对41mm 进行拉深,接着对47.5mm 进行拉深。
因为该拉深件的生产批量大,所以采用落料、冲孔、拉深复合模冲压。
三、确定毛坯形状、尺寸和下料方式及排样设计、材料利用率计算1)确定毛坯形状对于不变薄拉深,拉深件的平均壁厚与毛坯的厚度相差不大,因此可用等面积条件,即毛坯的表面积相等的条件计算毛坯的尺寸。
毛坯的形状和拉深件的筒部截面形状具有一定的相似性,因此,旋转体拉深件的毛坯形状为圆形。
落料拉深复合模工作原理和过程

落料拉深复合模工作原理和过程嘿,朋友们!今天咱来聊聊落料拉深复合模的工作原理和过程,这可有意思啦!你看啊,落料拉深复合模就像是一个超级厉害的变形金刚!它能在一次操作中完成落料和拉深这两个重要任务呢。
想象一下,一块平平的板材,就像一张等待被塑造的白纸。
复合模这个“大力士”一把抓住它,先“咔嚓”一下,把多余的部分干脆利落地切掉,这就是落料啦。
然后呢,它又紧紧地握住剩下的部分,慢慢地、稳稳地把它拉深,让它变成我们想要的形状,就好像把一个气球慢慢吹起来一样。
在这个过程中,模具的各个部分都在默契地配合着。
冲头就像是勇敢的战士,一往无前地去完成落料的使命;凹模呢,就像一个温柔的怀抱,稳稳地接住材料,让拉深能够顺利进行。
还有那些导柱、导套啥的,它们就像一群小精灵,在旁边默默地帮忙,确保一切都能精准无误地进行。
你说这神奇不神奇?一个模具就能完成这么复杂的工作!而且啊,它的效率还特别高。
要是靠人工一点点去弄,那得费多大的劲啊,还不一定能做得那么好。
咱再说说这个工作过程中的细节。
模具的设计可重要啦,得考虑到各种因素,比如材料的性质、产品的形状和尺寸等等。
要是设计得不好,那可就麻烦了,要么切不下来,要么拉深的时候出问题。
还有啊,模具的制造精度也得有保证,一点点偏差都可能导致产品不合格。
落料拉深复合模在很多行业都大显身手呢!汽车制造、电子产品、日用品等等,到处都有它的身影。
它就像是一个默默无闻的英雄,为我们的生活带来了那么多便利。
总之啊,落料拉深复合模真的是太了不起啦!它让制造变得更简单、更高效,让我们能用上各种精美的产品。
所以啊,我们可得好好感谢这个神奇的家伙,它可是为我们的生活立下了汗马功劳呢!原创不易,请尊重原创,谢谢!。
实验一 拉深实验
实验一拉深实验一、实验目的要求。
1.了解拉深过程中拉深系数(或毛坯直径)、润滑、压边圈、凸凹模间隙、拉深高度等因素对拉深件质量的影响。
2.了解液压机的工作原理与基本操作。
二、实验原理板料加工阶段需要的加工的性能叫做冲压性,一般包括冲剪性、成形性、和定形性三个方面,其中成形性是板材适应各种加工的能力,但多数板料零件都需要成形工序,是平板毛料变成一定形状的零件。
板料成形方法很多,所以研究时可对成形方法进行分类,一般按材料再成形过程中所承受的变形方式来分类,可分为:弯曲变形、压延变形、胀形(还包括拉形、局部成形)、拉深成形(包括单向拉深、翻边、凹弧翻边等)、收缩变型(包括收边、管子缩颈、受口、凸翻边等)、体积成形(包括旋薄、变薄压延、喷丸成形、压印等)。
一般所谓的板料的成形性中最为重要的是成形极限的大小,板料成形过程中存在两种成形极限,一是起皱,另一个是破裂。
成形极限可以用“发生起皱前,材料能承受的最大变形程度来表示,可理解为板料在发生破裂前能够得到的变形程度,也就是普通所谓的“塑性”。
由于板料成形性能随变形程度、牌号、成形方式、生产方式等因素影响,所以评定一种板料成形性能的指数既要把各种主要因素考虑进去又要尽量少。
板料的成形性能,目前的主要研究是拉深和胀形两种方式。
对金属薄板冲压成形时,可对某些材料特性或工艺参数提出要求,它们统称为特定成形性能指标评定金属薄板的成形等级时,可对某种模拟的成形性能指标提出要求确定的试验有:a.胀形性能指标;b.“拉深+胀形”复合成形性能;c.拉深性能指标。
三、实验仪器与设备试验冲压模一套、拉深模一套、液压机一台、游标卡尺、棉砂、1mm08Al条料等。
四、实验方法与步骤1.准备实验用工具和样件;2.检查设备,了解设备使用方法;3.将冲压模具整体放到液压机工作台上,提起上模(导柱、导套不要脱开),放入条料后合模,开动液压机,落料4-5片备用;4. 卸下冲压模,将拉深模整体放到液压机工作台上,提起上模(导柱、导套不要脱开),将所落坯料放入下模定位圈内,用略大于坯料厚度的两片料垫起压边圈,开动液压机,将坯料拉深10mm,停车后打开模具,取出工件,观察工件凸缘的起皱现象;5.重复上述拉深过程,此次拉深使压边圈工作,拉深10mm,停车后打开模具,取出工件,观察工件凸缘情况;6.再次拉深,拉深深度20mm,观察圆筒件口部的变形情况。
模具设计5拉深工艺与模具
•(二)有压边圈装置的简单拉深模
•
正装拉深模
•凸模较长,行程不大。
PPT文档演模板
•
倒装拉深模
•锥形压边圈将毛坯压成锥形有 利于拉深变形。
模具设计5拉深工艺与模具
•(三)压边圈装置分析 •1、弹性压边装置(用于普通单动压力机)
•a)橡皮压边装置
b)弹簧压边装置
c)气垫压边装置
PPT文档演模板
模具设计5拉深工艺与模具
模具设计5拉深工艺与模 具
PPT文档演模板
2020/11/20
模具设计5拉深工艺与模具
概述
• 拉深是将平面板料变成各种开口空心件的冲压工序。
•拉深件的分类:
• 圆筒形零件 • 曲面形零件 • 盒形零件 • 复杂形零件
•拉深件特点:
•效率高,精度高,材料消 耗少,强度刚度高。
•拉深压力机:
•单动、双动、三动压力机 和液压压力机。
模具设计5拉深工艺与模具
二、阶梯形件的拉深特点
• 1、判断能否一(t/D×100>1),而阶梯
之间直径之差和零件的高度较
小时,可一次拉出。
•判断条件:
• 上式中h/d是表6-9中拉深次数为1时的值
PPT文档演模板
模具设计5拉深工艺与模具
• 2、多次拉深时的拉深方法
PPT文档演模板
•负间隙拉深
模具设计5拉深工艺与模具
三、拉深凸凹模工作部分的尺寸及其制造公差
•1、最后一道工序: •拉深模工作部分尺寸及公差应按工件要求确定。
•工件要求外形尺寸时:
•工件要求内形尺寸时:
•2、中间各道工序:•凸凹模尺寸取毛坯过渡尺寸
•若以凹模为基准:
PPT文档演模板
弯曲模和拉深模

弯曲模和拉深模--弯曲模的基本原理弯曲模的基本原理(一)一、弯曲的基本原理(一)弯曲工艺的概念及弯曲件1.弯曲工艺:是根据零件形状的需要,通过模具和压力机把毛坯弯成一定角度,一定形状工件的冲压工艺方法。
2.弯曲成形工艺在工业生产中的应用:应用相当广泛,如汽车上很多履盖件,小汽车的柜架构件,摩托车上把柄,脚支架,单车上的支架构件,把柄,小的如门扣,夹子(铁夹)等。
(二)、弯曲的基本原理:以V形板料弯曲件的弯曲变形为例进行说明。
其过程为:1.凸模运动接触板料(毛坯)由于凸,凹模不同的接触点力作用而产生弯短矩,在弯矩作用下发生弹性变形,产生弯曲。
2.随着凸模继续下行,毛坯与凹模表面逐渐靠近接触,使弯曲半径及弯曲力臂均随之减少,毛坯与凹模接触点由凹模两肩移到凹模两斜面上。
(塑变开始阶段)。
3.随着凸模的继续下行,毛坯两端接触凸模斜面开始弯曲。
(回弯曲阶段)。
4.压平阶段,随着凸凹模间的间隙不断变小,板料在凸凹模间被压平。
5.校正阶段,当行程终了,对板料进行校正,使其圆角直边与凸模全部贴合而成所需的形状。
(三)、弯曲变形的特点:弯曲变形的特点是:板料在弯曲变形区内的曲率发生变化,即弯曲半径发生变化。
从弯曲断面可划分为三个区:拉伸区、压缩区和中性层。
二、弯曲件的质量分析在实际生产中,弯曲件的主要质量总是有回弹、滑移、弯裂等。
1.弯曲件的回弹:由于弹性回复的存在,使弯曲件弯曲部分的曲率半径和弯曲角度在弯曲外力撤去后(工件小模具中取出后)发生变化(与加工中在模具里的形状发生变化)的现象称弹性回复跳(回弹)。
回弹以弯曲角度的变化大小来衡量。
Δφ=φ-φt1)影响回弹的回素:A.材料的机械性能与屈服极限成正比,与弹性模数E成反比。
B.相对弯曲半径r/t,r越小,变形量越大,弹性变形量所点变形量比例越小。
回弹越小。
C.弯曲力:弯曲力适当,带校正成分适合,弯曲回弹很小。
D.磨擦与间隙:磨擦越大,变形区拉应力大,回弹小。
拉伸模经典资料教材
m2
拉深系数m表示拉深材料的变形程度,m愈小,说明拉深变形程度愈 大,相反,变形程度愈小。 拉深件的总拉深系数m总等于各次拉深系数的乘积,即
d n d1 d2 d3 d n 1 d n m总 m1m2 m3 mn 1mn D D d1 d 2 d n 2 d n1
F d i t b K 2
K1 、k2值可查表4-15. 不采用压料圈拉深时 首次拉深 以后各次拉深
F 1.25 ( D d1 )t b
(i=2、3、…、n)
F 1.3 (d i 1 d i )t b
(2)压力机公称压力 单动压力机,其公称压力应大于工艺总压力 Fz。 工艺总压力为
2.各次拉深工序件尺寸的确定 (1)工序件直径的确定 d1=m1D d2=m2d1
…
dn=mndn-1
(2)工序件高度的计算 根据拉深后工序件表面积与坯料表面积相等的原则,可得到如 下工序件高度计算公式。计算前应先定出各工序件的底部圆角 半径。
D2 r1 h1 0.25 d d1 0.43 d d1 0.32r1 1 1 D2 r2 d 2 0.32r2 h2 0.25 d 0 . 43 2 d d2 2 ... D2 rn hn 0.25 d n 0.43 d n 0.32rn dn dn
刚性压料装置
双动压力机用拉深模的刚性压料 1-凸模固定杆 2-外滑块 3-拉深凸模 4-压料圈兼落料凸模 5-落料凹模 6-拉深凹模
刚性压料装置的压料作用是通过调整压料圈与凹模平面之间 的间隙c获得的,而该间隙则靠调节压力机外滑块得到。考 虑到拉深过程中坯料凸缘区有增厚现象,所以这一间隙应略 大于板料厚度。 刚性压料圈的结构形式与弹性压料圈基本相同。刚性压料装 置的特点是压料力不随拉深的工作行程而变化,压料效果较 好,模具结构简单。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
拉深模的基本原理(一)
拉深是利用模具将平板毛坯或半成品毛坯拉深成开口空心件的一种冷冲压工艺。
拉深工艺可制成的制品形状有:圆筒形、阶梯形、球形、锥形、矩形及其它各种不规则的开口空心零件。
拉深工艺与其它冲压工艺结合,可制造形状复杂的零件,如落料工艺与拉深工艺组合在一起的落料拉深复合模。
日常生活中常见的拉深制品有:
旋转体零件:如搪瓷脸盆,铝锅。
方形零件:如饭盒,汽车油箱
复杂零件:如汽车覆盖件。
圆形拉深的基本原理
一、拉深的变形过程
用座标网格试验法分析。
拉深时压边圈先把中板毛坯压紧,凸模下行,强迫位于压边圈下的材料(凸缘部分)产生塑性变形而流入凸凹模间隙形成圆筒侧壁。
观察拉深后的网格发现:底部网格基本保持不变,筒壁部分发生较大变化。
1.原间格相等的同心圆成了长度相等,间距增大的圆周线,越接近筒口,间距增大。
2.原分度相等的辐射线变成垂直的平行线,而且间距相等。
3.凸缘材料发生径向伸长变形和切向压缩变形。
总结:拉深材料的变形主要发生在凸缘部分,拉深变形的过程实质上是凸缘处的材料在径向拉应力和切向压应力的作用下产生塑性变形,凸缘不断收缩而转化为筒壁的过程,这种变形程度在凸缘的最外缘为最大。
二、各种拉深现象
由于拉深时各部分的应力(受力情况)和变形情况不一样,使拉深工艺出现了一些特有的现象:
1.起皱:
A.拉深时凸缘部分的切向压应力大到超出材料的抗失稳能力,凸缘部分材料会失稳而发生隆起现象,这种现象称起皱.起皱首先在切向压应力最大的外边缘发生,起皱严重时会引起拉度.
B.起皱是拉深工艺产生废品的主要原因之一,正常的拉深工艺中是不允许的.常采用压力圈的压力压住凸缘部分材料来防止起皱.
C.起皱的影响因素:
a). 相对厚度:t/D
其中t----毛坯厚度,D----毛坯直径
判断是否起皱的条件:D-d<=2Zt, d ----工件直径.
b). 拉深变形程度的大小
但是在拉深变形过程中,切向压应力及凸缘的抗失稳能力都是随着拉深进行,切向压应力
是不断增大,变形区变小,厚度相对增加,变形失稳抗力增加,两种作用的相互抵消,使凸缘最易起皱的时刻发生于拉深变形的中间阶段,即凸缘宽度大约缩至一半左右时较易发生起皱现象.
2.变形的不均匀:
拉深时材料各部分厚度都发生变化,而且变化是不均匀的. 凸缘外边缘材料厚度变化最大,拉深件成形后,拉深件的坯口材料最厚,往里逐渐减薄,而材料底部由于磨擦作用(拉深凸模与底部材料间)阻止材料的伸长变形而使底部材料变薄较小,而底部圆角部分材料拉深中始终受凸模圆角的顶力及弯曲作用,在整个拉深中一直受到拉应力作用,造成此处变薄最大.
所以拉深中厚度变薄主要集中于底部圆角部分及圆筒侧壁部分,我们把这一变薄最严重的部位称作危险断面.
拉深过程中,圆筒侧壁起到传递凸模拉力给凸缘的作用,当传力区的径向拉应力超出材料极限,便出现拉破现象.
3.材料硬化不均匀
拉深后材料发生塑性变形,引起材料的冷作硬化.
由于各部分变形程度不一样,冷作硬化的程度亦不一样,其中口部最大,往下硬化程度降低,拉近底部时,由于切向压缩变形较小,冷作硬化最小,材料的屈服极限和强度都较低,此处最易产生拉裂现象。