CPC阀工作原理调试说明书
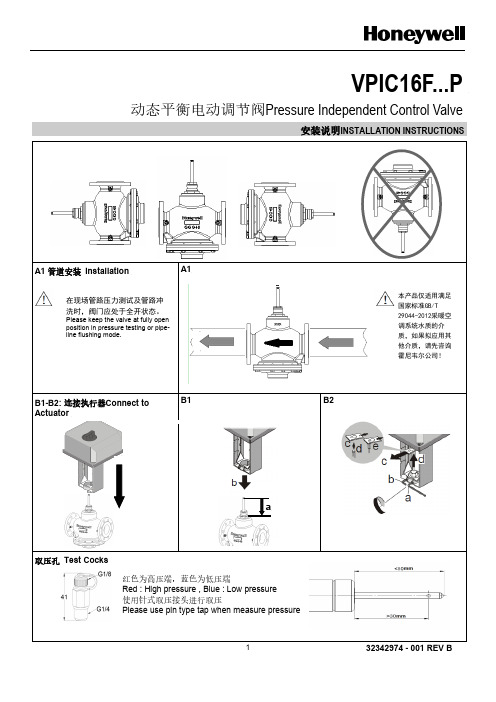
霍尼韦尔VPIC16F.P动态平衡电动调节阀安装说明说明书
DN200 24 340 12-23 295 500 245 180 570 140
DN250 26 405 12-28 355 600 277 210 600 207
* Measured with ML8824 series actuators
霍尼韦尔环境自控产品(天津)有限公司 天津经济技术开发区南海路158号 邮编:300457 电话:+86-22-66287000 传真:+86-22-25325214
Hale Waihona Puke 132342974 - 001 REV B
产品型号Product OS#
产品型号SKU
VPIC16F-050P VPIC16F-065P VPIC16F-080P VPIC16F-100P VPIC16F-125P VPIC16F-150P VPIC16F-200P VPIC-16F250P
口径Size
ML3524 ML3524
尺寸图Dimensions
阀门 口径
阀门
B D D2 K L1 L3 H1 H2* (mm) (mm) (mm) (mm) (mm) (mm) (mm) (mm)
重量
(Kg)
DN50 20 165 4-19 125 230 146 100.5 341 20.6
DN65 20 185 4-19 145 290 155 121.5 362 28.6
B1-B2: 连接执行器Connect to
B1
Actuator
本产品仅适用满足 国家标准GB/T 29044-2012采暖空 调系统水质的介 质,如果拟应用其 他介质,请先咨询 霍尼韦尔公司!
B2
a
取压孔 Test Cocks
CPC系统调试说明

EHS1050P纠偏辊伺服对中系统使用说明一,概述EHS系列电液伺服对中系统,采用光幕式红外光电测检技术,对非透明金属及非金属带材生产线过程紧密监测,横向偏移跟踪,伺服控制跑偏.其输出标准电信号,经PID控制器及功率放大器校正、放大、转换,通过伺服比例阀放大转换成压力、流量信号输出,.,剪5.动态响应快,控制精度高.6.介质敏感性低, 抗油污染能力强.7.信能稳定,维护方便。
8.系统功耗小,使用寿命长.三,技术参数.1.液压系统工作电源:AC380V,50Hz,5A/AC220V2.仪电控制电源:DC24V 4.5A3.按扭指示灯电源:DC24V,20mA4.光电信号输出:DC ±9V5.放大器输出:DC ±10V6.放大器输入阻抗:50KΩ下:2.液压站靠近机架定位,连接液压站A、B工作油口到油缸的油管,软管力求短,距离长可用硬管与软管搭配相接,当然不可能全用硬管.配置硬管要严格按照程序:即配管——弯管——焊接——酸洗——清洗——打压——定位——短接——打循环,循环若干小时后,用软管对接油缸,等待试机。
3.操作台安装位置要便于操作,放动力电线到电源总开关处,泵站电机,泵站辅助装置,信号电缆到光电传感器,位置传感器.信号电缆要屏蔽,尽量远离变频器,动力柜等磁场干扰.液压系统电源独立供给,不要和传动柜变频器共一总开关.4.安装光电幕对中传感器:传感器须放在纠偏辊外带材出口处,前后根据1.检查系统接线正确无误后,先合上控制电源断路器,操作台来电指示油泵停止,冷却停止、纠偏停止.点动手动左移、手动右移,观察面板指示表指针会左右摆动±5V,松开又回到纠偏停止,点动机架对中、自动纠偏,油泵起动,冷却工作系统会锁定在相应状态,按扭发光指示。
2.再合上动力电源断路器,按油泵起动按扭,观察电机转向是否顺时针,否则调相位。
3,调节溢流阀,系统压力到上升到7Mpa,再回到4-5Mpa,然后锁定手柄螺帽.4.按手动左移、手动右移,观察油缸是否动作且平稳移动.如果出现爬行,可能是缸内空气作用,则将伺服比例阀上的放气螺母,调节则更.定要偏到一端,则更换纠偏信号输入端相位。
CPC系列变频恒压供水控制器使用说明书

CPC 系列变频恒压 供水控制器使用说明书1 2020 年 5 月 29 日2 2020 年 5 月 29 日文档仅供参考CPC-2&3 可编程序控制器 CPC 系列变频恒压供水控制器使 用 说 明 书一、概述常州市雄华自动化设备有限公司3 2020 年 5 月 29 日文档仅供参考以往,恒压供水系统的控制中心一般由可编程序控制器和压力差传感器组 成。
这种组合模式可变 功能少(修改参数需要专业编程人员),控制算法简单,难以适应各种供水方式和 运行工况。
而且,由两个独立单元构成,体积大,成本高,调试复杂。
CPC系列控制器是一种新型的可编程序控制器。
开发人员希望本产品象 变频供水电控柜中的一个"交流接触器"一样应用简单,接线方便。
使调试人员 和用户更快地理解变频供水的原理。
它包含了恒压供水的许多功能: ■ 双压力设定,两种压力相互切换; ■ 外部水池无水报警,水泵抽真空无水报警; ■ 小流量工作方式多种选择; ■ 增泵延时,减泵延时; ■ 内置PID调节。
■ CPC-5 控制器具有双压力控制(进、出口压力)还带有Modbus通讯协议(双端 口),与触摸屏连接后,可实现在触摸屏上进行监控和参数修改;同时另一个通讯 口能够和电脑实现远程监控。
CPC系列控制器的所有参数能够直接从面板输入数字量,不需要特殊仪器或 专业编程人员。
外围所配的远传压力表,与常规的压力传感器相比要更加节省 成本。
二、主要技术性能和特点 1、输入部分:四路开关量输入(无源); 一路模拟量输入,一般是远传压力表电阻信号(也能够是4--20mA电流信号或 者是0-5V电压信号。
电流、4 2020 年 5 月 29 日文档仅供参考电压信号输入,需要在购货时予以选择)。
2、输出部分:一路模拟量输出(由变频器供电,控制器电源与变频器电源完全隔离); 八路开关量输出。
3、数据设定部分:向用户开放多个可编程功能,详见功能表。
CPC手册要点

第一章 概 述1.1 说明伍德沃德CPC 是一个电流压力转换器(Current to Pressure Converter ),设计用于进汽阀定位或相关伺服系统的控制。
CPC 接收4-20mA 的设定输入,对外提供一个压力正比于输入电流的流量输出。
CPC 跟压力控制器是分开的,便于独立安装、调试。
它的一个侧面有三个液压接口,通过安装一个适配板可和现场液压连接。
当现场拆卸CPC 时,不必取下这个适配板,可以作为一个安装件保留。
关于接线:用户到CPC 的电缆线穿上套管后接到CPC 。
拧开螺丝,取下CPC 的上罩盖,可以看到CPC 电路板。
电路板上有一排接线柱,用于外部接线;另外还有两套可调电位器用于标定和动态调试。
1.1.1液压液压原理图1-2液压控制工作原理1.2 内部结构CPC 主要由以下部件组成:∙ 罩盖 ∙ 液压阀位置传感器执行器滤网压力传感器油罐印刷 电路板图1-1 CPC 的前视图供油压力输出用户的阀或伺服系统∙执行器∙印制电路板∙压力传感器这些部件将在以下章节论述。
1.2.1基座基座呈黑色,采用铝质材料电镀而成,两种CPC的基座都一样。
正方形基座的一侧有液压和安装孔,电缆线的入口在另一侧。
基座和铸铝罩盖装配成一体,具有防火功能,以保护内部的电路板、执行器和压力传感器在基座下方有一螺旋型复位弹簧,外部有一底盖保护。
整个CPC的设计考虑了防水、防尘,满足IP65标准。
1.2.2 液压阀一个新颖的液压阀控制供油的输出或泄油(见 1.1.1章节)。
该阀由一个钢质阀套和柱塞组成,柱塞在阀套内左右扭动。
特殊的结构确保在使用标准机油的情况下工作可靠、不易受污染。
转子和阀套位于液压通道的上方,阀套带有防火通道,这种设计符合CENELEC 防爆标准要求。
1.2.3 执行器伍德沃德开发的这种执行器属于一种旋转式扭矩执行器,输出角度有限,可以看作是一种最大输出900的步进电机,最小步长1弧度,旋转角度限定在±22.50 。
CPC系统调试说明

EHS1050P纠偏辊伺服对中系统使用说明一,概述EHS系列电液伺服对中系统,采用光幕式红外光电测检技术,对非透明金属及非金属带材生产线过程紧密监测,横向偏移跟踪,伺服控制跑偏.其输出标准电信号,经PID控制器及功率放大器校正、放大、转换,通过伺服比例阀放大转换成压力、流量信号输出,控制伺服油缸将泵站电能转换成液压能(压力、流量)输出,根据液压泵站设定的压力、流量值,快速、有力、平稳、有序地带动纠偏辊机架摆动,开卷机或卷取机横向移动,精密控制带材跑偏.使带材在生产线过程中,克服所有外界因素,自动对中到成品卷自动卷齐,其安装简洁,调试方便,运行可靠,广泛应用于碳钢不锈钢板带、铝带泊、铜带泊的轧制,退火,酸洗,涂镀,彩涂,拉矫,剪切等生产线.二,特点.1.机电液一体化,集成度高.2.小信号输入,大功率输出.3.新一代伺服比例控制,自动化程度高.4.红外调制光,同步解调,抗干扰性好5.动态响应快,控制精度高.6.介质敏感性低, 抗油污染能力强.7.信能稳定,维护方便。
8.系统功耗小,使用寿命长.三,技术参数.1.液压系统工作电源:AC380V,50Hz,5A/AC220V2.仪电控制电源:DC24V 4.5A3.按扭指示灯电源:DC24V,20mA4.光电信号输出:DC ±9V5.放大器输出:DC ±10V6.放大器输入阻抗:50KΩ7.伺服阀输出:DC 2.7A8.系统工作压力:4Mpa9.系统额定流量:15L/min10.工作介质:HL46号抗磨液压油11.油液清洁度:NAS1638-8-1012.油缸:φ80-φ45/20013.带材线速度:120m/min14.油液温度:20~50℃15.控制精度±5mm四.系统安装.1.根据系统原理结构图、安装图、接线图结合现场实际情况对系统部件就位、定位、布管、放线、连线并检查正确与否.具体如下:2.液压站靠近机架定位,连接液压站A、B工作油口到油缸的油管,软管力求短,距离长可用硬管与软管搭配相接,当然不可能全用硬管.配置硬管要严格按照程序:即配管——弯管——焊接——酸洗——清洗——打压——定位——短接——打循环,循环若干小时后,用软管对接油缸,等待试机。
89543-CPC中文手册
压力输出回路有一对增益和稳定可调电位器 根据压力设定信号和压力实际测量信号 该回 路产生一个阀位参考信号提供给阀位输出回路 适当的动态调整能够使 CPC 与所控制的伺服 系统的特性相匹配 根据前级电路的信号要求 电路板的驱动器最终产生到执行器的信号为脉宽调制型 PWM 的大电流信号 电路板对通过执行器电流实施监测 该电流在动态过程的一开始能冲到 5A 时间约 3 秒 这 期间执行器的输出扭矩最大 然后电流回落到 1.5A 左右并保持 这种设计是为了 保护驱动电路器件
第五章 . 修理指导 5.1 综述………………………………………………………………………………………16 5.2 返回修理指导 …………………………………………………………………………...16 5.3 包装指导 ………………………………………………………………………………...16
89543-Rev.New 中文版
伍德沃德调速器公司随时保留对本出版物任何部分的修改权 伍德沃德调速器公司提供的资料是正 确可靠的 但是 除非有明确的承诺 伍德沃德调速器公司不承担任何责任
WOODWARD GOVERNOR COMPANY 1996 版权所有
89543-Rev.New 中文版
目
录
第一章 . 综述 1.1 说明………………………………………………………………………………….1
如果控制系统使用的电源是蓄电池 设备 否则会造成控制系统的损坏 那么在断电之前必须先关掉交流发电机或蓄电池充电
注意
电子控制设备内有对静电敏感的器件 为防止损坏请注意以下事项 • • • • 接触控制器之前必须消除人体静电 关掉控制器电源 触摸接地设备或平台, 并设 法使人体与接地设备保持接触 使所有的塑料 乙烯基 聚苯乙烯 除非是抗静电的 等化纤材料远离控制器的印 制电路板 不要用手或导电工具去接触印制板的元器件 控制器不用时应保存在防静电袋里
轧机CPC功能及纠偏原理介绍
CPC纠偏原理介绍
PI(比例积分)型纠偏辊 带水平连杆的单辊纠偏(虚交点)
路漫漫其悠远
CPC纠偏原理介绍
PI型纠偏辊
路漫漫其悠远
CPC纠偏原理介绍
PI(比例积分)纠偏布置图
路漫漫其悠远
CPC纠偏原理介绍
比例积分型纠偏辊
路漫漫其悠远
CPC纠偏原理介绍
比例积分型纠偏辊
路漫漫其悠远
路漫漫其悠远
轧机CPC硬件介绍
伺服阀的特点:
路漫漫其悠远
轧机CPC硬件介绍
(九)、成都板材公司轧机CPC所用EVM部分:
路漫漫其悠远
轧机CPC硬件介绍
1、成都板材公司轧机CPC所用EVM部分介绍:
路漫漫其悠远
轧机CPC硬件介绍
1. EVM2-CP; 2. 光源; a. 带钢最宽极限; b. 带钢最窄极限; c. 中心线。
成板带横 移并且需要纠正误差à 使用纠偏系统
路漫漫其悠远
CPC纠偏原理介绍
板带的瞬时偏移量
路漫漫其悠远
CPC纠偏原理介绍
板带纠偏原理 板带跑偏的原因:产品本身(如板带的弯曲
,变形,及焊接处理)或在工艺加工的过程 ( 如对边不良,或钢卷一边承载或受压,处理 过程中受热,受冷不均及其他原因)。
CPC纠偏原理介绍
带附加积分效果的比例型纠偏辊
路漫漫其悠远
CPC纠偏原理介绍
出口板带距离较短的带附加积分效果的比例型纠偏辊P-Roll
路漫漫其悠远
CPC纠偏原理介绍
鼓型辊的纠偏作用
路漫漫其悠远
CPC纠偏原理介绍
托辊的 纠偏作 用
路漫漫其悠远
谢谢大家
路漫漫其悠远
MCU 24.1
CPC阀调试

CPC阀的结构
CPC阀的控制原理
伺服控制器使用WOODW ARD公司的CPC阀时,由FM152A冗余模拟量输出模块直接输出4~20mA信号进行控制:
使用CPC阀前,可对CPC阀进行设置以满足现场设备要求,具体为:
1.用9针接口连接CPC阀和电脑,上载CPC阀配置文件至电脑。
2.修改配置文件中的模拟输入和输出设置,将4~20mA信号对应的输出压力由1.5~4.5bar 修改为2.5~6bar
3.下载配置文件至CPC阀中,更新设置,保存。
注意:
一般情况下不需对CPC阀进行设置,直接使用出厂默认设置,如需设置时4~20mA信号所对应的压力值请咨询汽轮机厂家。
LVDT变送器的接线:
LVDT变送器负责将LVDT探头的电压信号转换为FM148A模块可接受的4~20mA信号,LVDT变送器一般装在DEH机柜内正面右侧,上方6端子接6路LVDT信号,下方4端子为4~20mA输出信号和24VDC供电信号,此外还有2个电位器可用于零点和幅值调整,具体接线见上图。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CPC阀原理说明
CPC阀的液压控制工作原理图:
图1 液压原理
下图为根据CPC阀说明书建立的数学模型框图:
图2 数学模型
图2中的参数为假设,多半与实际不符
说明书中缺省设置:压力增益30%;压力稳定(积分)30%,不知具体所指是多少;
从主控单元开出的总的阀位(伺服油动机的)指令0~100%,对应4~20mA输出,该信号即为图2
中的压力给定,经内部的250Ω电阻转换成1~5VDC电压信号;
压力给定与压力反馈进行比较,其偏差经压力PID计算,输出一个内部的阀位参考信号;该参考信号与内部的阀位反馈进行比较,再经过内部的阀位PID计算,输出一个控制执行器的指令;该指令引出一路监视回路用于报警,同时还有一个用于防止CPC的液压部分或与CPC相连的伺服系统发生卡塞的抖动信号叠加在该指令上,经过驱动放大,控制CPC内部液压滑阀的位置;滑阀位置的改变即可引起CPC输出压力的改变,该环节简化为一个积分环节;
CPC阀的整个压力反馈回路类似于我们通常的转速PID控制回路,转速给定与反馈经PID运算输出一个油动机的阀位指令,经过伺服控制回路,变成作用在转子上的主力矩,该力矩改变同样简化看作是积分环节的转子的转速;
CPC阀其整体的动态特性,可通过压力PID上的比例、积分电位器来调节;
压力反馈的范围可通过压力反馈信号处理回路上的LEVEL、RANGE电位器来调节,详细调节步骤参考WOODWARD的说明书;
CPC的最终压力输出还有一个用于外部监视采集的接口,其电流大小也可以通过其上的电位器来调整;
抖动信号的频率与幅度也有相应的调整电位器调节;
CPC电路板总共有7个可调电位器,且有14个测试点,详见说明;
报警通道的输出可以通过跳线1、2来设置;
9根外部接线和4根内部接线的定义详见说明;
注: CPC有一个复位弹簧,当CPC失电时,弹簧驱使液压阀打开泄油通道,CPC输出压力回0;即应用CPC阀的系统在失电的时候也不能保位;
在使用类似系统时,应特别注意配置一个好用可调的LVDT的变送器,广汽通常只将其用于监视,但我们要将其用于手动指令的跟踪;
关于类似系统,有没有必要要手操器?有没有必要改进其手动指令的反馈,不要用现在这种用LVDT 反馈反算指令的形式?
关于CPC阀的动态特性,输出压力的线形度等还有待实际检验。