注塑成型工艺参数表
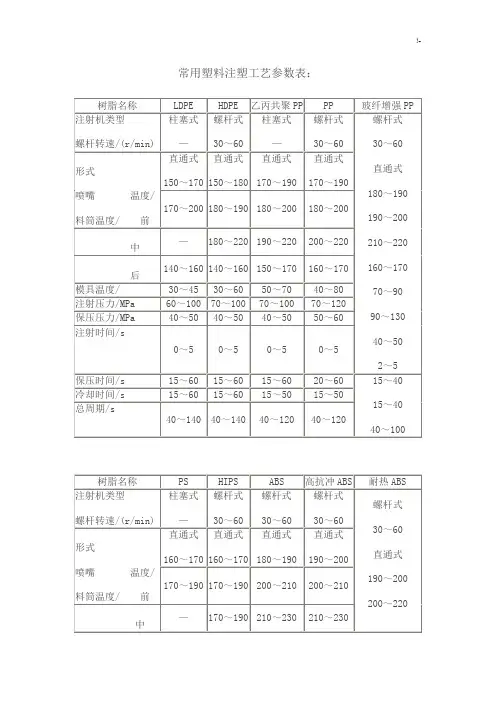
常用塑料注塑工艺参数
六、聚乙烯(PE)塑料注塑工艺特性与工艺参数的设定
1、吸湿性小(<0.01%),成型前可不干燥;必要时,可在70~ 80℃下,干燥1~2h。
3、HIPS中可以掺入PS使用。随着PS掺入量的增加,熔体流动 性变好,制品的刚性、表面光洁度提高,但脆性也加大。
4、典型HIPS--奇美公司的POLYREX®,如PH-88(高冲击级)
的主要加工参数
பைடு நூலகம்
四、ABS塑料注塑工艺特性与工艺参数的设定
1、其结构中有极性基团,所以易吸湿。加工前通常要进行干燥, 以消除制品上因水份而产生的银纹及气泡等缺陷。干燥条件 为:在80~90℃的循环热风干燥器中干燥2~4h。
七、RPVC注塑工艺特性与工艺参数的设定
1、RPVC是典型的热敏性塑料。经过稳定化的RPVC即使在不太高的温度 下如180℃,如果时间很长(如40min以上)仍会导致RPVC严重分解。 所以要严格控制成型温度和物料在料筒中的停留时间。RPVC的成型温度 范围在160~200℃之间。通常为160~190℃,最高不超过200℃;料筒 温度分布通常采用阶梯式设置;喷嘴温度应比料筒末端温度低10~20℃。
设备的温度控制系统应指标准确,反应灵敏;
螺杆长径比可小些,螺杆头部呈尖头;螺杆的压缩比为2~2.5, 螺杆的三段长度可分别设置为40%、40%和20%;
选用孔径的通用喷嘴,并配有加热控温装置;
掌握好清洗料筒的技术;
注意温升程序,并在料筒升温过程中,应密切注意温升情况。
料筒内的物料是否过热,可通过主流道料的表面是否有棕色条纹 来判断。如果主流道的料有棕色条纹,则说明料筒内的塑料已过 热,应立即采取措施,对料筒进行清洗,切不可继续操作;
通用塑料注塑工艺标准参数表
常用塑料注塑工艺参数表:常用塑料注塑工艺参数(2)2010-06-16 20:02:13| 分类:个人日记| 标签:|字号大中小订阅聚甲醛加工参数聚甲醛的成型收缩率聚甲醛的后收缩九、PC注塑工艺特性与工艺参数的设定1、聚集态特性属于无定型塑料,Tg为149~150℃;Tf为215~225℃;成型温度为250~310℃; 2、热稳定性较好,并随分子量的增大而提高。
但PC高温下遇水易降解,成型时要求水分含量在0.02%以下。
高温下水分对PC特别有害。
在成型前,PC树脂必须进行充分干燥(并且应当充分注意防止干燥过的物料再吸湿)。
干燥效果的快速检验法,是在注塑机上采用“对空注射”。
3、熔体粘度高,流动性较差,其流动特性接近于牛顿流体,熔体粘度受剪切速率影响较小,而对温度的变化十分敏感,在适宜的成型加工温度范围内调节加工温度,能有效地控制PC的粘度。
4、由于粘度高,注射压力较高,一般控制在80~120MPa。
对于薄壁长流程、形状复杂、浇口尺寸较小的制品,为使熔体顺利、及时充模,注射压力要适当提高至120~150MPa。
保压压力为80~100MPa。
5、成型时,冷却固化快,为延迟物料冷凝,需控制模温为80~120℃。
6、PC分子主链中有大量苯环,分子链的刚性大,注塑中易产生较大的内应力,使制品开裂或影响制品的尺寸稳定性;(在100℃以上作长时间热处理,它的刚硬性增加,内应力降低)。
PC的典型干燥曲线台湾奇美典型牌号加工参数:十、PA及玻纤增强PA注塑工艺特性与工艺参数设定 1、常用品种及其熔点:q 品种:尼龙-66;尼龙-610;尼龙-1010;尼龙-1212;尼龙-46尼龙-6;尼龙-7;尼龙-9;尼龙-11;尼龙-12;尼龙-66/6、尼龙-66/610;尼龙-6∕66∕1010;尼龙-66/6/610q 熔点:尼龙n系列:尼龙-6 215~220℃;尼龙-12为178℃;尼龙m,n系列:尼龙-46 295 ℃;尼龙-66 255~265℃;尼龙-610 215~223℃;尼龙-1010 200℃;共缩聚尼龙:由于分子链的规整性较差,结晶性和熔点一般较低,如尼龙-6∕66∕1010的熔点仅为155~175℃,但其有较好的透明性和弹性。
注塑生产工艺参数监控记录表
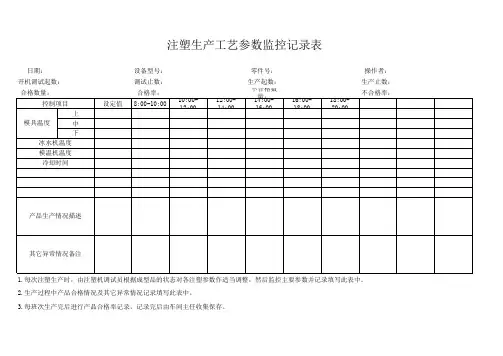
日期: 开机调试起数: 合格数量: 控制项目 模具温度 冰水机温度 模温机温度 冷却时间 上 中 下 设定值 设备型号: 调试止数: 合格率: 零件号: 生产起数: 不合格数量: 操作者: 生产止数: 不合格率:
8:00-10:00 10:00-12:00 12:00-14:00 14:00-16:00 16:Biblioteka 0-18:00 18:00-20:00
产品生产情况描述
其它异常情况备注
1.每次注塑生产时,由注塑机调试员根据成型品的状态对各注塑参数作适当调整,然后监控主要参数并记录填写此表中。 2.生产过程中产品合格情况及其它异常情况记录填写此表中。 3.每班次生产完后进行产品合格率记录,记录完后由车间主任收集保存。
注塑工艺参数【详细】
在塑料原料、注塑机和模具确定之后,注塑工艺参数的选择和控制是保证制件质量的关键。
需要对注塑计量装置、锁模力、注射压力、注塑周期(注塑时间、保压时间、冷却时间、开合模时间)、料桶温度、模具温度等参数进行设置。
下面对注塑温度、注塑压力、注塑时间和成型周期参数进行介绍。
1.注塑温度注塑温度包括料桶温度、喷嘴温度和模具温度等。
前两个温度主要是影响塑料的塑化和流动,而后一个温度主要是影响塑料的注塑和冷却。
料桶温度料桶温度的选择应保证塑料塑化良好,料桶温度的设定应该考虑塑料原料的特点、注塑机的类型、制品壁厚及形状等客观条件。
喷嘴温度喷嘴温度一般略低于料桶的最高温度,要考虑到熔料温度可以从注塑瞬间发生的摩擦过程中得到提高。
喷嘴温度如果被调得太低,可能会造成冷料堵塞喷嘴孔道,或在成型下一个制品时将冷料带入使制品带有“冷料斑”。
最佳的喷嘴温度和料桶温度,要与其他工艺条件综合来分析,考虑其影响因素,才能确定。
模具温度模具温度对制品的内在性能和表观质量影响很大,是最为关键的参数之一。
模具温度主要由塑料有无结晶性、制品的尺寸与结构、性能要求以及其他工艺条件(熔料温度、注塑速度及注塑压力、模塑周期等)来综合决定。
2.注塑压力注塑模塑过程中的压力包括塑化压力(常称背压)、注塑压力和保压压力,它们直接影响塑料的塑化和制品的质量。
塑化压力(背压)塑化压力是指采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力,这种压力的大小可以通过液压系统中的溢流阀来进行调整。
注塑压力所有注塑机的注塑压力都是以柱塞或螺杆顶部对塑料所施的压力为准的。
注塑压力在注塑成型中所起的主要作用是克服塑料从料桶流向型腔的流动阻力、给予熔料充模的速率以及对熔料进行压实,有利于填充型腔。
注塑压力的选择应该考虑制品的结构和模具的结构、塑料品种、注塑机类型等因素。
保压压力从模腔填满塑料后,继续施加于模腔塑料上的注塑压力,直到浇口完全冷却密封的一段时间内,都要维持一个相当高的压力,这就是保压压力。
工艺参数卡片(样条)
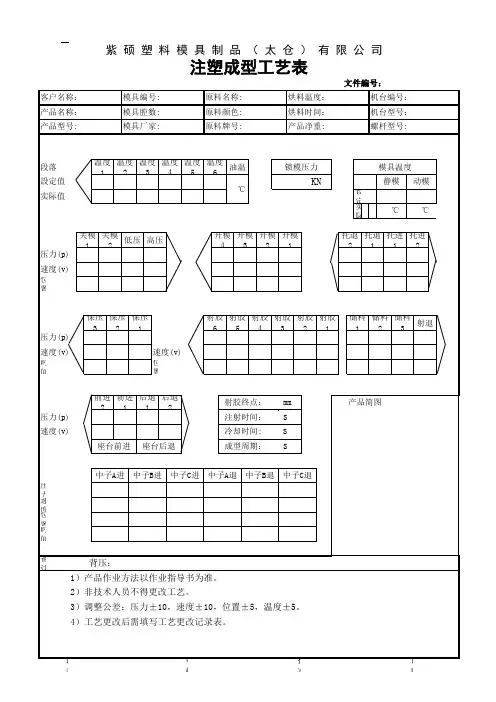
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
注塑成型参数表
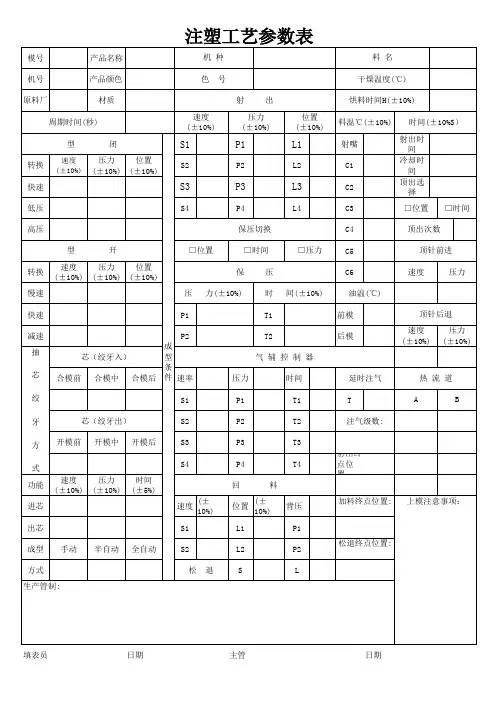
模号
产品名称
机种
料名
机号
产品颜色
色号
干燥温度(℃)
原料厂
材质
周期时间(秒)
转换 快速
型
速度 (±10%)
闭
压力 位置 (±10%) (±10%)
低压
速度 (±10%)
S1
S2
S3
S4
射出 压力
(±10%)
P1
P2
P3
P4
位置 (±10%)
L1
L2
L3
L4
烘料时间H(±10%)
料温℃(±10%) 时间(±10%S)
射嘴 C1 C2
射出时 间
冷却时 间
顶出选 择
C3
□位置 □时间
高压
保压切换
C4
顶出次数
型
开
转换
速度 (±10%)
压力 位置 (±10%) (±10%)
慢速
□位置
□时间
□压力
保压
压 力(±10%)
时 间(±10%)
C6 油温(℃)
顶针前进
速度
压力
快速
P1
减速 抽
芯
芯(绞牙入) 合模前 合模中 合模后
P2 成 型 条 件 速率
T1
T2
气辅控制器
压力
时间
前模 后模
顶针后退
速度
压力
(±10%) (±10%)
延时注气
热流道
绞
S1
P1
T1
T
A
B
牙
芯(绞牙出)
S2
P2
T2
注气级数:
方 开模前 开模中 开模后
注塑工艺卡表格
注塑工艺参数表
模具编号产品名称产品规格机器型号材料规格
注 塑 温 度
射 出
保 压
储 料
射 退
位置
压力
速度机台编号
模穴数
材料名称
压力
速度
位置
位置
第一段射出时间压力
速度
时间
压力
速度
第三段第二段第四段托 模
顶 出
托 进
托 退
模 座
压力
速度
时间
压力
速度
时间
第五段
顶针动作
顶出次数
开模压力
速度成型属性关模
压力单循环时间产品重量
位置料头重量
储前冷却冷却时间
位置
批 准速度日 期
日 期
日 期
日 期
工艺制定标准化审 核。
注塑工艺参数表
一汽 - 大众FAW-VolkswagenWerkzeug-Nr.:模具号:Maschinentyp :机器型号:Schließkraft :锁模力:Tonnen吨mm 毫米Kernzüge :?Matrize 型腔Fach Kern 型芯Fach Formtemperatur :成型温度:Matrize 型腔 °C Kern 型芯 °C Zylindertemperatur :料筒温度:Zone 1 °C Zone 2 °C Zone 3°C Zone 4 °C Zone 5 °C Zone 6°C Zone 7°C Zone 8°C Heißläufertemperatur :熔化温度°CMassedruck (max) :塑化压力Bar Bar Umschaltpunkt :保压切换mm mm Kühlzeit :冷却时间:sek sek Dosierweg :计量行程:mm Schneckenrückzug :螺杆回塑行程:mm vor Pl.nach Pl.Einspritzprofil : 1.Stufe mm/s bis mm 填充参数2.Stufe mm/s bis mm3.Stufe mm/s bis mm4.Stufe mm/s bis mm5.Stufe mm/s bis mm6.Stufe mm/s bismm Nachdruckprofil : 1.Stufe sek bar 保压参数2.Stufe sek bar3.Stufe sek bar4.Stufe sek bar5.Stufe sek bar6.Stufesek barSchneckendrehzahl :螺杆转速U/min barNadelverschlußdüsen :fach sekmm 阀式热咀:Düse1Düse2Düse3Düse4Düse5Düse6Düse7Düse8öffnen 开启schließen 关闭öffnen 开启schließen 关闭Düse9Düse10Düse11Düse12Düse13Düse14Düse15Düse16öffnen 开启schließen 关闭öffnen 开启schließen 关闭Bemerkungen 备注 :注塑工艺参数表Einstellprotokoll für SpritzgiesswerkzeugeTeil-Benennung:零件名称:Regelkreise Umschaltdruck :保压切换压力Massepolster :料量Einspritzzeit :注塑时间:Zylinderdurchmesser :螺杆直径:Materialbezeichnung :材料:Staudruck :背压。
注塑工艺
PACK.PROFILE 增压分段
mold temp.模温±10% 定模: 动模 ®″=SETTING IMPORTTANT TO THE ROBOT ISSURED BY PROCESS ENGINEER APPROVALS
注塑工艺参数表 PART NAME/NO 零件号
MACH#机器编号 MATERAL TYPE COLOR
toleranceห้องสมุดไป่ตู้REVISION
MOLD
BUILDING TIME
machine mode:ol/hpc/fpc POSITION SPEED PSI﹪ BOOST TIME 高压时间 CLAMP OPEN开模 PACK TIME 增压时间 CLOSE FASY HOLD TIME 保压时间 快速闭模 MOLDCLSD TIME合模时间 0 LOW PRS.CLOSE FILLTIME 填充时间 慢速闭模 RECOVERY TIME复位时间 CLAMP LOCK UP CYCLE TIME成型周期 锁模 BOOST PSI高压压力 OPEN BREAK开模 PACK TIME 增压压力 OPEN FAST快开模 HOLD PSI保压压力 OPEN SLOW 漫开模 BACK PSI背压压力 MOLD SAFE模具保护 0 PEAK PRESSURE峰点压力 EJECTOR START CLAMP PSI1锁模压力 顶出起氏点 INJECTOIN SPEED注塑速度 FORWARD前顶 PACK SPEED增压速度 RETRACT 回退 HOLD SPEED保压速度 COUNT 计数 SCREW SPEED 螺杆速度 TIP -STOKE顶出行程 CUT OFFPOS.切断位置 HOT RUNNER ZONES SET POINT DECOMP POS 分离位置 SHOT SIZE 注塑量 热流道加热点设置±10﹪ SHOT WEIGHT 注塑重量 1) 2) 3) 4) MAXIMUN ALLOWABLE REGRIND 6) 7) 8) 9) 最废料混合量 11) 12) 13) 14) DECOMP TIME 分离时间 BARREL TEMPERATUREES料筒温度±10﹪ P.C.HOLD TIME P.C 锁紧 NOZZZLE 1℃ 2℃ 3℃ WATER TEMP .LIVE进水温度 WATER TEMP .DEAD DEAD回水 P.C PACK PSI-1 DRYER TEMP
注塑成型工艺参数
增加流动速率使熔体填充大部分的模穴. 注射压力分二阶段:把熔融物料高速射入模具中的
阶段,此时的压力称为一次注射压力.在材料充满模 具后所加的压力,称为二次注射压力.(保压) 一般二次注射压力约为(80-120MPa)8001200Kg/cm2 在一般正常工艺调试,应从低压力开始并逐渐提高.
POM PBT PP HPVC FPVC HIPS TPR PC+PBT 山都平 HDPE LDPE
160-200 230-260 180-220 150-190 140-180 180-240 150-220 220-270 180-210 180-230 160-220
如何检测熔体的实际温度
料管温度是通过加热圈来控制,加热温度的 升降是通过感温线探测,所以在设定温度时, 要考虑设定值,探测温度,熔料温度三者的差 异.
常用的材料的模具温度介绍
定义
注射速度
不同速度的熔体填充的比较
注射速度与模具结构的关系
注射速度与 产品结构的关系
定义
注射量
注射量与产品/机台的匹配
如何计算注射量
射胶位置
射胶位置设定的依据
射胶位置的构成
定义
注射时间
设定注射时间的方法
设定的依据
保压
一.定义 二.保压与注射压力的关系和位置(切换点) 三.保压过程的控制 四.保压时间的控制
二、保压
在注射过程将近结束时,注射压力切换为保压压 力后,就会进入保压阶段。保压过程中注塑机由 喷嘴不断向型腔补料,以填充由于制件收缩而空 出的容积;如果型腔充满后不进行保压,制件大 约会收缩25%左右,特别是筋处由于收缩过大而 形成收缩痕迹。保压压力一般为充填最大压力的 85%左右,当然要根据实际情况来确定。如下图 所示,图a表示填充开始,图b表示型腔充满到 90%左右,图c表示保压开始,螺杆缓慢向前推进, 图d表示保压结束,型腔完全充满。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日期:
成型條件標准參考表
编号:XXXXX 版本/版次:A/0
客戶
東芝
原料
PP
機台
3-8
機台規格
模 號 HP-15DX 原料批號
BDPBW
色母批號
\
周期
品名
把手
料號
16A97
色母比例
\
毛重
顏色
白
烘料溫度
\
色母品名
\
淨重
穴 數:
1*2
母模溫度
\
公模溫度
\
試模/生產
料管溫度設定 第1段 第2段 第3段 第4段 第5段 第6段 第7段 第8段 第9段 熱流道溫度設定
設定值
220 190 190 180 \
\
\
\
\
設定值
實際值 關模設定 壓力 速度 位置 射出設定
241 快速 50 15 350 射6
190 190 慢速 低壓
50 50 10 10 300 129
射5
179 \ 高壓
45 140 10 90 119 \
射4
\
\
\
\
開模 壓設定 力速 度位 置
減速 30 45 10 15 430 370
後松退
35
20
3
托模退
50
\
15
\
8
\
\
\
公模:
吹氣設定
吹 氣 吹氣1
位置
\
時間 中子 設定 壓力
\ 中子進
\
速度
\
位置
\
時間
\
組
母模:
A
組公模: 組母模:
冷凍水: 2 組
冷凍水
組
普通水: 普通水 1
組
B
備注:溫度±15℃,其它±15%
A
B
核准:
主 管:
經 辯:
XXXX有限公司
條件標准參考表
编号:XXXXX 版本/版次:A/0
3段 45 15 200
射3
射2
實際值
2段
1段
30
15
100
射1
壓力
\
\
\
25
65
52
速度
\
\
\
5
26
11
位置
\
\
\
30
37
106
保壓設定 保壓3 保壓2 保壓1 射出時間: 8 (sec)
冷卻時間 40 (sec)
壓力 速度 時間 儲料設定 壓力 速度 位置 水路圖 公模
A
B
\ \ \ 儲料1 \ \ \
: (sec)
吹氣設定
吹氣2
\
\
中子退
\
\
\
溫: 公模:
\
組
母模:
模:
冷凍水: 2 組
普通水:
模:
冷凍水
組
普通水 1
注:溫度±15℃,其它±15%
\
80 保壓切換方式: □位置
□時間
□壓力
\ \ 儲料2 \ \ \
母模
4 10 儲料3 100 55 120
關模時間: (sec) 開模時間: (sec) 儲料時間: 13.1
(射se出c) 實際時間: (sec) 射出終點位置: (sec) 保壓轉換實際
值模松設托設壓力速度位置壓力速度位置時間:溫退定模定 : 333(\50 前托sec松模)\\\ 退進 363\50
250T
73
\
85
生產
熱流道溫度設定
\
\
減速
3段
2段
1段\\\ Nhomakorabea射1
52
11
106
出時間: 8 (sec)
冷卻時間 40 (sec)
壓切換方式: □位置
□時間
□壓力
模時間: (sec) 開模時間: (sec) 儲料時間: 13.1
出實際時間: (sec) 射出終點位置: (sec) 保壓轉換實際