CNC日常保养记录表
合集下载
数控车床维护保养记录表

设备名称
数控车床
设备养
保养周期
1次/1个月
上次保养日期
编号:GX
保养内容
外观部分、液压及切削油箱、机床本体及清屑器、润滑部分、电气部分
保养项目
完成情形
备注(换件等)
1
清除各部件切屑、油垢,做到无死角,保持内外清洁,无锈蚀。
2
1、清洗滤油器。
2、油管畅通、油窗明亮。
3、液压站无油垢、灰尘。
3
1、卸下刀架尾座的挡屑板,清洗。
2、扫清清洗屑器上的残余铁屑,每个月(根据工作量大小)卸下清屑器,打扫机床内部。
3、扫清回转装刀架上的全部铁屑。
4
各润滑油管畅通无阻,润滑点加油并检查邮箱内沉淀物,对各运转点润滑,滤油器是否干净,并清洗。
5
对电机碳刷每年要检查一次,如显现隐患立刻更换,热交换器每年至少清算检查一次,擦拭电器箱内外清洁无油垢、无灰尘,各接触点开关正常不露电。
保养人
保养后验收意见
保养日期
审批意见/签字
数控车床
设备养
保养周期
1次/1个月
上次保养日期
编号:GX
保养内容
外观部分、液压及切削油箱、机床本体及清屑器、润滑部分、电气部分
保养项目
完成情形
备注(换件等)
1
清除各部件切屑、油垢,做到无死角,保持内外清洁,无锈蚀。
2
1、清洗滤油器。
2、油管畅通、油窗明亮。
3、液压站无油垢、灰尘。
3
1、卸下刀架尾座的挡屑板,清洗。
2、扫清清洗屑器上的残余铁屑,每个月(根据工作量大小)卸下清屑器,打扫机床内部。
3、扫清回转装刀架上的全部铁屑。
4
各润滑油管畅通无阻,润滑点加油并检查邮箱内沉淀物,对各运转点润滑,滤油器是否干净,并清洗。
5
对电机碳刷每年要检查一次,如显现隐患立刻更换,热交换器每年至少清算检查一次,擦拭电器箱内外清洁无油垢、无灰尘,各接触点开关正常不露电。
保养人
保养后验收意见
保养日期
审批意见/签字
数控车床设备保养记录表

油情况?
检查电源开关、动力源开关以
8 及各线路是否有松动、破损或
接触不良?
9
设备加工运作时是否有异常振 动或响声?
设备与周围环境是否干净、清
10 洁、整齐?铁屑是否及时清
理?
O 良好 A 故障
使
X 不良 用
人
T 停机 检
查
异常情况说明与备注
设备使用人在每天上班开机前,必须确实点检设备情况并记录签字;下班之前 15分钟必须对负责设备以及周遭环境进行清洁、清扫。设备保养责任人必须 定时或不定时对所负责的设备进行监督检查确认。
数控车床设备日常保养记录表
设备编号:
ቤተ መጻሕፍቲ ባይዱ
设备名称:
设备保养责任人:
年(
月份)
项 次 点检项目
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
检查各信号灯与按键是否正
1 常?检查紧急停止开关是否能
正常使用?
检查液压油位是否正确?油位
2 降低必须及时添加液压油。
油表压力是否正常?
3
检查气压是否正常?是否排杯 积水?
集中润滑泵油箱油位是否正常
4 位置?
油位降低必须添加导轨油。
5
检查刀库键盘,换刀运转是否 正常?
6
切削液水箱的液位是否正常? 有缺失必须添加。
检查油压管是否有渗漏开裂情
7 况?检查管接头是否有松动漏
检查电源开关、动力源开关以
8 及各线路是否有松动、破损或
接触不良?
9
设备加工运作时是否有异常振 动或响声?
设备与周围环境是否干净、清
10 洁、整齐?铁屑是否及时清
理?
O 良好 A 故障
使
X 不良 用
人
T 停机 检
查
异常情况说明与备注
设备使用人在每天上班开机前,必须确实点检设备情况并记录签字;下班之前 15分钟必须对负责设备以及周遭环境进行清洁、清扫。设备保养责任人必须 定时或不定时对所负责的设备进行监督检查确认。
数控车床设备日常保养记录表
设备编号:
ቤተ መጻሕፍቲ ባይዱ
设备名称:
设备保养责任人:
年(
月份)
项 次 点检项目
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
检查各信号灯与按键是否正
1 常?检查紧急停止开关是否能
正常使用?
检查液压油位是否正确?油位
2 降低必须及时添加液压油。
油表压力是否正常?
3
检查气压是否正常?是否排杯 积水?
集中润滑泵油箱油位是否正常
4 位置?
油位降低必须添加导轨油。
5
检查刀库键盘,换刀运转是否 正常?
6
切削液水箱的液位是否正常? 有缺失必须添加。
检查油压管是否有渗漏开裂情
7 况?检查管接头是否有松动漏
CNC设备日常保养点检记录表

7:设备日常点检表月底各设备使用单位收集后交由设备保存
说明
3:月保养由机修每月最后一天完成
8:设备点检表月底由使用部门统一收取交由设备保存一年
需数字记录的须量化
5:记录符合,“√ ”表示良好 “×”标上异常 “/”不开机
机台表面/护罩打扫清洁干净(无油 污)冷却水箱、四周5S 气压是否正常(0.5-0.6)
指示灯仪表开关是否正常(目视)
急停开关是否正常(测试)
检查X、Y、Z护罩是否正常并清扫
机台是否漏油、漏气、漏水(看听)
开启机床检查油雾机是否正常
机台运行是否有异响异常
检查主轴内吹气是否正常 机台润滑站(68#)主轴冷却机(专用冷 却油)润滑是否良好并加油 定时清洁主轴油冷机上空气过滤网配 电箱滤网
3
检查设备安全防范保护
检查集中润滑站是否正常
4
检查XYZ导轨润滑、异响
5
保养人
6
机修
机修签名:
使用部门确认:
7
1:每日上班前5分钟完成日点检,日常保养,指定专人加油,每班下班前清洁整机
6:本表要求各设备使用单位落实、实施、填写、发现问题及时报告设备,必须课长审核
2:每周最后一天下班之前10分钟完成 周保养5S
操作员点检
使用部门确认
设备签名
周点检项目(周一)
每周最后一天监督使用部门彻底清洁 清扫机台及周围5S
检查设备是否有异响
一周
二周
三周
四周
月保养项目
清洗主轴锥孔 检查清洁配电箱、电器是否正常、异味
保养情况记录/更换配件记录
序号 型号
规格
数量
签名
1
检查设备是否润滑正常
CNC数控车床日常保养检点表
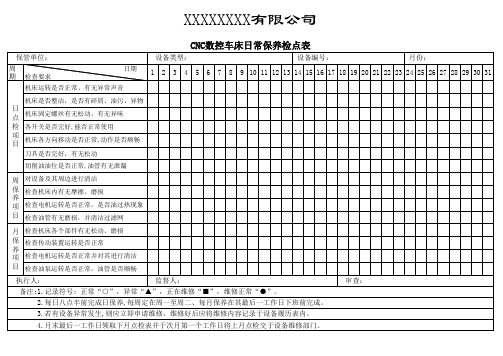
3.若有设备异常发生,则应立即申请维修,维修好后应将维修内容记录于设备履历表内。
4.月末最后一工作日领取下月点检表并于次月第一个工作日将上月点检交于设备维修部门。
审查:
XXXXXXXX有限公司
保管单位:
周
日期
期 检查要求
机床运转是否正常、有无异常声音
CNC数控车床日常保养检点表
设备类型:
设备编号:
月份:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
机床是否整洁,是否有碎屑、油污、异物 日 点 机床固定螺丝有无松动,有无异味
检 各开关是否完好,能否正常使用
项 目
机床各方向移动是否正常,动削油油位是否正常,油管有无泄漏
周 对设备及其周边进行清洁 保 检查机床内有无摩擦、磨损 养 项 检查电机运转是否正常,是否油过热现象 目 检查油管有无磨损,并清洁过滤网
月 检查机床各个部件有无松动、磨损 保 检查传动装置运转是否正常 养 项 检查电机运转是否正常并对其进行清洁 目 检查油泵运转是否正常,油管是否顺畅
执行人:
监督人:
备注:1.记录符号: 正常“○”,异常“▲”,正在维修“■”,维修正常“●”。
2.每日八点半前完成日保养,每周定在周一至周二、每月保养在其最后一工作日下班前完成。
CNC日常保养记录表

处 处
负责人:
ቤተ መጻሕፍቲ ባይዱ
机器编号 点检内容 1 2 3 4 5 6 7 8
操作者 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 交班问 题记录 2 3 检查方法 看、试、听 主管: 检查周期
4 5 6
7 8 9
10 11 12
本月发现问题 本月发现问题 其 记录符号 正常 √ 他 异常 × 已修 ⊙
CNC日常保养记录表
( ) 月
部门 检查日期
1.检查周 机器周边是否干净、畅通 边环境 机器工作台面是否清理 2.检查安 全系统 3.检查电 脑系统 4.检查气 压系统 5.检查 润 滑系统 运转时是否正常,有无异常振动 电脑系统是否正常 气压值是否达到0.6Mpa,并干净无 水分 润滑油箱的油是否正常 润滑油管是否脱落、阻塞 清扫切削水箱和及时更换切削油 5.检查 切 清扫切屑水箱内的板式过滤器 削系统 切屑粉末是否及时清理
数控龙门铣的维护与保养记录

数控龙门铣的维护与保养记录
数控龙门铣的维护与保养非常重要,可以确保设备的正常运行和延长使用寿命。
下面是一份数控龙门铣的维护与保养记录示例:
日期:2022年1月1日
维护项目:润滑系统维护
维护内容:检查润滑系统油位,并添加适量润滑油。
清洁润滑系统管路和油泵,确保润滑油畅通运行。
日期:2022年2月1日
维护项目:主轴维护
维护内容:清洁主轴表面和加热器,确保散热良好。
检查主轴运行情况,如有异常声音或振动,及时通知维修人员。
日期:2022年3月1日
维护项目:电气系统维护
维护内容:检查电气系统连接情况,紧固松动螺丝。
清除控制柜内灰尘,确保空气流通畅。
检查电气元件的使用寿命,如有老化或损坏,及时更换。
日期:2022年4月1日
维护项目:传动系统维护
维护内容:检查导轨和滚珠丝杠的润滑情况,清洁并重新涂抹润滑脂。
检查传动带的张紧状况,如有松动,调整到适当位置。
日期:2022年5月1日
维护项目:冷却系统维护
维护内容:检查冷却系统的水泵运行情况,确保水流畅通。
清洗冷却器和冷却管路,防止堵塞。
更换冷却液并调整浓度,确保工作温度稳定。
以上记录仅为示例,实际维护与保养记录应根据设备的具体情况制定。
同时,建议定期进行维修与保养,并及时处理设备出现的故障或异常情况,以保证数控龙门铣的正常工作。
CNC加工中心设备日常保养记录表

审核:
表单编号:
月 导轨护罩的清洁清洗/每月一次 保 养
生产设备日常保养记录表
资产编号:
使用部门:
日期:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Байду номын сангаас保 养 人 :
异常情况记录:
注:没问题打“√”,若有问题则打“×”,并在异常情况记录栏中记录异常情况。 制表:
设备名称: CNC加工中心
保养项目及保养频率
外观保养清洁/每日
日 主轴/刀库开机前检查/清洁/每日 保 养 润滑油/冷却液检查清洁/每日
电脑/电控箱清洁整理/每日
外观保养清洁/每周
主轴/刀库清洁整理/每周 周 保 刀把/导套清洗清洁/每周 养
电脑/电控箱清洁整理/每周
润滑油/冷却液检查清洁/每周
以上周保养事项/每月一次
CNC加工中心二级保养记录表[空白模板]
![CNC加工中心二级保养记录表[空白模板]](https://img.taocdn.com/s3/m/796a9951c77da26924c5b099.png)
机床品牌 检测日期
内容
机床的水平
机床的主轴跳动
机床各轴 的反向间隙
主轴对工作 台的垂直度 立柱对工作 台的垂直度 X轴与Y轴之间的垂直度
CNC加工中心二级保养记录表
型号 检测时间
控制系统 检测人员
表单编号:XX-XXX-XX
系列号
项目一:机床基本精度
标准数据
实测数据
X轴
0.01mm/m
Y轴
0.01mm/m
根部
0.000mm
端部
0.003mm(150MM)
X轴
±0.003mm
Y轴
±0.003mm
Z轴
±0.003mm
X向
0.0030mm/300mm
Y向
0.003mm/300mm
X-Z
0.003mm/300mm
Y-Z
0.003mm/300mm
X-Y
0.003mm/300mm
调整后状态
内容
各轴快速移动 主轴定位及换刀点
ATC系统
项目二:机械部分
标准
移动时无异音 主轴定位准确及换刀点准确 ATC机械臂转动正常 刀库内无切屑无油污 刀库转动正常 拉刀杆的爪片是否生锈*
现状
备注
项目三:电气部分
内容
标准
现状
三相 200VAC±10%
单相 110VAC±10%
机床电源
5V电源 5VDC
冷却风扇
24V电源 24VDC
电池电 压
项目八:部门确认
备注 备注
机床品牌
型号
检润测滑日系统期
检测时间
主轴油气润滑系统工作正常
主轴冷却油及油箱干净(更换冷却油)
内容
机床的水平
机床的主轴跳动
机床各轴 的反向间隙
主轴对工作 台的垂直度 立柱对工作 台的垂直度 X轴与Y轴之间的垂直度
CNC加工中心二级保养记录表
型号 检测时间
控制系统 检测人员
表单编号:XX-XXX-XX
系列号
项目一:机床基本精度
标准数据
实测数据
X轴
0.01mm/m
Y轴
0.01mm/m
根部
0.000mm
端部
0.003mm(150MM)
X轴
±0.003mm
Y轴
±0.003mm
Z轴
±0.003mm
X向
0.0030mm/300mm
Y向
0.003mm/300mm
X-Z
0.003mm/300mm
Y-Z
0.003mm/300mm
X-Y
0.003mm/300mm
调整后状态
内容
各轴快速移动 主轴定位及换刀点
ATC系统
项目二:机械部分
标准
移动时无异音 主轴定位准确及换刀点准确 ATC机械臂转动正常 刀库内无切屑无油污 刀库转动正常 拉刀杆的爪片是否生锈*
现状
备注
项目三:电气部分
内容
标准
现状
三相 200VAC±10%
单相 110VAC±10%
机床电源
5V电源 5VDC
冷却风扇
24V电源 24VDC
电池电 压
项目八:部门确认
备注 备注
机床品牌
型号
检润测滑日系统期
检测时间
主轴油气润滑系统工作正常
主轴冷却油及油箱干净(更换冷却油)