桥壳焊接工艺
试论汽车后桥壳的焊接工艺设计

试论汽车后桥壳的焊接工艺设计在社会经济越来越发达的今天,越来越多的人们为了方便出行而配置了汽车,这就直接促进了汽车销量的大幅度提高。
同时的,人们对于汽车本身的性能也提出了更高的要求。
汽车后桥壳是汽车结构中重要的组成部分,焊接成形成为当前我国汽车后桥壳的主要加工工工艺,后桥壳焊接工艺的好坏将对汽车的整体性能产生影响。
在汽车结构中,承重和传力以及弯矩扭矩都由汽车的后桥来承受,因此对于后桥壳的焊接工艺有着很高的要求。
文章主要对汽车后桥壳的焊接工艺进行分析,以供参考借鉴。
标签:汽车后桥;焊接;工艺设计;后桥壳1 汽车后桥桥壳材料的选择在汽车所有的构成的零部件选择上,都要求满足力学性能,包括了零部件的强度、韧性以及刚度等多方面的要求,在满足以上条件的情况下,还尽可能的降低成本以获取质量与效益的双赢。
而汽车后桥的材料选择过程中除了要具备以上要求,可焊性成为汽车后桥材料选择条件中最为关键的一点。
综合以上选择汽车后桥材料需要具备的条件之后,可以将汽车后桥采用冲压方式的焊接工艺。
相比较两种汽车后桥材料SAPH441与Q235两种板材,适合的将SAPH441板材作为汽车后桥材料。
这种板材力学性能相当好,是由低碳合金钢来打造的,相比较Q235后桥板材的强度,SAPH441的强度大概高出Q235约百分之二十五左右。
除此之外,SAPH441在焊接性能上也高于Q235。
但是在SAPH441焊接过程中,容易因为板材构成中包含了碳锰两种元素而出现淬硬性,这就容易造成焊接过程中有缺陷,这样就会降低SAPH441的焊接性。
因此,在进行SAPH441的焊接时,一定要采取相应的措施对这种缺陷进行补救。
除了汽车后桥材料的选择,还有一个极为重要的后桥零部件,它负责传递力及力矩,是后桥连接的一个部件,这个部件就是变形轴管。
考虑到变形轴管的功能与起到的作用,一定要选择汽车后桥所规定的力学性能材料。
除此之外,汽车轴管承受了后桥大部分的受力,因此容易出现变形,在进行材料的选择时,一定还要考虑到材料的可塑及可焊性。
桥壳毕业设计---汽车后桥壳的焊接工艺[管理资料]
![桥壳毕业设计---汽车后桥壳的焊接工艺[管理资料]](https://img.taocdn.com/s3/m/37c615be767f5acfa0c7cdc5.png)
毕业设计论文设计(论文)题目:汽车后桥壳的焊接工艺下达日期:2011 年11月30 日开始日期:2011年12月 5 日完成日期:2012 年1月6日附件二:毕业设计(论文)任务书一、设计(论文)内容及要求:(一)设计(论文)内容1.进行焊接结构生产工艺分析2.划分零部件,并画出部件图3.制作装--焊工艺卡4.编制设计说明书5.撰写答辩提纲(二)要求1.所有图纸要求先手工绘制草图,检查无误后再用计算机绘出并打印。
2.图纸幅面自定,以表达清楚为原则。
3.说明书要求用电子文稿并打印,格式参见学院《毕业论文的统一要求》。
二、技术指标:生产纲领:成批生产三、主要参考资料:熔焊原理及金属材料焊接性英若采机械工业出版社,2004焊接方法与设备陈淑惠高等教育出版社,2009焊接结构生产邓洪军机械工业出版社,2004机械设计手册夹具设计手册毕业设计(论文)任务书进程计划表汽车后桥壳的焊接工艺摘要汽车后桥壳是汽车底盘上的关键零件。
其内部安装有主轴减速器、半轴等零件,它承受汽车的重力并将车轮上的各种作用力通过悬架系统传给车架或车身。
焊接是汽车车桥制造的主要工艺手段。
本文以汽车后桥壳焊接为研究对象,在介绍了其焊接技术概况、新技术及发展趋势的基础上,完成了汽车后桥壳优质低碳化结构钢16Mn材料的焊接性分析、焊接结构分析、焊接方法的选择及焊接材料的选用,设计出了合理的汽车后桥壳焊接工艺,并设计了自动焊方案。
通过分析选用了焊后焊缝综合力学性能更好、焊接成本更低的MAG焊工艺作为汽车后桥壳与半轴套管环缝的焊接方法,并采用埋弧自动焊作为桥壳纵缝的焊接方法。
通过对优质低碳化结构钢16Mn的焊接性、产品结构特点及使用要求,分别确定了MAG焊及埋弧自动焊的焊接接头的形式、坡口角度以及焊接电流、焊接电压、焊接速度等焊接工艺参数。
汉德公司引进的德国STR系列及MAN系列桥壳的生产技术,使得中国的车桥生产质量及功能有了巨大的变化,刷新了中国车桥生产的里程碑为我国的汽车行业发展做出了具大贡献。
桥壳轴头环焊缝焊接
桥壳轴头环焊缝焊接
桥壳轴头环是传动装置的一部分,用于连接桥壳轴头和轴。
焊接是一种常用的连接方法,可以使得连接部位更加牢固。
桥壳轴头环的焊缝焊接需要注意以下几点:
1. 焊接前需要对焊接部位进行清洁,确保表面没有灰尘、油污等杂质。
2. 选择合适的焊接方法和焊接材料。
常见的焊接方法包括电弧焊、焊丝焊接等,需要根据具体情况选择合适的方法。
焊接材料应选用高强度、耐磨损的材料。
3. 进行预热。
对于较大尺寸的桥壳轴头环,焊接前应进行适当的预热,以提高焊接强度。
4. 控制焊接温度和时间。
焊接过程中要注意控制焊接温度和时间,避免过热或过焊,以免造成焊接缺陷。
5. 进行焊后处理。
焊接完成后,需要进行焊后处理,包括去除焊渣、进行打磨、退火等工艺,以提高焊接质量。
总的来说,焊接桥壳轴头环的焊缝需要进行细致的操作和控制,确保焊接质量,以保证该连接部位的强度和可靠性。
斯太尔铸钢桥壳摩擦焊接工艺的探讨和应用
有 焊接 效率 高 、 缝缺 陷少 、焊 接接 头 强度 与母材 轴 头材 质 为 3 M 2 焊 0 n ,要 求 中段 焊接 截面 完全摩 擦 , 基 本相 当 、焊接 过程 自动 监控 等特 点 [] 1 。但 是 , 流 动 、再 结 晶、相变 过程 ,而且 铸钢 桥 壳截面 要 比
a dt esa ts u .h e in f c o so h e d d j itb h spo e s n , t ed b g i go h n h h f t b T e d s g a t i g h e u g n f t e
K y W r s c s t e x e h u i g t e f i t o l i g p o e s n ; t e p r m t r ’ d b g i g e o d : a t s e l a l o s n ; h r c i n we d n r c s i g h a a e e s eugn ;
m, m。 摩 擦 焊 接头 材 料 经 历 复杂 的 热 循环 以及 材 料变 形 lm 内孔 直径 比 中段 内孔 直径 小 lm
冲 焊桥 壳厚大 得 多 , 中段 材料 由低合 金 高强钢 改变 和 外翻 边 自由卷 曲, 这样 有利 于焊 缝翻 边根 部成形
mai t hni al n ec c par met r, th te no1 gi a e e ch o cal pr es an co oc s d ndi o ti ns, t e h wel i pe d ns cti n o an th d e
q a i y c n r ld r n h r d c i n p o e s w r l O s u i d T e f l i i e t o o u e p o u t o u l t o t o u i gt ep o u t o r c s e ea S t d e . h u f i m n fv l m r d c i n
轻型汽车驱动桥壳焊接工艺设计

轻型汽车驱动桥壳焊接工艺设计摘要:汽车驱动桥壳是汽车差速器、半轴与主减速器的基础零件。
是汽车传动系统的一个重要的组织部分,用来驱动车厢或者车架的作用力可以说就是驱动桥壳。
对于汽车的荷重来说,也是需要驱动桥壳来承受的,在汽车行驶的过程中,受力比较复杂,对于汽车驱动桥壳的各种性能与质量都有很严格的要求,地面与车轮之间产生的冲击载荷在路面不平的时候行驶的情况下通常会引起桥壳的变形或者是折断,所以,一般来说,对于汽车驱动桥壳的强度与刚度都有很严格的标准。
关键字:轻型汽车、驱动桥壳、焊接工艺设计一、汽车驱动桥壳的功能汽车驱动桥壳行驶系统的重要组成部分。
汽车驱动桥壳与差速器、主减速器还有半轴驱动桥在整个汽车的动力部分是一个不可划分的一体,它们主要位于传动系末端,而且它们的主要作用是增大变速器或传动轴所传来的转矩。
所以,汽车驱动桥壳被叫做后桥壳。
汽车的荷重主要是由驱动桥来承受。
在传动系统之中与对于行驶系统中,安装并保护主减速器、半轴与差速器是驱动桥壳并且承受汽车的重量是汽车驱动桥壳的主要作用。
而由车轮传来的,来自于路面的反力矩与反力也是由汽车驱动桥壳来承受,作用力经由悬架传给车身。
对于悬架与轮毂的安装也是由驱动桥壳来进行。
二、驱动桥壳的结构驱动桥壳主要分为分段式桥壳与整体式桥壳两种结构。
其中对于分段式桥壳来说,由两个半轴套管、凸缘盘与主减速器壳壳盖组成的分段式驱动桥壳,通常情况下由螺栓将两段连接在一起。
而加工简单、制造简单、维修不便等为分段式驱动桥壳的特点,而且分段式驱动桥壳在检查、拆卸主减速器的时候,需要在汽车上卸下整个驱动器。
而整体式桥壳有多种形式,例如,半轴套管压配、钢板冲压焊接、整体铸造还有中段铸造等。
一般来说,整体式驱动桥壳用于轻型汽车驱动桥壳。
强度与刚度较大而且质量较重制造工艺复杂等是铸造桥壳的特点。
而钢板冲压焊接结构的桥壳在世界上被广泛用于代替一些工艺复杂的制造桥壳。
一般情况下,组成冲焊桥壳的零件数量与结构形式基本相同,只有在局部结构与钢板厚度等方面稍有差异。
富华桥知识讲解-桥壳的材料及焊接

国内其他厂家的支承桥由于为16MnL焊接结构,无法进行热处理,因此桥壳变形问题较多,为防止该问题将桥壳加厚,即10t支承桥,壁厚12mm;13—14t支承桥,壁厚14mm;15~16t支承桥,壁厚16mm,16t以上支承桥,壁厚18mm。
(3)在优化配置、充分利用社会资源方面,充分利用社会现有、已有资源优势,大大提高产品的通过与维修的方便性。
我们的富华桥产品值得您的信赖,期待广大客户来电咨询,我们将以优质的服务为您今后的发展提供保障,欢迎广大客户前来订购我们竭诚为您服务!
富华桥知识讲解
日期:[2013-1-10 10:02:26] 共阅[250]次
富华桥在市场中的销售量逐年上涨,得到了广大客户的一致认可,下面给大家讲解一下富华桥知识,希望对广大客户有所帮助,期待广大来电咨询详情!
桥壳的材料及焊接工艺富华桥采用了较先进的整体挤压成形工艺及桥壳整体调质工艺(桥壳材质20Mn2),在确保其抗弯性能的同时,其桥壳壁厚比照其他厂家薄一个等级即:10t支承桥,壁厚10mm~13—14t支承桥,壁厚12mm;15~16t支承桥,壁厚14mm;16t以上支承桥,壁厚16mm。因此与其他厂家相比,在价格成本上有较大优势。
(1)制动器结构具有凸轮轴基圆较大,制动效率高;同时冲焊蹄铁可减轻整桥重量,便于增大制动蹄摩擦片厚度,延长其使用时间;轴承规格小、价格低等特点,都起到降低成本作用。另外进口润滑油对轴承的使用也有很的性价比尤为重要。设计过程中,也应注意到钢管、轴承成本高,生产厂家少及国产润滑脂性能不稳定的缺点。
后桥壳总成生产线焊接工艺及关键设备

总 检测 成 平台l 桥壳气 密性ll 总成 后桥 检测l 后 l 桥壳总 成
( )焊 枪调节机构组合 该装置 由气动提升、焊接 3 摆动器 、三维手 动调节机构组 成。采用模块化 、积木式
后桥壳生产线的关键设备
1 . 后桥上、 半壳纵缝C O 自动焊接设备
该设备专用于后桥上 、下半 壳纵缝的 自动焊接 。采
件 自动翻转1 0 ,两把焊枪再 同时焊接 另一面焊缝 。 8。 / 该设 备 ( 图3 尢 n 、图4 )主要 由底 座 、全 封 闭防护 罩、床身 、主轴箱 、夹具 、横梁 、焊枪调 节机构组 合、 控制系统 以及气路 系统等部分组成 。
在焊接时保证焊缝位置位于中心 位置和工件翻转 1 。。 8 0
用两把焊枪 同时焊 接后桥一 面的焊 缝 ,焊接完成后 ,工
设计和安装 。气动提升用于焊接 完成时焊枪提 升,便于
上 下工件 ;焊接 摆动器用于焊接过程 中焊枪的摆动 ,保 证 焊接 质量 。三 维手 动调节机构 用于 焊枪在 三个方 向上 的微调 ,保证焊 枪在焊接 时的最佳焊接 位置。 ( )主 、从动主轴 箱 均采 用箱体结构 ,主动主轴 4 箱采用 交流减速 电动机 驱动 ,同步带及 同步带轮传动 。 茌 主 、从动 主轴 箱 的主轴 安 装法 兰面 上安 装 自定心 夹 具 ,采 用气缸驱动铰链机 构 ,能够 自动定心 夹紧丁件 ,
色状态指示 灯、照 明灯 ,以及维修安全开关 。该机构能
图3 设备外观 1 . 闭 防护 罩 2操作 盒 、显 示盒 全封 .
够保护设备周围的人员不受焊接时弧光的干扰 。
量不稳 定 ;对焊接 工艺方 面的深 入研 究有所欠缺 ,设备厂商不能提 供 合理 的焊接工艺
冲焊桥壳加工工艺
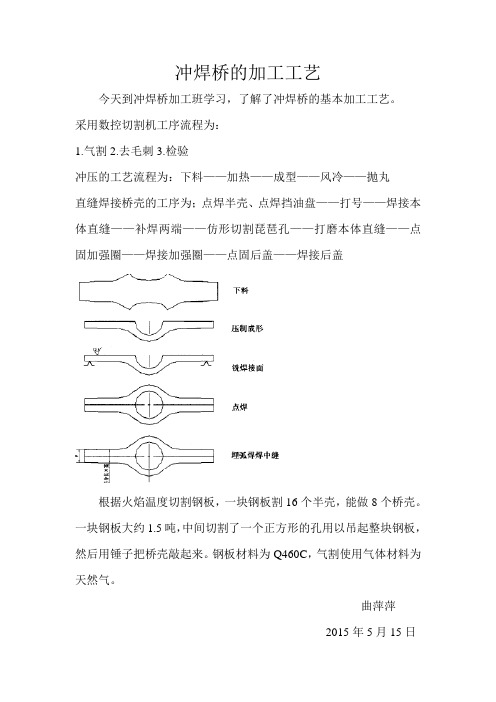
冲焊桥的加工工艺
今天到冲焊桥加工班学习,了解了冲焊桥的基本加工工艺。
采用数控切割机工序流程为:
1.气割
2.去毛刺
3.检验
冲压的工艺流程为:下料——加热——成型——风冷——抛丸
直缝焊接桥壳的工序为;点焊半壳、点焊挡油盘——打号——焊接本体直缝——补焊两端——仿形切割琵琶孔——打磨本体直缝——点固加强圈——焊接加强圈——点固后盖——焊接后盖
根据火焰温度切割钢板,一块钢板割16个半壳,能做8个桥壳。
一块钢板大约1.5吨,中间切割了一个正方形的孔用以吊起整块钢板,然后用锤子把桥壳敲起来。
钢板材料为Q460C,气割使用气体材料为天然气。
曲萍萍
2015年5月15日。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 2 6 4 处
序号 1 2
名称 板簧座 稳定杆安装支座
图号
材料 Q235 Q235
件数 2 2
B 向 局 部 剖 视 图
焊材 型号 直径 保护 气类 型 CO2 焊接工艺参数 电流 (A) 240-20 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
A
1
2
序号 1 2
名称 板簧座 五孔板
图号
材料 Q235 Q235
件数 2 2
α °
B 向 局 部 视 图 A 向 局 部 放 大 视 图
工步号
工步内容
工装 名称 桥管支撑 架二
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型 CO2
焊接工艺参数 电流 (A) 240-20 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
A
1
2
3
序号 1 2 3
名称 左桥管 右桥管 板簧座
图号
材料 Q235 Q235 Q235
件数 1 1 2
α
A 向 局 部 放 大 视 图
工步号
工步内容
工装 名称 桥管支撑 架二
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型 CO2
焊接工艺参数 电流 (A) 240-20 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
4
4 处
序号 1 2 名称 加强筋 右桥管 图号 材料 Q235 Q235 件数 4 1
1
2
工步号
工步内容
工装 名称 桥管支撑 架二
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型 CO2
焊接工艺参数 电流 (A) 240-20 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
1
焊接板簧座五孔板
NBC500
JQ.MG70S-6 Ф 1.2
设 计
审核
标准化
会
签
批准
共11页 页 次
第8张 更改标记 处 数 文件号 签 字 日 期 更改标记 处 数 文件号 签 字 日 期
8
志同车桥河北有限公司 重要度 A
焊
L 6
接
工
艺
卡
B
文件编号: 产品名称 产品型号 工位号 五 工序号 40 工序名称 焊接稳定杆安装支座 车间 焊接车间 技术要求 技术要求 1、根据不同产品选择稳定杆安装支座,并确定左右稳定杆支座的距离L6; 2、稳定杆支座U形面与与板簧座平面平行,焊接在止口一面且通孔中心与桥管中心在 同一平面; 3、焊接必须牢靠,焊缝饱满、圆滑,不得有虚焊、漏焊、裂纹等缺陷;
序号 1 2
名称 左轴头桥管组件 牙包 右轴头桥管组件
图号
材料 Q235 Q235 Q235
件数 1 1 1
2
L 5 6
3
3
4 × 1 5 2 处
工步号
工步内容
工装 名称
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型
焊接工艺参数 电流 (A) 240-260 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
志同车桥河北有限公司 重要度 A
焊
接
工
艺
卡(工艺流程简图)
产品名称 工序号
文件编号: 产品型号 工序名称 工艺流程简图
工位号
车间 焊接车间
组焊桥管与轴头
点焊桥管轴头组件与 牙包外部
焊桥管轴头组件与牙 包内部
满焊桥管轴头组件与
焊接稳定杆安装支座
焊板簧座五孔板
焊板簧座
焊加强筋
焊接减震器安装支座
焊螺杆
设 计
工步号
工步内容
工装 名称 桥管支撑 架二
工装 编号
焊接 设备
1
焊接稳定杆安装支座 注意:若是大小孔稳定杆支座,大孔均在内侧
NBC500
JQ.MG70S-6 Ф 1.2
设 计
审核
标准化
会
签
批准
共11页 页 次
第9张 更改标记 处 数 文件号 签 字 日 期 更改标记 处 数 文件号 签 字 日 期
9
志同车桥河北有限公司 重要度 A
审核
标准化
会
签
批准
共11页 页 次
第1张 更改标记 处 数 文件号 签 字 日 期 更改标记 处 数 文件号 签 字 日 期
1
志同车桥河北有限公司 重要度 A
焊
接
工
艺
卡
1
4 固 定 点 焊 点
2
文件编号: 产品名称 产品型号 工位号 一 焊接车间 工序号 5 工序名称 组焊桥管与轴头 车间 技术要求 技术要求 1、根据不同产品的左右桥管长度L1、L2调整长度LA; 2、轴头与桥管夹紧后,中心不得有歪斜现象; 3、焊接必须牢靠,焊缝饱满、圆滑,不得有虚焊、漏焊、裂纹等缺陷; 4、根据型号配套摆放整齐;
L 5
L 3
1
L
工步号
工步内容
工装 名称
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型
焊接工艺参数 电流 (A) 240-260 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
1 2 3
夹紧点固的轴头桥管组件与牙包 满焊左轴头桥管组件与牙包(三等分点焊) 同理,满焊右轴头桥管组件与牙包
1
焊接板簧座 注意:板簧座焊接在出气口一面,板簧座水平时 牙包前方向上翘
NBC500
JQ.MG70S-6 Ф 1.2
设 计
审核
标准化
会
签
批准
共11页 页 次
第7张 更改标记 处 数 文件号 签 字 日 期 更改标记 处 数 文件号 签 字 日 期
7
志同车桥河北有限公司 重要度 A
焊
接
L 6
工
艺
卡
6
4 处 B
文件编号: 产品名称 产品型号 工位号 五 工序号 35 工序名称 焊板簧座五孔板 车间 焊接车间 技术要求 1、根据不同产品的要求选择是否焊接板簧座五孔板; 2、焊接五孔板时,五孔板紧贴板簧座平面; 3、五孔板中心孔与板簧座中心孔同轴; 4、焊接必须牢靠,焊缝饱满、圆滑,不得有虚焊、漏焊、裂纹等缺陷;
序号 1 2 3
名称 轴头 左桥管L1 右桥管L2
图号
材料 Q235 焊接钢管Q235 焊接钢管Q235
件数 2 1 1
5 满 焊 起 点 L 1 ( L 2 ) L A
工步号
工步内容
工装 名称
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型
焊接工艺参数 电流 (A) 电压 (V) 焊接速度 气流 (m/h) (L/min) 其他规范 备注
1
焊加强筋 注意:是否焊接加强筋根据产品要求而定
NBC500
JQ.MG70S-6 Ф 1.2
设 计
审核
标准化
会
签
批准
共11页 页 次
第6张 更改标记 处 数 文件号 签 字 日 期 更改标记 处 数 文件号 签 字 日 期
6
志同车桥河北有限公司 重要度 A
焊
接
工
艺
卡
4 处6
L 6
文件编号: 产品名称 产品型号 工位号 五 工序号 30 工序名称 焊板簧座 车间 焊接车间 技术要求 技术要求 1、根据不同产品选择板簧座型号,并确定左右板簧座的距离L6; 2、根据不同产品选择板簧座与水平方向的夹角α ; 3、焊接必须牢靠,焊缝饱满、圆滑,不得有虚焊、漏焊、裂纹等缺陷;
序号
名称 板簧座 减震器安装支座
图号
材料 Q235 Q235
件数 2 2
1 2 6 4 处
1 2
D 向 局 部 剖 视 图
工步号
工步内容
工装 名称 桥管支撑 架二
工装 编号
焊接 设备
焊材 型号 直径
保护 气类 型 CO2
焊接工艺参数 电流 (A) 240-20 电压 (V) 25-27 焊接速度 气流 (m/h) (L/min) 18-36 5-10 其他规范 备注
设 计
审核
标准化
会
签
批准
共11页 页 次
第3张 更改标记 处 数 文件号 签 字 日 期 更改标记 处 数 文件号 签 字 日 期
3
志同车桥河北有限公司 重要度 A
焊
接
工
艺
卡
1
L L 3
文件编号: 产品名称 产品型号 工位号 三 工序号 15 工序名称 焊桥管轴头组件与牙包内部 车间 焊接车间 技术要求 技术要求 1、焊接必须牢靠,焊缝饱满、圆滑,不得有虚焊、漏焊、裂纹等缺陷; 2、根据型号配套摆放整齐;
焊
接
工
艺
卡
D
L 7
文件编号: 产品名称 产品型号 工位号 五 工序号 45 工序名称 焊接减震器安装支座 车间 焊接车间 技术要求 1、根据不同产品的要求选择是否焊接减震器安装支座; 2、减震器安装支座与稳定杆支座在同一中心线; 3、焊接在止口一面且通孔中心与桥管中心在同一平面; 4、焊接必须牢靠,焊缝饱满、圆滑,不得有虚焊、漏焊、裂纹等缺陷;
1
焊接减震器安装支座
NBC500