折弯加工基础知识共29页
折弯基本知识

折弯基本知识、折弯机的功能:折弯机是一种将板材加工成各种角度的设备;加上数控功能后,有效地提高了加工精度和生产效率。
二、常用折弯刀具分类:1.上模模具类型外形示意图主要用途备注直刀见下图加工大于或等于90°的角度弯刀见下图加工大于或等于90°的角度尖刀见下图加工大于或等于30°的角度下模模具类型外形示意图主要用途备注单V下见下图 1.当V型角度为86通快折弯机所用下模尖刀三、折弯刀具的分割:割为以下几段: 10+15+20 +40+50+100+100+200+300=835四、板厚与槽宽的对应关系:按常规来说,槽宽为板厚的6倍。
万嘉源现规定的板厚与槽宽对照表如下:五、按上面的对照表加工时的最小可折弯尺寸(所注折弯尺寸含板厚): 正常情况下刀具的长度为835mm 为便于折弯不同的长度,常将整长的刀具分六、常规折弯顺序:1. 先短边后长边:一般来说,四边都有折弯时,先折短边后折长边有利于工件的加工和折弯模具的拼装2. 先外围后中间:正常情况下,一般是从工件的外围开始向工件的中心折3. 先局部后整体:如果工件内部或外侧有一些不同于其它折弯的结构,一般是先将这些结构折弯后再折其它部分4. 考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或工件上的障碍物适当调整加工顺序七、折弯操作注意事项:1. 折弯操作时,时刻要注意人身安全,需注意以下几点:A. 设备开启状态时,不要从折弯机的刀口伸手进去调节后挡位;应直接走到设备的后面调节B. 加工零件时,人体应在零件的活动范围外,避免零件刮到人体C. 加工大工件时,人体最好站在工件的侧面,以便操作D. 应随时扶好工件,避免摔坏工件或砸伤人体E. 操作时人体要站稳,不能因工件的移动而影响身体的平衡F. 与刀口近距离的操作时,双手必须抵靠在下模的适当位置,避免手指因意外伸入刀口G. 拆下的刀具不能放在折弯机上,也不能靠在折弯上,避免刀具掉落砸伤人体H. 安装刀具时,要确认刀具已被紧固后才能让上下模分离I. 拆卸刀具时,要双手扶稳刀具后才能让上下模分离J.考虑穿劳保鞋2. 折弯操作时,注意保证模具和设备的完好:A. 安装刀具时,时刻注意上下模的间隙需在正常范围内B. 安装刀具时,要确认刀具已被紧固后才能让上下模分离C. 模具装好后,要及时检查下模是否被紧固,避免因下模移位而损伤刀具D. 模具装好后,养成空运行的习惯,在试运行的过程中根据上下模的最小间隙检查数据输入是否正确。
折弯加工基础知识-内部培训
折弯加工的质量控制
01
02
03
04
材料质量控制
确保所采购的材料质量符合要 求,并对材料进行检验和验收
。
设备维护保养
定期对折弯机进行维护保养, 确保设备的精度和稳定性。
操作人员培训
对操作人员进行培训,提高其 技能水平和工作责任心。
非金属材料的折弯特性
非金属材料如塑料、玻璃纤维复 合材料等具有与金属不同的折弯
特性。
非金属材料通常具有较高的弹性 模量和屈服强度,需要采用较大 的折弯半径和较低的折弯速度。
非金属材料的抗冲击性能和耐热 性能对折弯加工的工艺参数选择
也有影响。
材料的选择与处理
根据产品要求和工艺条件选择 合适的材料,并确保材料质量 稳定可靠。
工艺参数控制
严格控制折弯加工的工艺参数 ,如折弯速度、压力、温度等
,以确保折弯件的质量。
05
折弯加工常见问题及解决方案
材料开裂或断裂
总结词
材料开裂或断裂是折弯加工中常见的问题,主要原因是材料本身 的质量问题或加工过程中的不当操作。
详细描述
为避免材料开裂或断裂,应选择质量合格的原材料,并确保材料 具备足够的抗折弯强度和韧性。在加工过程中,应控制折弯角度 、速度和力度,避免因过度折弯或速度过快导致材料开裂或断裂 。
角度偏差或弯曲变形
总结词
角度偏差或弯曲变形是折弯加工中的常见问题,主要原因是加工设备的精度问 题或操作不当。
详细描述
为确保折弯角度准确,应定期检查和维护加工设备的精度,确保其处于良好工 作状态。在操作过程中,应严格按照工艺要求进行折弯,控制折弯角度、力度 和速度,避免因操作不当导致角度偏差或弯曲变形。
折弯加工基础知识(教育知识)

T 0 . 5 --2 . 6 3 . 0 --8 . 0 9 . 0 -1 0 . 0 1 2 . 0 以上
V 6T
8T
10T
12T
[工件的内R]
工件的内R通常用ir来表示,在密着折弯时,工件的内R往往是下模V宽的1/6(ir=v/6)
但是根据材质的不同他们的ir也有所不同,如SUS和AL是有所不同的。
教书育人
注意!
23 戻る
不要在紧急停止按钮上悬挂物品
模
・不能在2V的下模坐上安装 单V的模具(会使下模不稳定
具
可能在加工时脱落)
安
装
不
正
确
2模坐安装1V下模教书育人
24
客户加工的危险场面1
使用在前侧的V槽
客户加工的危险场面2
请按照图片所示 使用下模座
对于压边折弯,2V的下模座不 适用.对于折弯所需要的吨数非 常的大,幅宽的下模座偏心力大, 容易发生模具倾倒的情况.
冲压折弯的问题
由于折弯力很大,所以机床的吨位也必须增大,模具磨损加大,模具只能使用耐
压较高的模具
教书育人
7
密著折弯(最常用的折弯方式)
密着折弯的英文为BOTTOM意思为折弯触碰到底。密着折弯是 用较小的压力获得良好的折弯精度的一种方法,也是常用的 一种折弯方法。 [V槽宽度] 请以下表选用下模的V槽宽度
教书育人
13
影响折弯加工的5大属性
加工属性
A L
模具属性
環境属性
材料属性 機械属性
・使用什么机床 (機械属性)
折
・使用什么材料 (材料属性)
弯
・使用什么模具 (金型属性)
加
・什么尺寸角度 (加工属性)
折弯技术培训
些有特殊要求或特殊截面形状时,通过自由折弯的方法实现不了的
情况下,经常用到该折弯方法。
5
一、基础知识
数控折弯机的数控轴共有以下几类:
Y1、Y2轴:控制滑块上下运行 V轴:控制机床挠度补偿量 X、R、Z1、Z2、X’轴:均为后定位系统控制轴,控制后挡 料定位位置(各轴的定义见图) T1、T2轴:伺服随动托料,折弯时托料板与被加工板料随动 托住被加工板料。
开口值V
25 40 60 80 100 120
500T折弯机模具参数表(单位面积)
折弯厚度 折弯半径 翻边高度 折弯角度
mm
min
min
1.8-5
R4.2
16
≥86°
3-8
R7
26
5-10
R10
39
6-15
R13.5
52
8-20
R17
65
10-25
R20
78
屈服强度 420-480
铭牌参数
9
一、基础知识
折弯技术培训
大纲
一 基础知识 二 2000 t 折弯机介绍 三 500 t 折弯机介绍 四 应用示例 五 加工过程中常见的问题及其解决方法
大纲
二 2000 t 折弯机介绍 三 500 t 折弯机介绍 四 应用示例 五 加工过程中常见的问题及其解决方法
一、基础知识
折弯的概念
折弯(Bending)指金属板料在折弯机上模或下模的压力下,首先经过弹性变形, 然后进入塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着上模 或下模对板料的施压,板料与下模V型槽内表面逐渐靠紧,同时曲率半径和 弯曲力臂也逐渐变小,继续加压直到行程终止,时上下模有板料三点靠紧全 接触,此时完成一个V型完成,就是我们俗称的折弯。
折弯基本知识
折弯基本知识折弯基本知识折弯基本知识折弯基本知识一、折弯机的功能:折弯机是一种将板材加工成各种角度的设备;加上数控功能后,有效地提高了加工精度和生产效率。
二、常用折弯刀具分类:1.上模模具类型外形示意图主要用途备注直刀见下图加工大于或等于90°的角度弯刀见下图加工大于或等于90°的角度尖刀见下图加工大于或等于30°的角度2.下模模具类型外形示意图主要用途备注单V下模见下图1.当V型角度为86°(参考值)时,可加工大于或等于90°的角度2.当V型角度为30°(参考值)时,可加工大于30°的角度通快折弯机所用下模为此类型双V下模见下图AMADA折弯机所用下模为此类型三、折弯刀具的分割:正常情况下刀具的长度为835mm;为便于折弯不同的长度,常将整长的刀具分割为以下几段:10+15+20 +40+50+100+100+200+300=835四、板厚与槽宽的对应关系:按常规来说,槽宽为板厚的6倍。
万嘉源现规定的板厚与槽宽对照表如下:材料厚度(mm) 1.0 1.2 1.5 2.0 2.5 折弯机下模宽(mm) 6 6 8 12 16五、按上面的对照表加工时的最小可折弯尺寸(所注折弯尺寸含板厚):板厚(mm) 1.0 1.2 1.5 2.0 L型折弯时最小尺寸(mm) 4.5 4.7 6 8.5 Z型折弯时最小尺寸(mm)7 7.4 9 12六、常规折弯顺序:1. 先短边后长边:一般来说,四边都有折弯时,先折短边后折长边有利于工件的加工和和折弯模具的拼装2. 先外围后中间:正常情况下,一般是从工件的外围开始向工件的中心折3. 先局部后整体:如果工件内部或外侧有一些不同于其它折弯的结构,一般是先将这些结构折弯后再折其它部分4. 考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或工件上的障碍物适当调整加工顺序七、折弯操作注意事项:1. 折弯操作时,时刻要注意人身安全,需注意以下几点:A. 设备开启状态时,不要从折弯机的刀口伸手进去调节后挡位;应直接走到设备的后面调节B. 加工零件时,人体应在零件的活动范围外,避免零件刮到人体C. 加工大工件时,人体最好站在工件的侧面,以便操作D. 应随时扶好工件,避免摔坏工件或砸伤人体E. 操作时人体要站稳,不能因工件的移动而影响身体的平衡F. 与刀口近距离的操作时,双手必须抵靠在下模的适当位置,避免手指因意外伸入刀口G. 拆下的刀具不能放在折弯机上,也不能靠在折弯上,避免刀具掉落砸伤人体H. 安装刀具时,要确认刀具已被紧固后才能让上下模分离I. 拆卸刀具时,要双手扶稳刀具后才能让上下模分离J. 考虑穿劳保鞋2. 折弯操作时,注意保证模具和设备的完好:A. 安装刀具时,时刻注意上下模的间隙需在正常范围内 B. 安装刀具时,要确认刀具已被紧固后才能让上下模分离 C. 模具装好后,要及时检查下模是否被紧固,避免因下模移位而损伤刀具D. 模具装好后,养成空运行的习惯,在试运行的过程中根据上下模的最小间隙检查数据输入是否正确铝板折弯小知识铝板折弯后容易断裂,或者折弯好后一阳极氧化就爆裂,我的很多客户都因此困惑,后来找到我后,经过几次调节就OK了。
折弯基础知识

[练习(2)]
SS 400 t1.6 V=8 、请从压力表中找出每米所需的压力是多少? 压力表中查询结果V=10时的压力是17ton/m。因圧压力和V宽成反比、
10 所以17 (ton/m) ×
8
≒ 22 (ton/m)
[练习(3)]
SUS304 (抗拉强度60㎏/mm2 )t2.0 V=12、请从压力表中找出每米所需的压力是 多少?(SS400 抗拉强度45㎏/mm2 ) 压力表查询结果SS400 t 2.0 V=12时的压力是22ton/m。因压力和抗拉强度成正比、
[剪切折弯的问题点]
・因加压力较大、所以也需要更大的折弯设备。 ・模具磨损较快 ・对模具也有限制。(使用较大耐压的模具)
[90°剪切折弯加工]
下表格中的模具从耐压方面可对应剪切折弯加工所带来的强压、表格以往的模具的耐压为 50TON/M 不适合剪切折弯加工。另外、下表格中的上模是分割的情况下、因耳形状的耐压较弱、 所以在剪切加工时要特别注意。
i r ≧ 5 t ・・・・・・・ P - i r = 0.5t 参考如下
i r < 5 t ・・・・・・・ P –i r = (0.25~0.4)t
因中立面无拉伸无收缩、所以用来计算加工产品的展开长度。
压缩变形
拉伸变形
中立面
3. 三种类型的折弯
●折弯种类 折弯方法
悬空折弯 剪切折弯
点接触折弯 普通折弯
[模具角度]
剪切折弯时上模尖端部完全深入材料、通过上模和下模的面接触来消除回弹。 因此、剪切折弯无需考虑回弹量,其模具角度等同于要求加工产品的角度。
[加圧限度]
剪切折弯是需要很大TON数的折弯加工、SPCC 板厚1.6mm,每1m75ton、2mm约115ton。 这和使用的模具耐压也有关系、但加工限度考虑为2mm。(SPCC 2.0t SUS 1.5t)
折弯基础知识
折弯的分类
一般的折弯使用带有V型槽的下模,按照使用 模具的不同折弯分为3类
1.悬空折弯 2密著折弯 3冲压折弯
局部折弯
材料只有A,B,C,3点和模具接触其他地方不和模具接 进行的折弯 特点 1.模具加工角度的范围很大加工角度不小于上模夹角
使用30度的模具可以加工180—30范围内的角度
开口高度
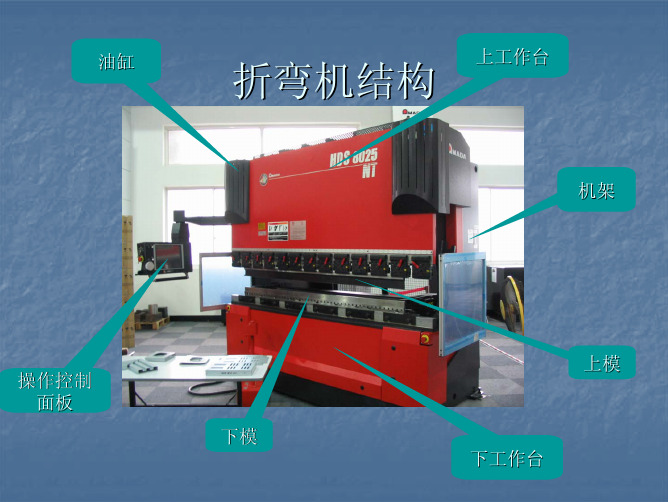
折弯机的重要结构参数
最大加压能力:机床能输出的最大压力关 系到机床的最大加工长度和加工板厚
最大加工长度:能加工的零件长度
开口高度:上下工作台之间的距离
喉深:最大长度加工的高度限制
最大定位距离:后定位的加工能力限制
喉深
最大行程:工作台上下移动的最大距离
折弯基础知识
1.安全操作
在使用折弯机由于不正确的使用和操作会对操作人员造 成严重伤害请务必按照操作规范进行使用.
安全作業
●模具耐压值确认
Ⅳ
耐圧400kN/M
在模具对芯前请放大D值。
在上下模闭合前确认模具 中心是一致的
不要把手伸入上下模之间
在在拆拆卸卸模模具具时时尽尽量量使使上上模模进进入入下下模模VV 槽槽以以防防模模具具掉掉落落砸砸伤伤手手指指..
戻る
每个模具都有一个相应的最大耐压值如果在加工时使用的压力超过 了模具的耐压值,模具就会变形,弯曲甚至爆裂
材料的延伸
在折弯加工的时候由于内侧产生压缩现象,而外面产生拉伸显现材料会有部分延伸 延伸的部分我们称为延伸率. A+B-展开长=延伸率
材料的延伸率不是固定的影响延伸率的主要因素有以下几点
1.材料的属性(材质,板厚) 2.模具的属性(V宽,尖端R角) 3.加工属性(加工的角度)
现在材料的延伸率都是由数控计算机来计算的各个厂家的计算方式都是专利技术不于以 公开的.但是在实际加工的过程计算的延伸率会有一定的偏差所以最准确的延伸率需要通 过实际的试加工来测得。
折弯基本知识
V 折弯压力与
① 折弯线长度(L)正比关系 ② 材料的拉伸强度(σb)正比关系 ③ 板厚(t)平方关系 ④ 下模V宽反比关系。
C(补偿系数)的值为1.5,σb为45
P=68 × 板厚 × 板厚 ÷V 槽宽度
简化后为1m的折弯吨数公式:
*
模具一定有耐压值。模具形状决定耐压大小。 一定要确认耐压必须大于折弯所需吨数。
加力状态 Θ
消除力的状态 Θ’
Θ’
Δ Θ/2
★材质不同回弹量不同 ★板厚不同回弹量不同 ★要求折弯角度不同回弹量不同 因此 ● SPCC<SUS ●板厚越薄回弹量越大
回弹的原因
1 由于折弯是一种塑性变形加工,当压力消除后,材料将发生一定的弹性回弹. 2 折弯的内应力的回弹
与一般的R折弯模具相比有以下优点:①无滑动折弯痕迹②不会有多段折曲现象发生,可以获得较好的圆弧面。③折弯回弹量小。 缺点是折弯压力大。
成本比较
低价
高价
高价
中价
中价
*
26
18
120
100
100
39
100
280mm
420
使用模具
深箱形状折弯中间板规格(注意机器开口高度)
长度有限制
*
取出
取不出
单纯的箱体形状
下模耐压刻印
上模耐压刻印
刻印必须表示每米的吨数。 请注意折弯吨数会随产品的长度变化。
例 产品长度200mm,使用的模具刻印1000kN/m,只需施加 1000kN/m×0.2=200kN/m(20ton)。
耐压40ton/m
折弯压力与模具耐压
回弹的定义
所谓回弹就是在消除折弯力后,折弯角度的返回。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
折弯加工基础知识
36、“不可能”这个字(法语是一个字 ),只 在愚人 的字典 中找得 到。--拿 破仑。 37、不要生气要争气,不要看破要突 破,不 要嫉妒 要欣赏 ,不要 托延要 积极, 不要心 动要行 动。 38、勤奋,机会,乐观是成功的三要 素。(注 意:传 统观念 认为勤 奋和机 会是成 功的要 素,但 是经过 统计学 和成功 人士的 分析得 出,乐 观是成 功的第 三要素 。
39、没有不老的誓言,没有不变的承 诺,踏 上旅途 ,义无 人, 决不会 坚韧勤 勉。
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿