生产线动作时间分析图表格格式
动作时序节拍分析图

基础状态
基础状态 1.0产品CCD寻址工位
加工系统 气压 真空泵 抽风系统 皮带机 产品附件 操作工 工件到达指定位置,由挡料气缸阻挡
2.0 产品加工工位A 工件到达指定位置,由挡料气缸阻挡
3.0 产品加工工位B 件到达指定位置,由挡料气缸阻挡
从等待位到达移料工位 输送线顶伸气缸顶出 拉料气缸将料盘拉到加工工位 加工顶伸气缸顶出 点定位 加工 顶伸气缸回缩 拉料气缸将料盘推到输送线
输送线顶伸气缸顶出
开始 持续时间
时间(秒)
0.0 2.0 2.0 5.0 7.0 6.0 13.0 2.0 15.0 3.0 0.0 6.0 6.0 1.0 7.0 2.0 9.0 2.0 11.0 2.0 13.0 5.0 18.0 1.0 19.0 2.0
工作状态
备注
输送线顶伸气缸顶出 龙门带动视觉相机对产品A寻址 龙门带动视觉相机对产品B寻址 输送线顶伸气缸回缩 产品流走
等待加工 气压:0.6MPa 开启状态,负压: 开启状态 有足够多的产品 满仓状态 在岗
从等待位到达移料工位 输送线顶伸气缸顶出 拉料气缸将料盘拉到加工工位 加工工位顶伸气缸顶出 点定位 加工 顶伸气缸回缩 拉料气缸将料盘推到输送线
0.0 8.0 8.0 1.0 9.0 2.0 11.0 2.0 13.0 2.0 15.0 5.0 20.0 1.0 21.0 2.0
0.0 2.00
产品加工 输送线顶伸气缸回缩
2.0 10.00 12.0 2.0
Broad Duration
结束
时间(秒)
0.0 1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0
2.0 7.0 13.0 15.0 18.0
作业部机器类动作、时间、效率分析表

作业部机器类动作、时间、效率分析表作业部机器类动作、时间、效率分析表————————————————————————————————作者:————————————————————————————————日期:作业部机器类动作、时间、效率分析表~平切机一、刨切有效动作时间分析(以面为单位)序号动作时间(分/面)1 吊木头定位 42 打夹子3 3 试刨 1 4松夹子、吊木头 4 合计12二、客观辅助动作时间分析(以天为单位)序号动作时间(分/天)1 换刀 402 上厕所、打开水 15 3车间整理 10 合计65三、每天有效工作时间分析(以9小时540分钟计) 1 实际工作时间:540分-65分=475分 2 机器刨切时间:475分-12分/面*刨切面数3机器使用效率(%):(475分-12分/面*刨切面数)*100/475分四、不同刨切面数对应的木纹效率值(片/天)序号刨切面数机器使用效率(%)厚度0.3MM 以下厚度0.3MM 以上备注山纹直纹山纹直纹 22片/分20片/分 20片/分 18片/分 1 8 79.8 8338 7580 7580 6822 在实际核算中以15面、厚度0.3MM 以下山纹22片/分为标准测算效率值,其它换算为厚度0.3MM 以下山纹22片/分。
2 9 77.3 8074 7340 7340 6606 3 10 74.7 7810 7100 7100 6390 4 11 72.2 7546 6860 6860 6174 5 12 69.7 7282 6620 6620 5958 6 13 67.2 7018 6380 6380 5742 换算公式为:1、标准产量=各品种产量*各品种标准效率值/15面、厚度0.3MM 以下山纹22片/分标准效率值 2、标准效率值=标准产量7 14 64.6 6754 6140 6140 5526 81562.16490 5900 5900 5310 每人效率值(片/小时人) 240 219 219 197 9 16 59.6 6226 5660 5660 5094 10 17 57.1 5962 5420 5420 4878 111854.5 569851805180466212 30 24.2 2530 2300 2300 2070/换算工时说明:每月平均刨切面数以全月刨切面数/实际出勤天数计算五、效率档次与工资档次对比表效率档次各类品种标准效率值厚度0.3MM 以下厚度0.4MM 以下备注山纹直纹山纹直纹在实际核算中以15面、厚度0.3MM 以下山纹22片/分为标准测算效率值,其它换算为厚度0.3MM 以下山纹22片/分。
标准工时--MOD时间分析表(生产线平衡实例)

NO
工作内容
1 信号线投入分线 2 焊线四 3 焊线三 4 焊线二 5 焊线一 6 剪脚/点热熔胶 7 后壳与PCB组装 8 装按键/点黄胶 9 装按键/盖上盖 10 锁螺丝 11 贴脚垫 12 外观检查 13 摆栈板 14 15 16 17 18 19 20 21 22 23 24 25
生产线平衡状况表
Hale Waihona Puke 评比 宽放人数1 1 1 1 1 1 1 1 1 1 1 1 1
作业时间 第一次 第二次 第三次
DATE:
平均值 标准工时 平衡工时
12.0 17.2 17.2 17.2 13.3 11.9 10.4 9.7 8.9 12.2 9.7 14.8 5.1
12.0 17.2 17.2 17.2 13.3 11.9 10.4 9.7 8.9 12.2 9.7 14.8 5.1
总人数: 13
总值:
159.60
20.0
15.0
10.0
5.0
0.0
1
2
3
4
5
6
7
8
9
10 11 12 13 14
系列1
备 注 1.以上线平衡为: :
2.标准产能:
71.37%
209
PCE
3.管理人数:
人
管理工时:
0.00
秒
4.总工时:
#VALUE!
秒
制定:
确认:
生产线改善报告
机种:EAGLE-POD
如上表数据所示进行生产线改善方案
序 号
作业项目
问题点
最大时间值
DATE:200 6.11.15
改善方案 实施动作
标准工时分析表
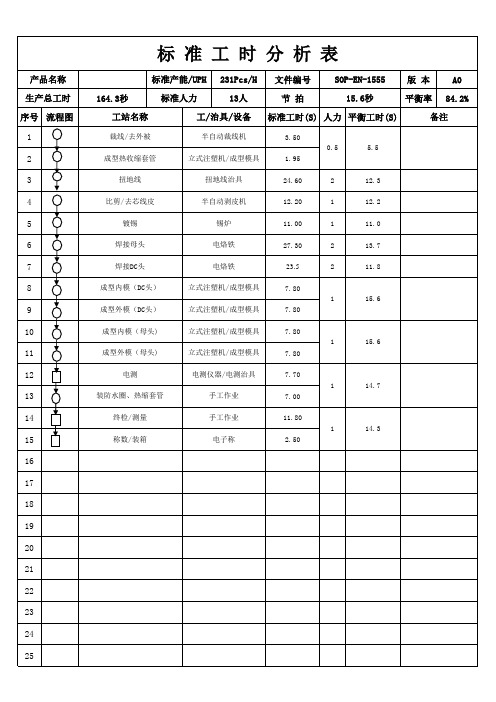
电烙铁
23.5
2
11.8
成型内模(DC头)
立式注塑机/成型模具
7.80
1
15.6
成型外模(DC头)
立式注塑机/成型模具ห้องสมุดไป่ตู้
7.80
成型内模(母头)
立式注塑机/成型模具
7.80
1
15.6
成型外模(母头)
立式注塑机/成型模具
7.80
电测
电测仪器/电测治具
7.70
1
14.7
装防水圈、热缩套管
手工作业
7.00
终检/测量 称数/装箱
产品名称 生产总工时 序号 流程图 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
标准工时分析表
标准产能/UPH 231Pcs/H 文件编号
SOP-EN-1555 版 本
A0
164.3秒
标准人力
13人
节拍
15.6秒
平衡率 84.2%
手工作业 电子称
11.80 1
2.50
14.3
注解: ○:加工; 核准:
□:检查;
审核:
制表:
工站名称
工/治具/设备 标准工时(S) 人力 平衡工时(S)
备注
裁线/去外被 成型热收缩套管
半自动裁线机
3.50
0.5
5.5
立式注塑机/成型模具
1.95
扭地线
扭地线治具
24.60
2
12.3
比剪/去芯线皮
半自动剥皮机
12.20
1
12.2
镀锡
锡炉