ASM自动焊线机(ihawk)
最新ASM焊线机操作指导书.pdf
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第 1 页,共 6 页1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择 1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp,,stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有 1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机参数指导
CMLT Ball Size & Gold Remain Issue
- Smaller capillary CD
ATS WB Process
ASM
Material Background & Spec
Die source : Chi-Mei 14 x 17mil chip
Pad Opening : P Pad 94um, N Pad 92um
Bonding Method : BSOB 2 wires
Device : 3020 18 columns x 8 rows
Ball shear spec : > 42g
Ball size spec : Max 85um
Gold remain spec : > 50%
Gold Wire : K&S AW99 1mil (EL 2-7% BL >9g)
1A 0/0 20/2 16 Enc 100% 0 168 50% 5 Smpl 50% Ellipse4 45/30
Scrub only applied to P Pad
ASM
Data
P Pad ball size &
thickness
Min Max Average
X (um) 78.32 74.53 75.8 75.8 77.9 74.53 78.32 76.47
BSOB Wire Parameter 2nd Bond pt OS Search speed2 Contact Srch Threshold2 Base time 1/2 Base power 1/2 Base force 1/2
Base Parameter Standby power 1/2 Contact time 1/2 Contact Power 1/2 Contact Force 1/2
ASM焊线机操作指导书课件
1目的:规范生产作业,提高生产效率及产品品质.2范围:焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1 start single bond 按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9 Disk utilities→0Hurd Disk program→1 load Bondprogram 选择相应的程序,出现sure to load program?按A确定,出现sure toload WH date ?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在TeachAligmment菜单输入2(只有1 Die 时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
机器说明3
IHAWK XTREME 焊線機此檔案屬所含的全部資料屬ASM 新加坡科技有限公司所有。
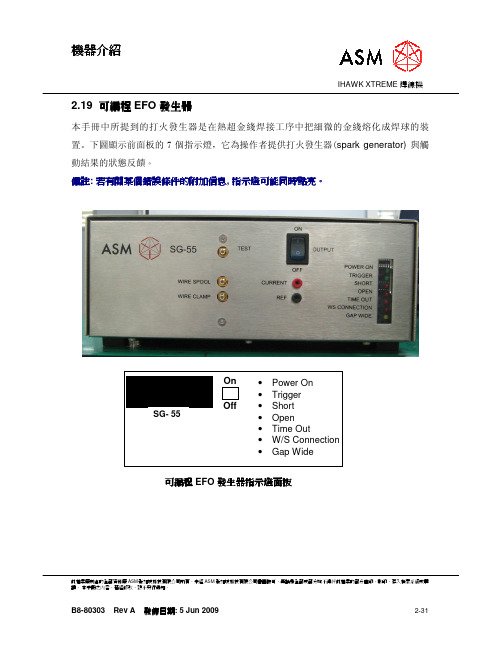
未經ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉2.19 可編程EFO 發生器本手冊中所提到的打火發生器是在熱超金綫焊接工序中把細微的金綫熔化成焊球的裝置。
下圖顯示前面板的7個指示燈,它為操作者提供打火發生器(spark generator) 與觸動結果的狀態反饋。
備註: 若有關某個錯誤條件的附加信息, 指示燈可能指示燈可能同時點亮同時點亮同時點亮。
可編程 EFO 發生發生器指示燈面板器指示燈面板IHAWK XTREME 焊線機此檔案屬所含的全部資料屬ASM 新加坡科技有限公司所有。
未經ASM 新加坡科技有限公司書面許可,無論是全部或部分均不得將此檔案的部分重印,影印,存入檢索系統或轉可編程 EFO√電源開啟發生器打開時燈會點亮。
(注意:當維修此裝置時,控制板必須插入使LED 打開)√Trigger (觸動器觸動器))當觸動打火時此燈立刻亮燈。
它與電流控制晶體管同時被打開並在打火持續時間内保持亮燈。
√Short (短路短路))由於不規則的綫尾形成,焊綫與打火杆之間的間隙可能會因短路而不能形成焊球。
小於1100 V 非常低的擊穿電壓也將被視爲短路條件,因爲它不屬於正常範圍。
√Open (開路開路))如果無焊綫存在或由於其它原因而無擊穿電壓發生,將會出現一個OPEN(開路)錯誤報告。
如果輸出關閉開關處於OFF 位置,也會出現此种狀況。
√Time Out (超時超時))最大打火時間被限定為15 ms ,如果到時間焊球尚未完全形成,將會出現此錯誤。
如果選擇的電流太低及焊球尺寸設定太高也會出現此錯誤。
在這種情況下形成焊球需大於15 ms。
如果電流設定值低於規格設定範圍,那么輝光放電可能會變得不穩定而且電流也可能在打火過程中被切斷。
這樣也有可能被探測為TIME OUT 錯誤。
ASM焊线机操作指导书课件.doc
文件编号WI-P-016 生效日期2010-01-20文件名称ASM焊线机操作指导书与保养规范文件版次A/0页码第1 页,共 6 页1 目的:规范生产作业,提高生产效率及产品品质.2 范围:焊线站操作人员.3 职责3.1 设备部:制定及修改此作业指导书.3.2 生产部:按照此作业指导书作业.3.3 品质部:监督生产作业是否按作业指导书之要求作业.4 参考文件《ihawk 自动焊线机操作指导书》《ihawk 自动焊线机保养手册》5 作业内容5.1 开机与机台运行5.1.1 打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2 机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop 看BQM第二点的校正信息,再按Stop 键退出,等待热板升到设定的温度,开机完毕.5.1.3 装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4 装金线,揭开Wire Spool 面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5 把金线绕过Tensional Bar (线盘)下面,把金线的前端拉直并按THREAD WIR打E开Air TensionerA (真空拉紧器)之吸气把金线穿过去.5.1.6 按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7 用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8 按一下Dmmybd键,然后把焊头移到PCB位置,再按 4 把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9 测量焊针高度:按Inx 键出现Sure to index LF? 再按A键将材料送到焊线区,进入主菜单parameter 再进入Reference Parameter 测量PCB(Lead)和晶片(Die)和高度.5.1.10 在Auto 菜单中选择 1 start single bond 按Enter 搜索PR,等搜索完P R停下来时按1 焊一根线看是否正常,按0 开始自动焊线作业.5.2 型号更换与编程5.2.1 调程序5.2.1.1 选择菜单1MAIN→9 Disk utilities →0Hurd Disk program →1 load Bondprogram 选择相应的程序,出现sure to load program? 按A确定,出现sure toload WH date ? 后按B确定,出现Change Top plate W-Clamp ,, stop to about后换上相对应的底板与压板后按Enter.5.2.1.2 删除原有程序:进入菜单Teach→Delete Pragram 把原来的程序删除掉.5.2.2 编写程序5.2.2.1 进入Teach→Teach Program 教读一个新程序1)教读手动对点:在TeachAligmment 菜单输入2(只有 1 Die 时)并按Enter 编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
ASM焊线机操作指导书
1目的:规范生产作业,提高生产效率及产品品质.2范围:SMD焊线站操作人员.3职责3.1设备部:制定及修改此作业指导书.3.2生产部:按照此作业指导书作业.3.3品质部:监督生产作业是否按作业指导书之要求作业.4参考文件《ihawk自动焊线机操作指导书》《ihawk自动焊线机保养手册》5作业内容5.1开机与机台运行5.1.1打开机台后面气压开关,用手把焊头移动到压板的中心位置,按下机台前面绿色开关按钮ON键,机台启动,此时机台各部分进行复位动作.5.1.2机台各部分动作完成后显示器上面显示BQM的校正信息,按Stop看BQM第二点的校正信息,再按Stop键退出,等待热板升到设定的温度,开机完毕.5.1.3装支架:将固有晶片的支架按同一方向摆放在料盒中放在进料电梯上,再拿一个空料盒放在出料电梯上,检查焊接温度是否达到指定要求。
核对已烘烤过的材料,检查产品型号及前段作业情况,核对流程单时,发现有未签名或未记录的材料退回前段,不得出现记录不全而继续作业情况.5.1.4装金线,揭开Wire Spool面盖,然后把金线装在滚轮上,线头(绿色)应从顺时针方向送出,线尾(红色)应接到滚轮前面的接地端子上.5.1.5把金线绕过Tensional Bar(线盘)下面,把金线的前端拉直并按THREAD WIRE打开Air TensionerA(真空拉紧器)之吸气把金线穿过去.5.1.6按Wclamp键打开线夹并用夹子把金线穿过线夹且把金线拉到焊针前下方(先不用穿过焊针),然后先关闭线夹用镊子拉直金线并将其切断.5.1.7用镊子在焊针上方把金线夹紧,然后按Wclamp键打开线夹,把金线拉起穿过焊针孔直至从焊嘴露出来,松开Wclamp把线夹关上再松开镊子.5.1.8按一下Dmmybd键,然后把焊头移到PCB位置,再按4把金线切断,用镊子将PCB上的金线夹掉,装线完成.5.1.9测量焊针高度:按Inx键出现Sure to index LF?再按A键将材料送到焊线区,进入主菜单parameter再进入Reference Parameter测量PCB(Lead)和晶片(Die)和高度.5.1.10在Auto菜单中选择1start single bond按Enter搜索PR,等搜索完PR停下来时按1焊一根线看是否正常,按0开始自动焊线作业.5.2型号更换与编程5.2.1调程序5.2.1.1选择菜单1MAIN→9Disk utilities→0Hurd Disk program→1load Bond program选择相应的程序,出现sure to load program?按A确定,出现sure to load WH date?后按B确定,出现Change Top plate W-Clamp……stop to about后换上相对应的底板与压板后按Enter.5.2.1.2删除原有程序:进入菜单Teach→Delete Pragram把原来的程序删除掉.5.2.2编写程序5.2.2.1进入Teach→Teach Program教读一个新程序1)教读手动对点:在Teach Aligmment菜单输入2(只有1Die时)并按Enter编写手动对点Lead(支架)和Die(晶片)两个点;先对支架:把光标移到右起第一行最上面一个点确定,再移至该行最下面一个点确定。
焊线机编程详细操作
一.目的:保证设备的正确操作和产品质量二.范围:自动焊线作业三.适用设备:自动焊线机(ASM IHawkXtreme)四.开机:4.1.打开气、电源(气压4-6Kg/c㎡,电压220VAC);4.2.依次打开主电源、显示器开关;4.3.机台自检完成后(约2分钟),自动进入待机状态。
五.机台调校:5.1.安装金丝5.1.1 将金丝装入滚轴上,金丝环缺口一端朝外,用镊子夹起金丝尾端,并接在接地装置杆上,(注:金丝绿贴纸一端为首端,红/蓝的为尾端,具体依其包装标示);5.1.2 用镊子夹起金丝首端,按穿线路径穿线,(注:不良的路径可能影响Looping或烧球)。
5.2.上料5.2.1 将已固好晶的半成品放置于料盒内(注:放时支架缺口方向朝右),将有支架的料盒放置于进料盒升降台定位槽内;5.2.2 将空的料盒放置于出料盒升降台定位槽内。
5.3.轨道调整5.3.1 选择PROGRAM→MHS参数设定→LF/料盒,选择材料框架材料偏移量,分别调整XYZ,轨道宽度,中心线位置;5.4.步进调整5.4.1 选择PROGRAM→MHS参数设定→LF单元偏移量设定;5.4.2 按下此项,机台会自动送一条LF进入轨道,按左右键可调整LF的左右位置,左右位置以压板压爪分开压住LF为准。
5.5.教读程序5.5.1 按INX键,送入一条待焊半成品;5.5.2 进入PROGRAM→程序管理→选择删除焊线程序;点击“开始”,机台提示:“Are you sure To delete Bond Program? ”选择OK→Program cleared,点击continue完成;5.5.3 进入PROGRAM→MHS(WH)校准→热压板及XYtable工作范围设定→点击“开始”,机台提示:“Are you sure to install window clamp? ”点击“Cantinue”,移动XYtable到左上角位置,点击“开始”,再移动XYtable到右下角位置,点击“开始”,机台提示:“Bond Areasetup successful! ”,点击OK确认完成;5.5.4 进入PROGRAM→设定新的焊线程序→编辑主焊线程序,做二焊点管脚校准点→移动XYtable到右上角第一颗材料,找到管脚的位置,调整灯光,按鼠标右键确认,机台提示:“Load Manual alignment successful!”点击“Cantinue”确认,移动XYtable到右下角最后一颗材料,以相同的方法做出第二点位置;做一焊点校准点→调整图象框(兰色)→调整灯光→点击鼠标右键确认,机台提示:“Load PR alignment suuessful PR Quality Grade:AAAA”,以相同步骤做完第二个校准点,机台自动进入芯片校准点→选择芯片数目,点击下一个,选择芯片焊点中心位置,调整好灯光→电击鼠标右键载入第一个点,以同样的步骤做完第二个焊点,调整灯光及合适的搜索框、图象框(兰色为搜索框、绿色为图象框)依次做完两个PR按下一个进入设定焊线→把设定编辑模式改为:“Wire”,依照制造规格书编辑焊线位置,编辑完成后按下一个进入测高模式,电击右键依次测完Lead/Die,程序编辑完成;5.5.5 编辑程序单元排列方式;进入PROGRAM→程序单元排列方式,类型→Hybrid Reverse Matrix→输入排列号,点击“开始”,依照图形确认材料位置,电击“NEXT”完成5.5.6 测高:选择PROGRAM→编辑焊线程序→测高/BTO/USG/PR/EFO设定→测高,选择焊线高度测量,找到芯片及LF测高位置测高;5.5.8 产品的焊线(BSOB/BBOS),选择焊线参数、线弧设定→进入→PROGRAM→焊线参数→参数设置→设定BSOB/BBOS焊线控制,把Singe改为All,在改N为S (注:BBOS先焊一条线,再第二焊点上面焊一个球;BSOB先焊一个球再焊,第二焊点焊在球上)。
IHawkXtreme全自动焊线机作业指导书
页码 6 页码一.目的:为了使操作者能安全地使用本设备,保证此设备良好运行,使产品达到公司的质量体系的要求。
二.范围:自动焊线作业三.适用设备:自动焊线机(ASM IHawkXtreme)四.开机:4.1.打开气、电源(气压4-6Kg/c㎡,电压220VAC);4.2.依次打开主电源、显示器开关;4.3.机台自检完成后(约2分钟),自动进入待机状态。
五.机台调校:5.1.安装金丝5.1.1 将金丝装入滚轴上,金丝环缺口一端朝外,用镊子夹起金丝尾端,并接在接地装置杆上,(注:金丝绿贴纸一端为首端,红/蓝的为尾端,具体依其包装标示);5.1.2 用镊子夹起金丝首端,按穿线路径穿线,(注:不良的路径可能影响Looping或烧球)。
5.2.上料5.2.1 将已固好晶的半成品放置于料盒内(注:放时支架缺口方向页码 6 页码朝右),将有支架的料盒放置于进料盒升降台定位槽内;5.2.2 将空的料盒放置于出料盒升降台定位槽内。
5.3.轨道调整5.3.1 选择PROGRAM→MHS参数设定→LF/料盒,选择材料框架材料偏移量,分别调整XYZ,轨道宽度,中心线位置;5.4.步进调整5.4.1 选择PROGRAM→MHS参数设定→LF单元偏移量设定;5.4.2 按下此项,机台会自动送一条LF进入轨道,按左右键可调整LF的左右位置,左右位置以压板压爪分开压住LF为准。
5.5.教读程序5.5.1 按INX键,送入一条待焊半成品;5.5.2 进入PROGRAM→程序管理→选择删除焊线程序;点击“开始”,机台提示:“Are you sure To delete Bond Program? ”选择OK →Program cleared,点击continue完成;5.5.3 进入PROGRAM→MHS(WH)校准→热压板及XYtable工作范围设定→点击“开始”,机台提示:“Are you sure to install window clamp? ”点击“Cantinue”,移动XYtable到左上角位置,点击“开始”,再移动XYtable到右下角位置,点击“开始”,机台提示:“Bond Area setup successful! ”,点击OK确认完成;5.5.4 进入PROGRAM→设定新的焊线程序→编辑主焊线程序,做二页码 6 页码焊点管脚校准点→移动XYtable到右上角第一颗材料,找到管脚的位置,调整灯光,按鼠标右键确认,机台提示:“Load Manual alignment successful! ”点击“Cantinue”确认,移动XYtable到右下角最后一颗材料,以相同的方法做出第二点位置;做一焊点校准点→调整图象框(兰色)→调整灯光→点击鼠标右键确认,机台提示:“Load PR alignment suuessful PR Quality Grade:AAAA”,以相同步骤做完第二个校准点,机台自动进入芯片校准点→选择芯片数目,点击下一个,选择芯片焊点中心位置,调整好灯光→电击鼠标右键载入第一个点,以同样的步骤做完第二个焊点,调整灯光及合适的搜索框、图象框(兰色为搜索框、绿色为图象框)依次做完两个PR按下一个进入设定焊线→把设定编辑模式改为:“Wire”,依照制造规格书编辑焊线位置,编辑完成后按下一个进入测高模式,电击右键依次测完Lead/Die,程序编辑完成;5.5.5 编辑程序单元排列方式;进入PROGRAM→程序单元排列方式,类型→Hybrid Reverse Matrix→输入排列号,点击“开始”,依照图形确认材料位置,电击“NEXT”完成5.5.6 测高:选择PROGRAM→编辑焊线程序→测高/BTO/USG/PR/EFO 设定→测高,选择焊线高度测量,找到芯片及LF测高位置测高;5.5.8 产品的焊线(BSOB/BBOS),选择焊线参数、线弧设定→进入→PROGRAM→焊线参数→参数设置→设定BSOB/BBOS焊线控制,把页码 6 页码Singe改为All,在改N为S (注:BBOS先焊一条线,再第二焊点上面焊一个球;BSOB先焊一个球再焊,第二焊点焊在球上)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ASM 自动焊线机简介目录一、键盘功能简介:21、键盘位置22、常用按键功能简介2二、主菜单(MAIN)介绍:3三、机台的基本调整:31、编程3①.设置参考点(对点)3②.图像黑白对比度(做PR)4③.焊线设定(编线)4④.复制5⑤.设定跳过的点5⑥.做瓷嘴高度(测量高度)及校准可接受容限(容差值)5⑦.一焊点脱焊侦测功能开关设定52、校准PR6①.焊点校正(对点)6②.PR光校正(做光)6③.焊线次序和焊位校正63、升降台的调整(料盒部位)6四、更换材料时调机步骤:61、调用程序62、轨道高度调整73、支架走位调整74、PR编辑(做PR)85、测量焊接高度(做瓷嘴高度)86、焊接参数和线弧的设定8①.时间、功率、压力设定8②.温度设定8③.弧度调整9④.打火高度设定9⑤.打火参数及金球大小设定9五、常见品质异常分析:101、虚焊、脱焊102、焊球变形103、错焊、位置不当104、球颈撕裂105、拉力不足10六、更换磁嘴:10七、常见错误讯息:10八、注意事项11一、键盘功能简介:1、键盘位置:Wire Feed2、常用按键功能简介:数字0—进行数据组合之输移动菜单上下左右之光标Wire金线轮开Thread 导线管真空开关 Shift 档Wc 线夹开关Shift+Pan工作台灯光开EFO 火烧球键Inx支架输送一单Shift+IM ↑ 料盒步进一格Main 接切至主目Shift+IM ↓ 料盒步退一格Shift+IM HM 换左边料盒 Shift+OM ↑ 右料盒步进一格 Shift+OM ↓ 右料盒步退一格 Ed Loop 切换至修改线弧目录 Shift+OM HM 换右边料盒 Chg Cap 换瓷咀Shift+Clr Tk 清除轨道 Bond 直接进入自动作业画面 Dm Bnd 切线 Del. 删除键 Stop 退出/停止键 Enter 确认键 Shift+Ctct Sr 做瓷咀高度 Ld Pgm 调用焊线程序二、主菜单(MAIN )介绍:0.SETUP MENU (设定菜单)1.TEACH MENU (编程菜单)2.AUTO BOND (自动焊线)3.PARAMETER (参数)4.WIRE PARAMETER (焊线参数)5.SHOW STATISTICS (显示统计资料)6.WH MENU (工作台菜单)7.WH UTILITY (工作台程序)8.UTILITY (程序)9.DISK UTILITY (磁盘程序)三、机台的基本调整1、编程:当在磁盘程序〈DISK UTILITIES〉中,无法找到所需适用的程序时,就必须重新建立新的程序,在新编程序之前必须将原用程序清除掉(在MAIN——1.TEACH——5.Delete Program——A——STOP),方可建立新程序。
新程序设定是在MAIN——1.TEACH ——1.Teach Program中进行,其主要步骤如下:(以下以双电极晶片为例做介绍)①.设置参考点(对点):MAIN——TEACH——1.Teach program——1.Teach Alignment——Enter——设单晶2个点,双晶3个点——Enter——3.Change lens(把镜头切换到小倍率)——十字光标对准第6颗支架的二焊点(正极柱)——Enter ——对准第1颗支架的二焊点——Enter ——对准芯片的正电极中心——Enter——对芯片的负电极中心——Enter。
在对点设立完毕后,:注意:下文中用上下箭头调节亮度时,其中的1234表示(1:threshold阈值,此值不许动2:CDax直射光,3:side侧光,4:B_cax混合光)其中我们只调整第2和第3项的直射光和侧光即可,做电极PR时需将第2项,即直射光关闭。
十字光标对第六颗支架的二焊点——1.Adjust Image ——按上下箭头调节亮度(1.2.3.4),直到二焊点全白,四周为黑时——Enter ——自动跳至第一颗支架的二焊点——按上下箭头调节亮度(1.2.3.4) 同样到二焊点全白,Load /Search Mode(把Graylv1改为Binary)——对晶片的两个电极——1.Adjust Image——按上下箭头调节亮度(1.2.3.4)直至两电极为黑,四周全白时(注意,此时不要按回车)——Stop ——7.PR改为Graylvl)·做完PR后需调整范围,具体步骤如下:在当前菜单下――3.template(模板)确认后――输入11(11表示自定义大小)――Enter――通过上下左右键调整左显示器选择框至范围正好框选两个电极,上下的范围可稍大一点――Enter――0.load Pattern(加入模板)――(模板)确认后――Enter--通过上下左右键调整左显示器选择框至范围至框选一个半电极,其中负极应该完全框入――Enter――0.load Pattern(加入模板)――此时系统自动跳转至下一界面(自动编线界面)③.焊线设定(编线):在图像对比度设定完毕并选完模板范围后会自动跳转至239.AutoTeach Wire(自动编线)页面,——把十字线对准晶片的正电极中心——Enter——Enter(完成第一条线的编辑);————Enter(注意,此时不要按回车)——选择2.Change Bond On 并Enter1——按A——按Enter回主界面。
④.复制主菜单MAIN下——TEACH——2.Step & Repeat(把Nore改为Ahead)――选择1——出现No. of Repeat Rows 1对话框时(表示重复行数)——Enter——出现No of Repeat cols 17’)——对第一颗支架二焊点——Enter ——对第二颗支架二焊点——Enter ——Enter——Enter――。
⑤.F1——15——Enter——2002—―Enter―—8.Misc Control ——2.Skip Row/Col/Map——此时显示器的对话框中有三个N0 N0 N0 把第三个的‘N0’改为‘C1’——STOP。
⑥.做瓷咀高度(测量高度)及校准可接受容限(即容差值)MAIN——3. Parameters——2.Refereme Parameters——Enter——对正极二焊点中心——Enter——Enter——按下箭头选一个晶片——Enter——对晶片电极——Enter——把NO改YES——Enter――F1——Enter——对负极二焊点中心——Enter ——STOP。
然后在主菜单MAIN下――3.Parameters――0.Bond Parameter――将0.Align Tolerance L/R 30 1项中的30改为100,1改为5,使0项显示为0.Align Tolerance L/R 100 5――STOP 返回主菜单⑦.一焊点脱焊侦测功能开关设定MAIN ——4.Wire Parameters ——A.Edit Non-Stick Detection ——0.1st Bond Non-stick Deteck ——按F1——按上下箭选‘ODD ’——按三次Enter ——把‘Y ’改为‘N ’——STOP 返主菜单。
至此编程完毕!2、校准PR :PR 校正必须在有程序的情况下才能进行,当我们在焊线途中出现搜索失败或PR 不良时,有必要重新校正图像对比度(即PR 光校正)。
它所包含以下3个步骤: ①.焊点校正(对点):进入MAIN — 1 .TEACH —4.Edit Program ——1.Teach Alignment 中针对程序中的每一个点进行对准校正。
②.PR 光校正(做光):焊点校正以后,进入2.Teach 1st PR 中对PR 光进行校正:即对程序中的每一个点进行黑白对比度的调整。
③.焊线次序和焊位校正:焊点和PR 光校正完毕后,进入9.Auto Teach Wire 中,对程序中的焊线次序和焊线位置进行校正。
3、升降台的调整(料盒部位):进入MAIN ――6.WH MENU ――5.Dependent offset ――1.Adjust 进行调整:0. 调整步数(数值越大,每次调整的幅度就越大,默认为10) 1.L Y- Elev work 左升降台料盒之Y 方向调整2.L Z- Elev work 左升降台料盒之Z 方向调整 3.R Y - Elev work 右升降台料盒之Y 方向调整 4.R Z- Elev work 右升降台料盒之Z 方向调整四、更换材料时调机步骤:正常换单时,首先了解芯片及支架型号后再按照以下步骤进行调机:1、调用程序:进入MAIN ——9 Disk Utilities ——0. Hard Disk Program ——1.Load Bond Program——用上下箭头选择适合机种的程序——Enter ——A ——Stop 。
2、轨道高度调整:进入MAIN ——6.WH MENU ——0.Setup lead Frame ——3.Device Height ——A. 利用上下箭头设定轨道高度,以压板刚好压在杯沿下为准(数字越高则轨道越往下降、数字越低则轨道越往上升,02支架一般为2500左右,04支架一般为3600左右)————Stop 。
注意,调整前一定要清除轨道,调整后需上一条支架进行微调。
如图:轨道微调步骤:MAIN ――6.WH MENU ――5.Device Dependent offset ――1. Adjust ――9. Track ――A (通过CCD 看高度至压板正好压在碗杯下边缘,调整时应先用上下键打开压板,再用左右键调整高度。
) 3、支架走位调整:按Inx 键(位置在右键盘最右上方)送一片支架到压板中——在MAIN ――6.WH MENU ――3.Fine Adjust ――1.Adjust Indexer offset ――回车后,按左右箭头调节支架位置,要求压板能够刚好将第1、2焊点压紧(上下箭头为压板打开/关闭)——调节完第一个单元后按Enter ――按A 以继续调节第二个单元(调法同上,只调第一、二个单元,第三个单元会自动计算),保证每个单元走位均匀便OK 。
同一菜单下的,2和3项为微调。
如图:4、PR 编辑(做PR ):进入MAIN ――1.Teach ――4.Edit program 中做1、2、9三项(1项对点、2项做光、9项编线)。
5.测量焊接高度(做瓷嘴高度):在MAIN ――3.PARAMETER ――2.Refernce Parameter 中,分别做好每个点的焊接高度。
压板位置右压板左压板6、焊接参数和线弧的设定:完成前面5项后,首先焊接一片材料进行首检,再根据材料的实际情况设定焊接相关参数或线弧。