模具蚀纹
模具蚀纹工艺(1)综述

1、材质或者硬度不均匀 2、砂眼 3、烧焊痕 在以上缺陷位置会呈现不同深浅的颜色
缺陷解决措施: 模具优化:
1、在模具上做好烧焊位置的标识 2、模具各部分的硬度差异小于HRC5 5
1、材质或硬度相差不大时,分开蚀纹,调整 蚀纹的时间长短。 2、砂眼较小时,用蜡填上砂眼后再蚀纹 3、烧焊后材质和硬度差别不大,采用第一种 方法解决。硬度差别较大,可以对烧焊位置 局部加热后再蚀纹。
常见缺陷:
1、蚀纹面与非蚀纹面边界线不直 2、粘贴不牢,导致多蚀。
模具优化:
胶布
4 蚀纹面与非蚀纹面以R角交界时,R角尽可能 小,一般不大于R0.5mm
ห้องสมุดไป่ตู้ 3、化学检验
方法与效果:
将粘贴好的模具浸泡在化学药剂里几秒钟,未 粘贴胶布的表面会被化学腐蚀0.01~0.02mm, 表面呈现黑色。
模具常见缺陷:
主动活力经营、成本周转领先、组织稳健成长
模具蚀纹工艺介绍
投资价值发现者
模具工程部:蒋昌文 2012年04月
模亿蚀纹流程
蚀纹基本流程:
洗模 粘模 化学检验 表面处理 表面处理 表面处理 QC 印花处理
化学蚀刻
防锈处理
包装
2
1、洗模
方法与效果:
使用专用的模具清洗剂对模具表面进行油污和杂 质清洗。
常见缺陷:
方法:
按纹路要求调配油墨(主要调配油墨颗粒的大小),再用喷纹枪均匀的喷涂在模具需 要蚀纹的表面。一般会先在白纸上试喷调试
适用范围:
无轮廓要求的花纹(如MT11010、MT11030等)
9
6、化学蚀刻
方法:
将转印好的模具或者喷纹好的模具、贴好菲林的模具浸泡在调好的化学药水里。将模 具上亮色的部分腐蚀。腐蚀的深度主要靠浸泡的时间来控制,腐蚀后模具表面呈黑色。 此种工艺同化学检验相似,主要是适用的化学药剂和浸泡时间不同
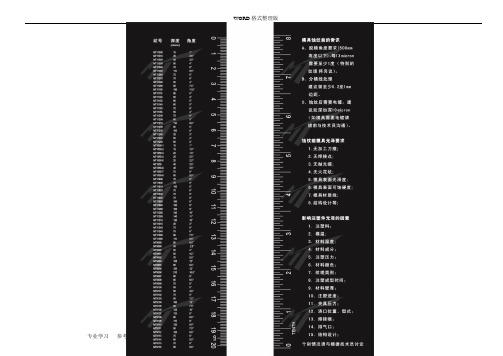
模具斜度与蚀纹关系对照表

附
录D
蚀纹样板
最小脱 模斜度
蚀纹号
3° 3° 4° 4.5° 4° 4.5° 4.5° 4.5° 4.5° 5° 5° 3° 4.5° 3° 5.5° 5° 4.5° 5° 5.5° 5° 7.5° 7.5° 7.5°
最小脱
模斜度
1° 1.5° 2.5° 3° 4.5° 6.5° 4.5° 4.5° 3° 5.5° 9° 4° 3° 4° 4° 4° 6°
蚀纹号
MT-11200 MT-11205 MT-11210 MT-11215 MT-11220 MT-11225 MT-11230 MT-11235 MT-11240 MT-11245 MT-11250 MT-11255 MT-11260 MT-11265 MT-11270 MT-11275 MT-11280
深度
0.010 0.015 0.020 0.025 0.025 0.030 0.030 0.040 0.050 0.060 0.085 0.035 0.035 0.040 0.040 0.045 0.045 0.050 0.055 0.060 0.065 0.070 0.090
附
录D
蚀纹样板
最小脱 模斜度
0.075 0.13 0.13 0.11 0.18 0.11 0.18 0.18 0.19 0.20 0.20 0.055 0.055 0.12 0.085 0.090 ° 3° 2.5° 2.5° 2.5° 4.5° 4.5° 4.5° 5° 5°
最小脱
模斜度
3° 4° 5.5° 3° 4° 5.5° 10° 15° 1.5° 2.5° 4° 4.5° 5.5° 7.5° 3° 3° 4.5°
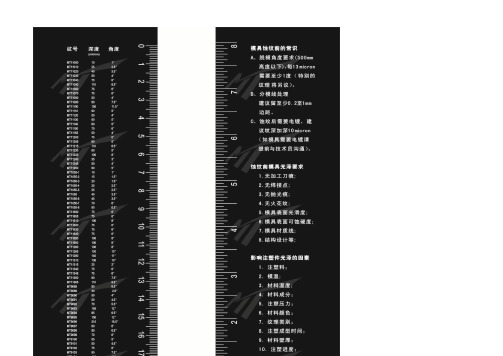
模具斜度及蚀纹关系对照表
蚀纹号
YS 4280 YS 4281 YS 4282 YS 4283 YS 4284 YS 4285 YS 4286 YS 4287 YS 4288 YS 4289 YS 4290 YS 4291 YS 4292 YS 4293 YS 4294 YS 4295 YS 4296 YS 4297 YS 4298
WORD 格式整理版 专业学习 参考资料
Q/TKM 3 — 2003
WORD 格式整理版
附
录C
蚀纹号
MT-11000 MT-11010 MT-11020 MT-11030 MT-11040 MT-11050 MT-11060 MT-11070 MT-11080 MT-11090 MT-11100 MT-11110 MT-11120 MT-11130 MT-11140 MT-11150 MT-11160
0.12 0.11 0.012 0.012
最小脱
模斜度
4.5° 4° 5.5° 5.5° 5° 7.5° 7.5° 7.5° 4° 9° 9.5° 3° 3° 4.5° 5.5° 5° 5° 5° 5°
蚀纹号
YS 2280 YS 2281 YS 2282 YS 2283 YS 2284 YS 2285 YS 2286 YS 2287 YS 2288 YS 2289 YS 2290 YS 2291 YS 2292 YS 2293 YS 2294 YS 2295 YS 2296 YS 2297 YS 2298
MT 9013 MT 9015 MT 9016 MT 9017 MT 9036 MT 9037 MT 9038 MT 9039 MT 9040
专业学习 参考资料
MT 9045 MT 9046 MT 9047 MT 9048 MT 9049 MT 9060 MT 9061 MT 9062 MT 9063
模具斜度与蚀纹关系对照表
0.060
4°
YS 2288
0.050
3°
YS 5289
0.15
9°
YS 4289
0.080
5°
YS 3289
0.15
9°
YS 2289
0.065
4°
YS 5290
0.15
9°
YS 4290
0.082
5°
YS 3290
0.16
9.5°
YS 2290
0.060
4°
YS 5291
0.10
6°
7.5°
YS 11020
0.040
3.5°
YS 9300
0.065
7.5°
YS 6288
0.19
11°
YS 11021
0.042
4°
YS 9301
0.070
8.5°
YS 6289
0.20
12°
YS 11022
0.045
4.5°
YS 9302
0.090
11°
YS 6290
0.20
12°
YS 6291
0.055
3°
YS 6292
0.055
3°
YS 6293
0.12
7.5°
YS 6294
0.085
5.5°
YS 6295
0.090
5.5°
YS 6299
0.12
7.5°
YS 6296
0.070
4.5°
YS 6300
0.11
7°
YS 6297
0.11
7°
YS 6301
模具蚀纹(晒纹)
模具蚀纹模具蚀纹,模具咬花,模具晒纹,模具烂纹,模具烂花,模具蚀刻之类都是模具里的同一工艺,只是名称叫法不同。
里面又有幼纹,细纹,粗纹,皮纹等纹路粗细的种类。
英文一般如下写法mould texture,mold texture,mould texturing,mold t exturing。
模具蚀纹的应用:起装饰产品的作用,使产品更加美观,高雅:克服了印字,喷漆易磨掉的缺点;满足了视觉要求:由于光洁如镜的产品表面极易划伤,易沾上灰尘和指纹,而且在形成过程中产生的疵点、丝痕和波纹会在产品的光洁表面上暴露无疑,而一些皮革纹、橘皮纹、木纹、雨花纹、亚光面等装饰花纹,可以隐蔽产品表面在成形过程中产生的缺点,使产品外观美观,迎合视觉的需要。
制作花纹,可以使产品表面与型腔表面之面能容纳少许的空气,不致形成真空吸附,使得脱模变得容易。
防滑、防转、有良好的手感。
制成麻面或亚光面,防止光线反射、消除眼部疲劳等等。
模具蚀纹的方式:花式纹路技术是经过化学药水作用,在不同金属制品的表面造成各类图案,例如:沙纹、条纹、图象、木纹、皮纹及绸缎图案等。
不同的技术流程制作出不同的纹路风格。
其中也包括喷纹程序,例如:办公室文件器材、录音机、录映机、照相机、汽车的防撞架、镜面、花盆、餐具等表面都是用喷纹制作而成。
模具蚀纹的流程:洗膜-粘膜-化学检验-表面处理-印花处理-化学蚀刻-表面处理-QC-防锈处理-包装模具纹分类:有对称形图纹如正方形对应,圆形对应,非对称形图纹,花纹,木纹,类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的,有立体感的,有凹凸不来的。
还有包括蚀字等。
一般可以总体概括:各种塑料工模皮纹、木纹、布纹、立体纹、(电视,电脑,电话,手机,汽车,摩托,空调,冰箱等)大小电器外壳各类花纹滚筒;鞋底纹、不锈钢、压铸模蚀刻、凹凸文字商标、图案、喷沙。
注塑模具皮纹制作知识简介

2.蚀纹产品的特点、用途
• 更持久耐用 • 易用清洁,防止灰尘和指纹 • 满足视觉需求,如:以假乱真的橘皮纹,木纹等 • 功能需求;超声波焊接和胶粘表面可以充分利用塑料的流动性,有利于成型时的 排 气及增加零件注塑时的摩擦力。 • 改善制品的外观。通过咬花,可以遮盖一些缩水、熔接线、断差等痕迹。 • 可增加零件的表面强度。
(1).犁地纹的腐蚀。 犁地纹俗称细皮纹,因为较像梨表面的小黑点,故称犁地纹。 犁地纹的制作全靠喷枪,通过调 节喷枪喷雾颗粒的大小来控制皮 纹的粗细。 通过喷枪将油墨直接喷在模具表 面。
典型蚀纹应用,汽车仪表板表面花纹(皮革纹)
典型几何纹,非常规则。 犁地纹,因类似梨表面的小黑点而得名。
蚀 纹 后 的 模 具 表 面
二:蚀纹纹理开发
1.纹理的来源
植物 动物
传统
几何
现代 力量
科技 自然
2.原始纹理数据采集、底板的制作
纹理除电脑或手工绘制外,通常也选用自然存在的装饰纹。 采集方法:(各厂家工艺不同,此处为举例说明) 方法①选取花纹清晰、均匀、平整的表面,先喷一层黑色自干漆,晾干后,用 200#以上的碳酸钙粉末涂抹,填平纹路,再轻轻抹去突出面的白粉,使其露出黑 色,直至版面纹理清晰,黑白分明,底图制作完成。再采用照相技术进行原版皮纹 的制作。 方法②直接采用激光扫描机进行纹理,左图示为精度为0.01mm的激光扫描仪。
对于整体式c柱上护板这类要求应用几何纹 且无拼接线的纹理贴附方法。
1.红色虚线框代表皮纹纸。 2.四角绿色箭头表示贴附时需要四角拉伸。 3.皮纹纸韧性、弹性很好,可以很好的拉伸 而不撕破。 4.黑色细线表示纹理方向。
以左图为例 1.先平整贴附蓝色虚线框内皮纹 纸,蓝色线框是需要沿中空形状 边缘仔细割开。 2.将割开的皮纹纸平整的沿黄色 箭头方向向下贴附, 中部橙色 部位做其他种类纹理,封帖好。 3.按照皮纹区域的要求进行皮纹 纸的贴附,要点是几何纹理要方 向同一,平滑直顺,不能贴附后 纹理扭曲,不能几何纹理拉伸后 变形不均匀、严重。
模具蚀纹工艺介绍
喷纹枪
方法:
按纹路要求调配油墨(主要调配油墨颗粒的大小),再用喷纹枪均匀的喷涂在模具需 要蚀纹的表面。一般会先在白纸上试喷调试
适用范围:
无轮廓要求的花纹(如MT11010、MT11030等)
感谢下载
9
6、化学蚀刻
方法:
将转印好的模具或者喷纹好的模具、贴好菲林的模具浸泡在调好的化学药水里。将模 具上亮色的部分腐蚀。腐蚀的深度主要靠浸泡的时间来控制,腐蚀后模具表面呈黑色。 此种工艺同化学检验相似,主要是适用的化学药剂和浸泡时间不同
感谢下载
10
7、表面处理——砂洗
方法:
用喷枪将砂粒均匀的喷在腐蚀过的模具表面,去除模具表面的黑色氧化层,砂洗后模 具表面呈银白色
喷砂处理:
喷砂处理工艺同砂洗方法一样,只是砂粒大小不同,砂粒在高压空气的作用下,在模 具表面上冲击出细小的凹坑。喷砂处理的纹路保留时间不长
感谢下载
11
8、常见特殊纹的加工
模具常见缺陷:
1、材质或者硬度不均匀 2、砂眼 3、烧焊痕 在以上缺陷位置会呈现不同深浅的颜色
缺陷解决措施:
1、材质或硬度相差不大时,分开蚀纹,调整 蚀纹的时间长短。 2、砂眼较小时,用蜡填上砂眼后再蚀纹 3、烧焊后材质和硬度差别不大,采用第一种 方法解决。硬度差别较大,可以对烧焊位置 局部加热后再蚀纹。
适用范围:
一般适用于纹路轮廓不规则,无特殊要求的花纹。如汽车 内饰件的皮革纹。
制作好的蜡纸
转印模具
感谢下载
7
5、印花处理——菲林
标牌菲林
花纹菲林
方法:
按纹路图纸制作菲林,再将菲林按纹路要求贴在模具上,控制菲林在模具上的位置。
适用范围:
1、轮廓要求规则、清晰的花纹(如立体纹等)
第2章 模具表面晒纹-皮纹工艺原理及其流程
第一节模具腐蚀皮纹工艺原理及其流程模具蚀纹又称咬花、晒纹、烂纹、蚀刻,都是模具表面纹面处理的同一工艺,只是叫法不同。
晒纹又有幼纹、细纹、粗纹、皮纹等纹路粗细种类。
英文一般如下写法:mould texture、mold texture、mould texturing、mold texturing。
塑胶模具钢蚀刻工艺:是一种在巳加工完成模具表面需要突出的部位,制造一种有纹面组织的模具表面处理方法。
图像腐蚀又称皮纹、皮纹蚀刻,这种皮纹结构可以使塑胶产品表面更方便的握持,同时还能保护产品表面以及提供良好的视觉效果;蚀刻技术能够制作许多种自然的或是人造皮纹组织图案。
一、晒纹原理与步骤:晒纹工序是目前最常用的在钢材表面形成一层惰性保护层的方法。
1.1首先,利用相片和电脑技术制成特定的蚀刻图案菲林底片;1.2然后一步步将菲林底片粘贴到干净的模具表面,并手工修正粘贴过程中的缝隙;1.3接下来将工件置于紫外线灯照射下,并在一个配好的照像液中显影;1.4随后,在精密控制的情况下,模具表面会被某种酸液根据显影后的蚀刻图案腐蚀成具有特定深度的图案层;整个腐蚀过程是将适量的经过精确配比的酸溶液如硝酸或氯化铁,制成酸液池然后将工件放进酸液池中,或者将酸液直接以喷雾的形式喷至模具表面。
可根据不同的蚀刻深度或者图案复杂程度来选择具体蚀刻时间长短,通常蚀刻深度在0.1-0.5mm之间。
1.5此外,许多模具表面的蚀刻图案是由多次腐蚀或者多层蚀刻图案菲林制成的,这就需要经过多个蚀刻步骤和多个特殊图案的菲林组合起来才能实现。
二、晒纹工艺流程:底图制作→照相制版→制丝网版→油墨调配→贴花纸印装饰纹→油墨干燥→模具前处理(模具清洗→IQC检查→粘模)→贴花转印→干燥→修整→表面腐蚀(氧化)→表面处理→OQC检验→清理、防锈→包装出货。
咬花样板确定流程:客户规格→提供样品的咬花测试→资料确认→咬花板模具送咬花→咬花板模具的测试→咬花板模具的试模→咬花样板检测怀客户样品对比→客户签字确认→正式模具送咬花→咬花模具测试→合格安排组装/试模→成品咬花测试→签样。
模具蚀纹工艺介绍
感谢下载
1
蚀纹基本流程:
洗模 粘模 化学检验 表面处理 印花处理
化学蚀刻 防锈处理
表面处理 包装
表面处理 QC
感谢下载
2
1、洗模
方法与效果:
使用专用的模具清洗剂对模具表面进行油污和杂 质清洗。
常见缺陷:
1、表面留有油污,油污对模具表面有防腐蚀的作 用,会造成化学蚀刻不均匀; 2、模具贴保护胶纸不容易
感谢下载
10
7、表面处理——砂洗方源自:用喷枪将砂粒均匀的喷在腐蚀过的模具表面,去除模具表面的黑色氧化层,砂洗后模 具表面呈银白色
喷砂处理:
喷砂处理工艺同砂洗方法一样,只是砂粒大小不同,砂粒在高压空气的作用下,在模 具表面上冲击出细小的凹坑。喷砂处理的纹路保留时间不长
感谢下载
11
8、常见特殊纹的加工
模具常见缺陷:
1、材质或者硬度不均匀 2、砂眼 3、烧焊痕 在以上缺陷位置会呈现不同深浅的颜色
缺陷解决措施:
1、材质或硬度相差不大时,分开蚀纹,调整 蚀纹的时间长短。 2、砂眼较小时,用蜡填上砂眼后再蚀纹 3、烧焊后材质和硬度差别不大,采用第一种 方法解决。硬度差别较大,可以对烧焊位置 局部加热后再蚀纹。
原因:
1、蚀纹不均匀 2、局部表面处理洗纹不均匀 3、模具斜度不够 解决措施:
1、重新洗纹,将R角附近的纹路做浅一些 2、模具在蚀纹资料上注明斜度,可以要求蚀同种 纹路,蚀纹深度不同,过渡处理。越靠近产品底部 纹路越浅
感谢下载
13
胶布
模具优化:
蚀纹面与非蚀纹面以R角交界时,R角尽可能 小,一般不大于R0.5mm
感谢下载
4
3、化学检验
模具优化:
模具斜度与蚀纹干系对照表
Q/TKM 3 — 2003附录C益新电机蚀刻有限公司蚀纹样板(1/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 110000.0050.15°YS 92800.0101°YS 82800.0302°YS 72800.075 4.5°YS 110010.0080.25°YS 92810.0151°YS 82810.040 2.5°YS 72810.070 4.5°YS 110020.0100.5°YS 92820.020 1.5°YS 82820.0503°YS 72820.0805°YS 110030.0151°YS 92830.025 1.5°YS 82830.040 2.5°YS 72830.085 5.5°YS 110040.020 1.5°YS 92840.025 1.5°YS 82840.040 2.5°YS 72840.090 5.5°YS 110050.025 1.5°YS 92850.0302°YS 82850.045 2.5°YS 72850.0956°YS 110060.025 1.7°YS 92860.0302°YS 82860.070 4.5°YS 72860.090 5.5°YS 110070.0302°YS 92870.040 2.5°YS 82870.070 4.5°YS 72870.0805°YS 110080.033 2.2°YS 92880.0503°YS 82880.070 4.5°YS 72880.159°YS 110090.035 2.5°YS 92890.060 3.5°YS 82890.0805°YS 72890.1911°YS 110100.0403°YS 92900.085 4.5°YS 82900.0805°YS 72900.1911°YS 110110.0151°YS 92910.0352°YS 72910.070 4.5°YS 110120.018 1.5°YS 92920.0352°YS 62800.075 4.5°YS 72920.0604°YS 110130.0202°YS 92930.040 2.5°YS 62810.137.5°YS 72930.072 4.5°YS 110140.0202°YS 92940.040 2.5°YS 62820.137.5°YS 72940.085 5.5°YS 110150.025 2.3°YS 92950.045 2.5°YS 62830.117°YS 72950.0805°YS 110160.028 2.5°YS 92960.045 2.5°YS 62840.1810°YS 72960.085 5.5°YS 110170.0303°YS 92970.0505°YS 62850.117°YS 72970.137.5°YS 110180.035 3.2°YS 92980.055 5.5°YS 62860.1810°YS 72980.137.5°YS 110190.038 3.5°YS 92990.060 6.5°YS 62870.1810°YS 72990.137.5°YS 110200.040 3.5°YS 93000.0657.5°YS 62880.1911°YS 110210.0424°YS 93010.0708.5°YS 62890.2012°YS 110220.045 4.5°YS 93020.09011°YS 62900.2012°YS 62910.0553°YS 62920.0553°YS 62930.127.5°YS 62940.085 5.5°YS 62950.090 5.5°YS 62990.127.5°YS 62960.070 4.5°YS 63000.117°YS 62970.117°YS 63010.0127.5°YS 62980.127.5°YS 63020.0127.5°益新电机蚀刻有限公司蚀纹样板(2/2)蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 52800.106°YS 42800.0503°YS 32800.070 4.5°YS 22800.040 2.5°YS 52810.090 5.5°YS 42810.0503°YS 32810.0604°YS 22810.040 2.5°YS 52820.106°YS 42820.0604°YS 32820.085 5.5°YS 22820.0503°YS 52830.137.5°YS 42830.075 4.5°YS 32830.085 5.5°YS 22830.040 2.5°YS 52840.137.5°YS 42840.0604°YS 32840.0855°YS 22840.045 2.5°YS 52850.137.5°YS 42850.074 4.5°YS 32850.137.5°YS 22850.0553°YS 52860.137.5°YS 42860.070 4.5°YS 32860.127.5°YS 22860.045 2.5°YS 52870.137.5°YS 42870.075 4.5°YS 32870.127.5°YS 22870.0503°YS 52880.137.5°YS 42880.070 4.5°YS 32880.0604°YS 22880.0503°YS 52890.159°YS 42890.0805°YS 32890.159°YS 22890.0654°YS 52900.159°YS 42900.0825°YS 32900.169.5°YS 22900.0604°YS 52910.106°YS 42910.0503°YS 32910.0503°YS 22910.0654°YS 52920.106°YS 42920.070 4.5°YS 32920.0503°YS 22920.0604°YS 52930.0956°YS 42930.0553°YS 32930.075 4.5°YS 22930.0604°YS 52940.090 5.5°YS 42940.085 5.5°YS 32940.090 5.5°YS 22940.0604°YS 52950.106°YS 42950.0805°YS 32950.0805°YS 22950.0805°YS 52960.085 5.5°YS 42960.070 4.5°YS 32960.0805°YS 22960.070 4.5°YS 52970.2012°YS 42970.0805°YS 32970.0825°YS 22970.070 4.5°YS 52980.2012°YS 42980.085 5.5°YS 32980.0825°YS 22980.090 5.5°YS 52990.085 5.5°YS 42990.0805°YS 32990.0825°YS 22990.0805°YS 53000.090 5.5°YS 43000.137.5°YS 33000.085 5.5°YS 23000.0604°YS 53010.2012°YS 43010.137.5°YS 33010.090 5.5°YS 23010.0805°YS 53020.1911°YS 43020.137.5°YS 33020.090 5.5°YS 23020.090 5.5°YS 12800.0101°YS 12870.040 2.5°YS 12940.040 2.5°YS 13010.0503°YS 12810.0151°YS 12880.0503°YS 12950.040 2.5°YS 13020.0553°YS 12820.020 1.5°YS 12890.060 3.5°YS 12960.045 2.5°YS 12830.025 1.5°YS 12900.075 4.5°YS 12970.045 2.5°YS 12840.025 1.5°YS 12910.0352°YS 12980.0503°YS 12850.0302°YS 12920.0352°YS 12990.0503°YS 12860.0302°YS 12930.040 2.5°YS 13000.0503°华生模具蚀刻厂蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS31010.002″1°HS41010.007″ 3.5°HS51010.010″5°HS31020.003″ 1.5°HS41020.007″ 3.5°HS51020.012″6°HS31030.004″2°HS41030.008″4°HS51030.016″8°HS31050.006″3°HS41050.013″ 6.5°HS51050.016″8°HS31060.009″ 4.5°HS41060.015″7.5°HS51060.020″10°HS31070.011″ 5.5°HS41070.015″7.5°HS51070.020″10°HS31080.011″ 5.5°HS41080.015″7.5°HS51080.025″12.5°HS31090.012″6°HS41090.015″7.5°HS51090.025″12.5°HS31100.013″ 6.5°HS41100.018″9°HS51100.030″15°HS31110.015″7.5°HS41110.018″9°HS51110.015″7.5°HS31120.017″8.5°HS41120.019″9.5°HS51120.015″7.5°HS31130.013″ 6.5°HS41130.010″5°HS51130.012″6°HS31140.005″ 2.5°HS41140.012″6°HS51140.015″7.5°HS31150.007″ 3.5°HS41150.017″8.5°HS51150.015″7.5°HS31160.005″ 2.5°HS41160.013″ 6.5°HS51160.015″7.5°HS31170.007″ 3.5°HS41170.013″ 6.5°HS51170.017″8.5°HS31180.008″4°HS41180.013″ 6.5°HS51180.020″10°HS31190.008″4°HS41190.020″10°HS51190.020″10°HS31200.009″ 4.5°HS41200.025″12.5°HS51200.020″10°HS31210.010″5°HS41210.025″12.5°HS51210.025″12.5°HS31220.010″5°HS41220.025″12.5°HS51220.025″12.5°HS31230.011″ 5.5°HS41230.018″9°HS51230.026″13°HS31240.012″6°HS41240.020″10°HS51240.028″14°HS61010.008″4°HS61090.020″10°HS61160.015″7.5°HS61020.013″ 6.5°HS61100.070″ 3.5°HS61170.023″11.5°HS61030.014″7°HS61110.011″ 5.5°HS61180.023″11.5°HS61050.016″8°HS61120.010″5°HS61190.025″12.5°HS61060.016″8°HS61130.018″9°HS61200.020″10°HS61070.020″10°HS61140.020″10°HS61210.030″15°HS61080.013″ 6.5°HS61150.015″7.5°HS61220.030″15°15Q/TKM 3 — 2003附录F妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN10001°以上#600~800HN 20002°以上#600HN 3000 1.5°以上#800~1000 NO.21°以上镜面10011°以上600~80020013°以上6003001 1.5°以上600~800 NO.32°以上镜面1002 1.5°以上600~8002002 3.5°以上40030022°以上600~800 NO.43°以上#800~100010031°以上600~80020034°以上4003003 2.5°以上600~800 NO.54°以上800~10001004 1.5°以上600~8002004 5.5°以上4003004 2.5°以上400~600 NO.6 1.5°以上800~10001005 1.5°以上600~80020057°以上40030053°以上400~600 NO.7 1.5°以上600~80010062°以上400~60020068°以上40030063°~4°400~600 NO.82°以上600~8001007 2.5°以上400~60020077°以上4003007 1.5°以上600~800 NO.9 2.5°以上400~8001008 2.5°以上400~60020087.5°以上40030082°以上400~600 NO.10 2.5°以上400~6001009 1.5°以上400~60020094°以上4003009 2.5°以上400~600 NO.113°~4°400~60010102°以上400~60020103°以上4003010 2.5°以上400~600 NO.124°~5°400~60010113°以上400~60020113°以上40030113°以上400~600亚光NO.12°以上#60010123°~4°320~4002012 3.5°以上4003012 3.5°以上400~600 NO.2 2.5°以上40010134°~5°320~4002013 3.5 以上4003013 3.5°以上400~600 NO.33°以上40010145°~6°320~40020143°以上400N.TONE012°以上#600 NO.4 3.5°以上320~40010153°~4°320~40020154°以上400N.TONE02 2.5°以上600 NO.54°以上320~40010164°~5°320HN 20 2.5°以上#600N.TONE033°以上600 NO.65°以上320~40010175°~6°32021 2.5°以上400~600N.TONE04 3.5°以上600 NO.76°以上320HN2016 4.5°以上#400223°~4°320~400N.TONE054°以上600 NO.8 6.5°以上3202017 4.5°以上400234°~5°320N.TONE06 4.5°以上600 NO.97°以上32020186°以上400243°以上320N.TONE073°以上600 HN-DS013°#32020199°以上40025 3.5°以上320N.TONE08 3.5°以上600 DS024°32020203°以上400264°以上320N.TONE094°以上600 DS034°3202021 3.5°以上40027 4.5°以上320N.TONE105°以上600 DS04 4.5°3202022 3.5°以上400285°~6°320N.TONE115°以上600 DS05 1.5°80020234°以上400295°~6°320N.TONE126°以上600 DS062°8002024 6.5°以上400308°以上320N.TONE131°以上800 DS07 2.5°60020257.5°以上400319°以上320N.TONE142°以上800 DS083°40020269°以上400HN-DS111°以上#800N.TONE15 1.5°以上800 HN-TS012°以上#600HN-TS044°以上#400DS12 1.5°以上600~800N.TONE16 3.5°以上600 TS02 3.5°以上400TS05 4.5°以上400DS132°以上600~800N.TONE172°以上800 TS033°以上400TS065°以上400DS142°以上600~800N.TONE18 5.5°以上600。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具蚀纹
模具蚀纹,模具咬花,模具晒纹,模具烂纹,模具烂花,模具蚀刻之类都是模具里的同一工艺,只是名称叫法不同。
里面又有幼纹,细纹,粗纹,皮纹等纹路粗细的种类。
英文一般如下写法mould texture,mold texture,mould texturing,mold t exturing。
模具蚀纹的应用:
起装饰产品的作用,使产品更加美观,高雅:
克服了印字,喷漆易磨掉的缺点;
满足了视觉要求:由于光洁如镜的产品表面极易划伤,易沾上灰尘和指纹,而且在形成过程中产生的疵点、丝痕和波纹会在产品的光洁表面上暴露无疑,而一些皮革纹、橘皮纹、木纹、雨花纹、亚光面等装饰花纹,可以隐蔽产品表面在成形过程中产生的缺点,使产品外观美观,迎合视觉的需要。
制作花纹,可以使产品表面与型腔表面之面能容纳少许的空气,不致形成真空吸附,使得脱模变得容易。
防滑、防转、有良好的手感。
制成麻面或亚光面,防止光线反射、消除眼部疲劳等等。
模具蚀纹的方式:
花式纹路技术是经过化学药水作用,在不同金属制品的表面造成各类图案,例如:沙纹、条纹、图象、木纹、皮纹及绸缎图案等。
不同的技术流程制作出不同的纹路风格。
其中也包括喷纹程序,例如:办公室文件器材、录音机、录映机、照相机、汽车的防撞架、镜面、花盆、餐具等表面都是用喷纹制作而成。
模具蚀纹的流程:
洗膜-粘膜-化学检验-表面处理-印花处理-化学蚀刻-表面处理-QC-防锈处理-包装
模具纹分类:
有对称形图纹如正方形对应,圆形对应,非对称形图纹,花纹,木纹,类似家装材料瓷砖的图纹,这个纹理当然不是平的,是有纹理的,有立体感的,有凹凸不来的。
还有包括蚀字等。
一般可以总体概括:各种塑料工模皮纹、木纹、布纹、立体纹、(电视,电脑,电话,手机,汽车,摩托,空调,冰箱等)大小电器外壳各类花纹滚筒;鞋底纹、不锈钢、压铸模蚀刻、凹凸文字商标、图案、喷沙。