陶瓷耐磨弯头规格型号解读
陶瓷耐磨弯头详细介绍
陶瓷耐磨弯头详细介绍一、耐磨弯头简介Al2O3陶瓷:氧化铝含量高,结构比较致密,具有特殊的性能,故称为特种陶瓷。
Al2O3.陶瓷材料是以氧离子构成的密排六方结构,而铝离子填充于三分之二的八面体间隙中,这是与天然刚玉相同稳定的α- Al2O3结构,因此陶瓷具有高熔点、高硬度,具有优良的耐磨性能。
陶瓷贴片硬度≥HRA85,仅次于金刚石的硬度,而且表面光滑摩擦系数小,耐磨性能十分理想,尤其是在高温氧化性介质或腐蚀介质中,陶瓷贴片的材料较之其它金属材料性能优越得多。
二、耐磨弯头结构形式耐磨弯头形式:互锁固防脱落陶瓷贴片耐磨弯头。
内贴片为耐磨陶瓷,外管为焊接钢管,材质为Q235A。
参见《烟风煤粉管道零部件典型设计手册》D-LD2000-16201 16290。
互压焊接加固式陶瓷贴片复合耐磨弯管”是我公司为解决燃煤火力发电厂煤粉制备和输送系统管道磨蚀现象专门开发的配套产品,成为工程耐磨损领域的最佳解决方案。
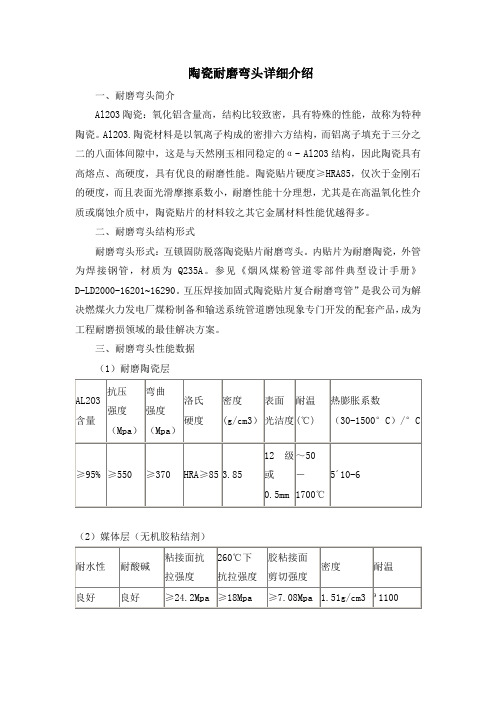
三、耐磨弯头性能数据(1)耐磨陶瓷层(2)媒体层(无机胶粘结剂)(3)焊接螺栓耐热钢碗材质焊接面抗拉强度焊接面剪切强度耐温结构形式可焊接式防磨、耐热钢≥199Mpa ≥32.2Mpa ~120-1450℃储能焊四、耐磨弯头的用途在电力行业标准DL/T680-1999《耐磨管道技术条件》中,陶瓷贴片式耐磨管道(TC-G)具备最好的耐磨性能,该类产品的缺点是脱落问题,最原始的制作工艺是普通粘结剂进行粘贴或采用拱形原理进行镶嵌,但是普通粘结法经常发生脱落现象,且粘贴剂也容易老化,而镶嵌工艺对瓷片的厚度有要求,成本很高,。
我公司使用三位一体的新型耐磨复合技术和高强度粘结媒体层相结合彻底解决了脱落问题,并且厚度可以任意选取,使陶瓷贴片耐磨管道(TC-G)产品成为电厂煤粉管道、矿粉输送管道最好的解决方案。
从电力、水泥厂、洗煤厂、化工、矿山、冶金等各个领域得到了广泛的应用。
五、产品图片。
远达耐磨陶瓷弯头_陶瓷耐磨弯头

耐磨陶瓷弯头耐磨弯头国家“863”高科技计划项目、国家“九五”重点支持和推广的高技术新材料产品—自蔓燃陶瓷复合钢管,采用自蔓燃高温离心合成法制造。
由刚玉陶瓷层、过渡层、钢三层组成。
陶瓷内衬钢管性能介绍陶瓷钢管与传统的钢管、耐磨合金铸钢管、铸石管以及钢塑、钢橡管等有着本质性区别。
陶瓷钢管外层是钢管,内层是刚玉。
刚玉层维氏硬度高1100~1500(洛氏硬度为90-98),相当于钨钴硬金。
耐磨性比碳钢管高20倍以上,它比通常粘接而成的刚玉砂轮性能优越得多。
现在刚玉砂轮仍是各种磨床削淬火钢主要砂轮。
陶瓷钢管中刚玉层可把刚玉砂轮磨损掉。
陶瓷钢管抗磨损主要是靠内层几毫米厚的刚玉层,其莫氏硬度为9,仅次于金刚石和碳化硅,在所有氧化物中,它的硬度是最高的。
而铸石管成分中只有20%左右是刚玉,大部分为SiO2,SiO2莫氏硬度为7。
高铬或稀土耐磨合金管,维氏硬度400左右(洛氏硬度为50左右);不足刚玉硬度的三分之一。
所以耐磨合金铸钢管,铸石管抗磨既靠成分和组织,又靠厚度,陶瓷钢管抗磨能力与它们相比,有了质的飞跃。
陶瓷内衬钢管是采用自蔓延高温合成;离心法制造的,陶瓷钢管中刚玉熔点为2045°C,刚玉层与钢层由于工艺原因结构特殊,应力场也特殊。
在常温下陶瓷层受压应力,钢层受到拉应力,二者对立统一,成一个平衡的整体。
只有温度升高到400°C以上,由于二者热膨胀系数不一样,热膨胀产生的新应力场和使陶瓷钢管中原来存在的应力场相互抵消,使陶瓷层与钢铁层两者处于自由平衡状态。
当温度升高到900℃把陶瓷内衬钢管放入泠水内,反复浸泡多次,复合层不裂缝或崩裂,表现出普通陶瓷无可比拟的抗热冲击性能。
这一性能在工程施工中大有用处,由于其外层是钢铁,加之内层升温也不崩裂,在施工中,对法兰、吹扫口、防爆门等能进行焊接,也可用直接焊接方法进行连接,这比耐磨铸石管、耐磨铸钢管、稀土耐磨钢管、双金属复合管、钢塑管、钢橡管在施工中不易焊接或不能焊接更胜一筹。
内衬耐磨陶瓷弯头标准

内衬耐磨陶瓷弯头标准内衬耐磨陶瓷弯头是一种用于输送介质的管件,其主要作用是改变管道的流向。
在一些特殊的工况下,传统的金属弯头无法满足要求,因此需要采用内衬耐磨陶瓷弯头。
内衬耐磨陶瓷弯头具有耐磨、耐腐蚀、耐高温等特点,广泛应用于矿山、冶金、电力、化工等行业。
本文将对内衬耐磨陶瓷弯头的标准进行详细介绍。
一、弯头的设计标准。
1. 弯头的结构尺寸应符合相关标准要求,弯头的曲率半径、壁厚、长度等尺寸应符合设计要求,并且应具有一定的公差范围。
2. 弯头的材质应符合相关标准,内衬耐磨陶瓷弯头的陶瓷材料应具有一定的硬度、耐磨性能以及耐腐蚀性能,能够满足输送介质的特殊要求。
3. 弯头的连接方式应符合相关标准,内衬耐磨陶瓷弯头与管道的连接方式应采用可靠的方法,确保其密封性能和安全性能。
二、弯头的制造标准。
1. 弯头的制造工艺应符合相关标准,内衬耐磨陶瓷弯头的制造应采用先进的工艺设备和生产工艺,确保产品的质量和性能。
2. 弯头的表面处理应符合相关标准,内衬耐磨陶瓷弯头的表面应光滑平整,无裂纹、气孔等缺陷,保证其使用寿命和稳定性能。
3. 弯头的检测标准应符合相关要求,内衬耐磨陶瓷弯头在生产过程中应进行严格的质量检测,确保产品符合相关标准要求。
三、弯头的安装标准。
1. 弯头的安装位置应符合设计要求,内衬耐磨陶瓷弯头的安装位置应考虑介质流动的方向、流速等因素,确保其正常工作。
2. 弯头的安装方法应符合相关标准,内衬耐磨陶瓷弯头的安装过程中应采用正确的方法,避免损坏产品或影响其性能。
3. 弯头的使用和维护应符合相关标准,内衬耐磨陶瓷弯头在使用过程中应按照相关要求进行维护,延长产品的使用寿命。
四、弯头的质量标准。
1. 弯头的质量控制应符合相关标准,内衬耐磨陶瓷弯头的质量控制应从原材料采购、生产制造、产品检测等环节严格把控,确保产品质量稳定可靠。
2. 弯头的性能指标应符合相关标准,内衬耐磨陶瓷弯头的耐磨性能、耐腐蚀性能、耐高温性能等指标应符合设计要求。
陶瓷耐磨弯头技术参数及执行标准 DOC 文档
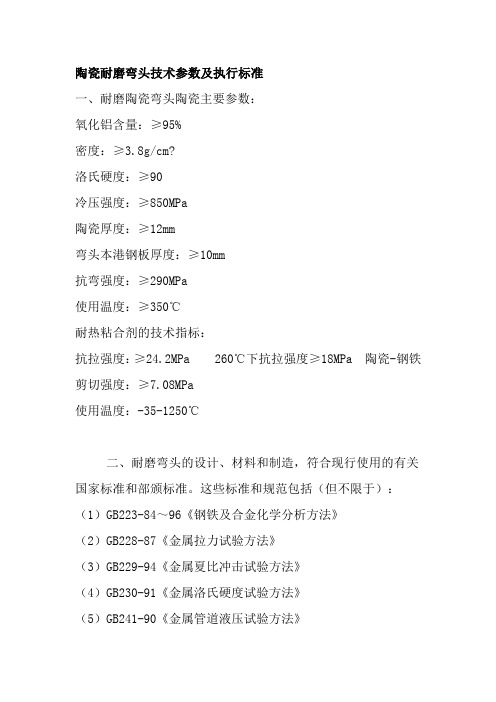
陶瓷耐磨弯头技术参数及执行标准一、耐磨陶瓷弯头陶瓷主要参数:氧化铝含量:≥95%密度:≥3.8g/cm?洛氏硬度:≥90冷压强度:≥850MPa陶瓷厚度:≥12mm弯头本港钢板厚度:≥10mm抗弯强度:≥290MPa使用温度:≥350℃耐热粘合剂的技术指标:抗拉强度:≥24.2MPa 260℃下抗拉强度≥18MPa 陶瓷-钢铁剪切强度:≥7.08MPa使用温度:-35-1250℃二、耐磨弯头的设计、材料和制造,符合现行使用的有关国家标准和部颁标准。
这些标准和规范包括(但不限于):(1)GB223-84~96《钢铁及合金化学分析方法》(2)GB228-87《金属拉力试验方法》(3)GB229-94《金属夏比冲击试验方法》(4)GB230-91《金属洛氏硬度试验方法》(5)GB241-90《金属管道液压试验方法》(6)GB912-89《碳素结构钢和低合金结构钢热轧薄板及钢带》(7)GB3092-82《低压流体输送用焊接钢管》(8)GB5030-85《金属小负荷维氏硬度试验方法》(9)GB8162-87《结构用无缝钢管》(10)GB8163-85《输送流体用无缝钢管》(11)GB/T8263-1998《抗磨白口铸铁件》(12)GB/T13298-91《金属显微组织试验法》(13)YB/T5200-93《致密耐火浇注料气孔率和体积密度试验》(14)GB1184《形状和位置公差、未注公差的规定》(15)GB/T1804《一般公差线性尺寸的未注公差》(16)DL/T680-1999《耐磨管道技术条件》(17)D-LD2000《烟风煤粉管道零部件典型设计手册》(18)DL/T859-2004《火力发电厂焊接技术规程》(19)DL/T5047-95《电力建设施工及验收技术规程》三、耐磨弯头粘贴技术要求:1.耐磨陶瓷不碎裂,长期运行不老化,不脱落,若在保证使用寿命期限内出现脱落、碎裂等现象,中标方免费进行更换。
2.陶瓷片粘贴后,两块陶瓷片之间表面凹凸不超过±1.0mm。
陶瓷耐磨弯头详细介绍
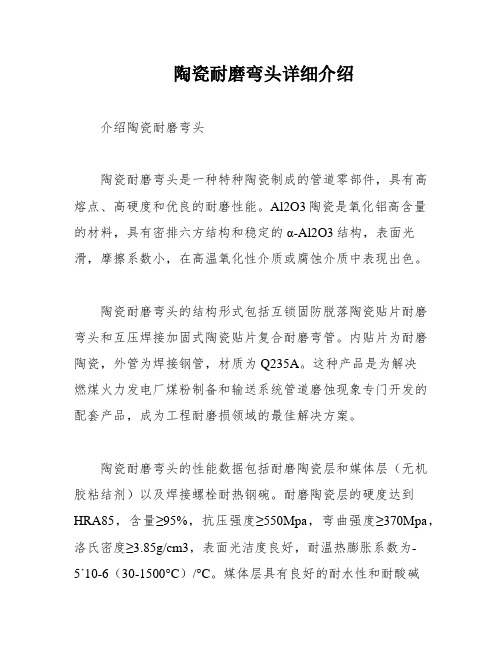
陶瓷耐磨弯头详细介绍介绍陶瓷耐磨弯头陶瓷耐磨弯头是一种特种陶瓷制成的管道零部件,具有高熔点、高硬度和优良的耐磨性能。
Al2O3陶瓷是氧化铝高含量的材料,具有密排六方结构和稳定的α-Al2O3结构,表面光滑,摩擦系数小,在高温氧化性介质或腐蚀介质中表现出色。
陶瓷耐磨弯头的结构形式包括互锁固防脱落陶瓷贴片耐磨弯头和互压焊接加固式陶瓷贴片复合耐磨弯管。
内贴片为耐磨陶瓷,外管为焊接钢管,材质为Q235A。
这种产品是为解决燃煤火力发电厂煤粉制备和输送系统管道磨蚀现象专门开发的配套产品,成为工程耐磨损领域的最佳解决方案。
陶瓷耐磨弯头的性能数据包括耐磨陶瓷层和媒体层(无机胶粘结剂)以及焊接螺栓耐热钢碗。
耐磨陶瓷层的硬度达到HRA85,含量≥95%,抗压强度≥550Mpa,弯曲强度≥370Mpa,洛氏密度≥3.85g/cm3,表面光洁度良好,耐温热膨胀系数为-5´10-6(30-1500°C)/°C。
媒体层具有良好的耐水性和耐酸碱性,抗拉强度≥24.2Mpa,剪切强度≥18Mpa,密度为1.51g/cm3,耐温1100℃。
焊接螺栓耐热钢碗的抗拉强度≥199Mpa,剪切强度≥32.2Mpa,耐温120-1450℃。
陶瓷耐磨弯头的用途广泛,特别适用于高温氧化性介质或腐蚀介质中的管道系统,如燃煤火力发电厂煤粉制备和输送系统管道,可有效解决管道磨损问题。
在电力行业标准DL/T680-1999《耐磨管道技术条件》中,陶瓷贴片式耐磨管道(TC-G)被认为是具备最好耐磨性能的产品。
然而,该类产品的缺点是脱落问题。
最初的制作工艺是使用普通粘结剂进行粘贴,或者采用拱形原理进行镶嵌。
但是,普通粘结法经常会出现脱落现象,而粘贴剂也容易老化。
镶嵌工艺对瓷片的厚度有要求,成本很高。
我们公司采用了三位一体的新型耐磨复合技术和高强度粘结媒体层相结合的制作工艺,从而彻底解决了脱落问题。
而且,我们的制作工艺可以任意选取厚度,使得陶瓷贴片式耐磨管道(TC-G)成为电厂煤粉管道、矿粉输送管道的最佳选择。
各类弯头规格及尺寸对照表之欧阳德创编
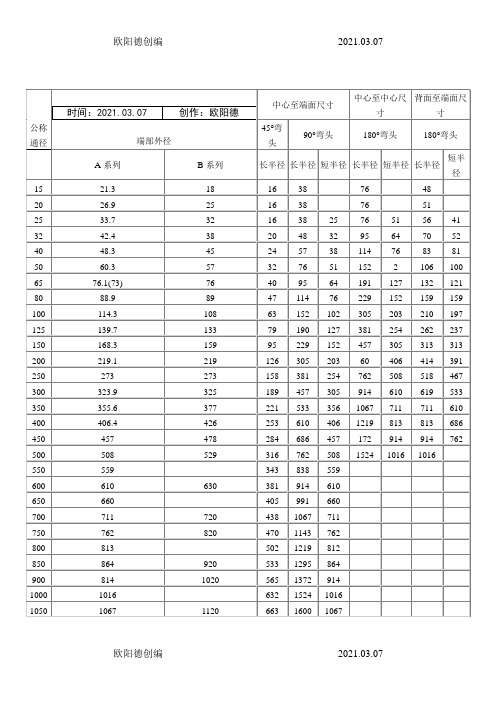
弯头规格尺寸表45°弯头90°弯头180°弯头公称通径Nominal Diameter 端部外径OutsideDiameterat Bevel中心至端面Center to End中心至中心Center to Center背面至端面Back to Face 45°弯头45°Elbow90°弯头90°Elbow180°弯头180°ElbowB A O KDN NPSA 系列Series AB 系列Series长半径LongRadius长半径LongRadius短半径ShortRadius长半径LongRadius短半径ShortRadius长半径(A系列)短半径(A系列)Short11001118122069416761118 12001219-75818291219 1300121-82119811321 14001420-88321341420 15001524-94722861524 1600162-101024381620 17001727-107325911727 18001820-113727431827 20002020-126330482032长半径:R=1.5D 短半径:R=1D仅供个人用于学习、研究;不得用于商业用途。
For personal use only in study and research; not for commercial use.Nur für den persönlichen für Studien, Forschung, zu kommerziellen Zwecken verwendet werden.Pour l 'étude et la recherche uniquement àdes fins personnelles; pas àdes fins commerciales.только для людей, которые используются для обучения, исследований и не должны использоваться в коммерческих целях.以下无正文仅供个人用于学习、研究;不得用于商业用途。
耐磨管道知识简介

陶瓷耐磨产品-增韧陶瓷贴片
1.简介:
耐磨陶瓷材料,具有仅次于金刚石的硬度,具有很好的耐磨性能,“梯压+媒体层+焊接固定”三位一体的设计从根本上解决了陶瓷贴片复合耐磨产品的脱落问题和高压耐磨问题,并且可以用于任何形状弯头、弯管和器件的耐磨内衬,因此焊接式陶瓷贴片耐磨产品开始迅速发展,在电力、矿山、建材、钢铁等行业大规模取代了传统的耐磨产品。
1耐磨弯头
2送粉管道耐磨弯头
3焊接固定工艺
2、外钢体层技术参数:
3、内衬层技术参数:
4、耐磨内衬层的结构形式
1)各类耐磨陶瓷片。
三氧化二铝(AL2O3)、碳化硅(SIC)、氮化硼(BN)等。
2)陶瓷片片型设计。
“三面受压、三面梯压(或反锁)、正反弧度”的设计,使得陶瓷片之间相互镶嵌衔接,具备整体防脱性能。
3)媒体层。
采用耐高温、高强度、低膨胀系数的无机胶合成剂作为钢体和陶瓷片之间的结合媒体层。
长期运行在820℃以下的管道仍然
能够保持良好的粘结性能。
4)焊接固定工艺。
工艺一:采用储能焊接工艺将带锥形孔的陶瓷片通过专用耐磨螺栓焊接在钢铁上面。
工艺二:直接用耐热钢碗将具备含扣锥形孔的陶瓷片直接焊接在钢体上,然后用带扣陶瓷堵涂胶后封装在陶瓷片的锥形孔上,整体外观全部为陶瓷面。
5、氧化铝陶瓷内衬层技术参数:
6、各种陶瓷片的技术参数:
Zw
2011-9-6。
陶瓷磨头规格
陶瓷磨头规格陶瓷磨头是一种常用的磨削工具,其主要由陶瓷制成,具有高硬度、高耐磨性等特点,因此被广泛应用于各种工业生产中。
陶瓷磨头的规格有很多种,主要包括尺寸、形状、粒度等方面,下面将对其规格进行详细介绍。
1. 尺寸规格陶瓷磨头的尺寸规格是非常重要的一项内容,它直接关系到磨削效果的好坏。
常见的尺寸规格包括直径、高度、孔径等方面。
其中,直径越大,磨削效果越好,但也会导致磨头的重量变大,不利于操作。
高度的大小会对磨头的耐磨性产生影响,一般来说,高度越高,磨头的寿命就越长。
孔径则与磨头的适用范围有关,一般情况下,孔径较小的磨头适用于细磨削,而孔径较大的磨头适用于粗磨削。
2. 形状规格陶瓷磨头的形状规格包括圆形、扁平型、等等。
圆形磨头是最常见的一种,它可以进行粗磨削和细磨削,非常适合于各种材料的加工。
扁平型磨头则适用于平面上的磨削、切割等操作,可以有效地提高加工效率。
其他形状的磨头功能也各有不同,可以根据实际需要进行选择。
3. 粒度规格陶瓷磨头的粒度规格是指磨头表面的磨粒数量,一般用目数表示。
目数越大,磨粒越小,磨削效果越细腻,但磨头的寿命也会相应降低。
相反,目数越小,磨头的磨削效果就越粗糙,但寿命也会相应增加。
因此,在选择磨头粒度时,需要根据实际需要进行评估,找到一个最佳的平衡点。
综上所述,陶瓷磨头的规格涉及到多个方面,包括尺寸、形状、粒度等。
在实际选择时,需要根据所需加工材料、磨削效果、加工效率等因素进行综合考虑,找到一个最合适的规格。
同时,在使用磨头时,也需要注意保养和维护,以提高其使用寿命和磨削效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
陶瓷耐磨弯头规格型号解读
陶瓷复合钢管,是采用高技术生产工艺自蔓燃高温离合合成法制造。
该管从内到外分别由刚玉陶瓷、过渡层、钢三层组成,陶瓷层是在2200℃以上高温形成致密刚玉瓷(AL2O3),通过过渡层同钢管形成牢固的结合。
陶瓷耐磨弯头就是由陶瓷复合管组对而成。
陶瓷耐磨弯头具有耐磨耐腐蚀耐高温优良的特性,受到电厂输灰管道,钢厂除尘耐磨管道的大批推广使用,大大延长耐磨管道的使用寿命。
陶瓷耐磨弯头的规格型号一般都必须有外径、厚度、弯曲半径、以及材质。
有的也需要表示内径,耐磨弯头外径减去2个壁厚就是弯头的内径。
弯曲半径代表弯头的弧度直径的大小,一般耐磨弯头半径越大,弯管的长度越长。
举个常用例子。
90度大曲率半径耐磨弯头(气力输灰管道用,R=10D)dn125 外径用146mm的管,钢管8mm,陶瓷厚度4mm。
一般耐磨弯头清单这样写,90°陶瓷耐磨弯头dn125 R=10D,技术人员根据陶瓷耐磨弯头内径设计采用外径为146mm钢管进行制作,扩大外径内衬陶瓷保证内径和管道一致。
钢管壁厚采用8mm氧化铝陶瓷厚度4mm,弯曲半径10d就是125乘以10就是1250mm。
这就是陶瓷耐磨弯头规格型号的详细解读。
陶瓷耐磨弯头连接方式一般有两种,一种是直接焊接形式,另一种是法兰连接形式,具体要看设计要求。