数控铣床电气原理图
铣床

1
2 Ⅰ3
45 6
7
8 9 10 11
12 13
3
14
Ⅰ
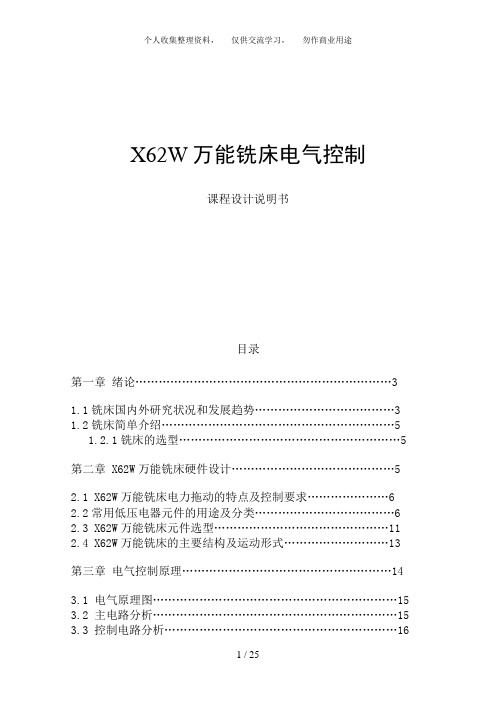
图4-15 主轴部件结构
1-端面键;2-主轴;3-钢球;4-锁紧套;5-主轴套筒;6-波形弹簧;7-锁紧套筒;8-钢球; 9-拉紧杆;10-推力套筒;11-销轴;12-活塞;13-弹簧;14-螺母支架
2.工作台与床鞍
工作台与床鞍支承在升降台的水平矩形导 轨上,见图4-16所示。工作台的横向进给 由安装在工作台前方的交流伺服电动机, 经同步带、滚珠丝杠螺母副传动(图中未 示出)。
2.进给运动
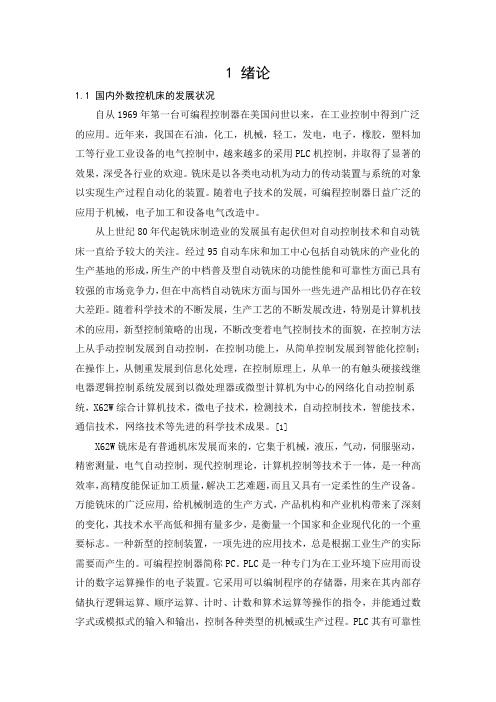
XK5032立式升降台数控铣床采用半闭环进 给伺服系统,通过控制该伺服系统,可驱 动机床各坐标轴分别沿着X、Y、Z三个方 向运动,从而实现二轴半和三轴的联动控 制。
Z
0
ΔY
Y
X
(a)二轴半联动
(b)三轴联动
图4-14 二轴半联动和三轴联动
下面介绍各个方向运动的实现方式
(1) Z向运动。Z向交流伺服电动机的运动通 过同步带传动滚珠丝杠轴Ⅳ,再由螺母,带 动主轴套筒1上下移动,主轴套筒的移动速 度和移动方向靠改变伺服电动机的转速和转 向来实现控制。
2.孔盘变速操纵机构
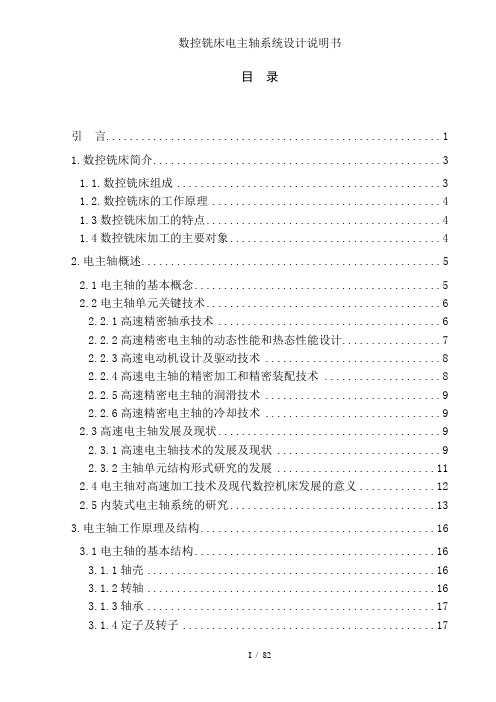
X6132型铣床的主运动及进给运动的变速 都采用了孔盘变速操纵机构进行控制。下 面以主变速操纵机构为例介绍其工作原理。
1 2 D
d
1
(b) 3
2'
2
4
2
3
d
2'
(c)
d
2'
2
D
4 (a)
2' (d)
图4-6 孔盘变速原理图
1-拨叉 ; 2、2'-齿轮轴; 3-齿轮; 4-孔盘
X62W万能铣床电气控制
X62W万能铣床电气控制课程设计说明书目录第一章绪论 (3)1.1铣床国内外研究状况和发展趋势 (3)1.2铣床简单介绍 (5)1.2.1铣床的选型 (5)第二章 X62W万能铣床硬件设计 (5)2.1 X62W万能铣床电力拖动的特点及控制要求 (6)2.2常用低压电器元件的用途及分类 (6)2.3 X62W万能铣床元件选型 (11)2.4 X62W万能铣床的主要结构及运动形式 (13)第三章电气控制原理 (14)3.1 电气原理图 (15)3.2 主电路分析 (15)3.3 控制电路分析 (16)3.4常见故障分析 (19)第四章总结 (21)心得 (21)参考文献 (22)第一章绪论铣床是以各类电动机为动力的传动装置与系统的对象以实现生产过程自动化的技术装置。
电气系统是其中的主干部分,在国民经济各行业中的许多部门得到广泛应用。
b5E2RGbCAP随着电子技术的发展,可编程序控制器日益广泛的应用于机械、电子加工与设备电气改造中。
铣床作为机械加工的通用设备在内燃机配件的生产中一直起着不可替代的作用。
自动铣床具有工作平稳可靠,操作维护方便,运转费用低的特点,已成为现代生产中的主要设备。
自动铣床控制系统的设计是一个很传统的课题,现在随着各种先进精确的诸多控制仪器的出现,铣床控制的设计方案也越来越先进,越来越趋于完美,各种参考文献也数不胜数。
在我国70~80年代大多数铣床中,大多数的开关量控制系统都是采用继电器控制,也有相当一部分辅机系统是采用继电控制。
因此,继电器本身固有的缺陷,给铣床的安全和经济运行带来了不利影响,用PLC对铣床的继电器式控制系统进行改造已是大势所趋。
p1EanqFDPw1.1铣床国内外研究状况和发展趋势从上世纪80 年代起铣床制造业的发展虽有起伏但对自动控制技术和自动铣床床一直给予较大的关注。
经过九五自动车床和加工中心包括自动铣床的产业化生产基地的形成,所生产的中档普及型自动铣床的功能性能和可靠性方面已具有较强的市场竞争力。
X62W万能铣床PLC改造
1 绪论1.1 国内外数控机床的发展状况自从1969年第一台可编程控制器在美国问世以来,在工业控制中得到广泛的应用。
近年来,我国在石油,化工,机械,轻工,发电,电子,橡胶,塑料加工等行业工业设备的电气控制中,越来越多的采用PLC机控制,并取得了显著的效果,深受各行业的欢迎。
铣床是以各类电动机为动力的传动装置与系统的对象以实现生产过程自动化的装置。
随着电子技术的发展,可编程控制器日益广泛的应用于机械,电子加工和设备电气改造中。
从上世纪80年代起铣床制造业的发展虽有起伏但对自动控制技术和自动铣床一直给予较大的关注。
经过95自动车床和加工中心包括自动铣床的产业化的生产基地的形成,所生产的中档普及型自动铣床的功能性能和可靠性方面已具有较强的市场竞争力,但在中高档自动铣床方面与国外一些先进产品相比仍存在较大差距。
随着科学技术的不断发展,生产工艺的不断发展改进,特别是计算机技术的应用,新型控制策略的出现,不断改变着电气控制技术的面貌,在控制方法上从手动控制发展到自动控制,在控制功能上,从简单控制发展到智能化控制;在操作上,从侧重发展到信息化处理,在控制原理上,从单一的有触头硬接线继电器逻辑控制系统发展到以微处理器或微型计算机为中心的网络化自动控制系统,X62W综合计算机技术,微电子技术,检测技术,自动控制技术,智能技术,通信技术,网络技术等先进的科学技术成果。
[1]X62W铣床是有普通机床发展而来的,它集于机械,液压,气动,伺服驱动,精密测量,电气自动控制,现代控制理论,计算机控制等技术于一体,是一种高效率,高精度能保证加工质量,解决工艺难题,而且又具有一定柔性的生产设备。
万能铣床的广泛应用,给机械制造的生产方式,产品机构和产业机构带来了深刻的变化,其技术水平高低和拥有量多少,是衡量一个国家和企业现代化的一个重要标志。
一种新型的控制装置,一项先进的应用技术,总是根据工业生产的实际需要而产生的。
可编程控制器简称PC。
FANUC 0i mate C 数控铣床电气控制系统及PLC控制设计

Abstract Can be
CNC milling machine is a common milling machine used digital control system the control of the program code accurately for milling machining
Key words :FANUC 0i mate C;CNC milling machine; Frequency conversion governor; PLC;Servo drive
FANUC 0i mate C 数控铣床电气控制系统及 PLC 控制设计
目录
引言.....................................................................1 1 FANUC 0i mate C 系统构成...............................................2 1.1 FANUC 0i mate C 系统组成及功能....................................2 1.2 FANUC 0i mate C 系统的配置........................................3 1.3 FANUC 0i mate C 系统的功能连接....................................6 2 系统硬件配置............................................................8 2.1 主轴电机的选型.....................................................8 2.2 交流异步电动机的调速方法...........................................8 2.3 变频调速器工作原理和基本构成......................................10 2.4 变频调速器的选择..................................................12 2.5 变频调速器的参数设置..............................................13 2.6 CNC 变频调速器的连接框图..........................................16 2.7 数控机床进给伺服系统的组成和功能特点..............................16 2.8 伺服电机的选型....................................................19 2.9 进给伺服单元的选型................................................24 3 电气控制系统电路图设计.................................................26 3.1 主轴控制原理图....................................................26 3.2 供电原理图.......................................................26 3.3 CNC 主板............................ ............................27
数控铣床电主轴系统设计说明书
目录引言 (1)1.数控铣床简介 (3)1.1.数控铣床组成 (3)1.2.数控铣床的工作原理 (4)1.3数控铣床加工的特点 (4)1.4数控铣床加工的主要对象 (4)2.电主轴概述 (5)2.1电主轴的基本概念 (5)2.2电主轴单元关键技术 (6)2.2.1高速精密轴承技术 (6)2.2.2高速精密电主轴的动态性能和热态性能设计 (7)2.2.3高速电动机设计及驱动技术 (8)2.2.4高速电主轴的精密加工和精密装配技术 (8)2.2.5高速精密电主轴的润滑技术 (9)2.2.6高速精密电主轴的冷却技术 (9)2.3高速电主轴发展及现状 (9)2.3.1高速电主轴技术的发展及现状 (9)2.3.2主轴单元结构形式研究的发展 (11)2.4电主轴对高速加工技术及现代数控机床发展的意义 (12)2.5内装式电主轴系统的研究 (13)3.电主轴工作原理及结构 (16)3.1电主轴的基本结构 (16)3.1.1轴壳 (16)3.1.2转轴 (16)3.1.3轴承 (17)3.1.4定子及转子 (17)3.2电主轴的工作原理 (17)3.3电主轴的基本参数 (19)3.3.1电主轴的型号 (19)3.3.2转速 (19)3.3.3输出功率 (19)3.3.4 输出转矩 (19)3.3.5电主轴转矩和转速、功率的关系 (20)3.3.6 恒转速调速 (20)3.3.7 恒功率调速 (20)3.3.8 轴承中径 (20)3.4自动换刀装置 (21)4. 电主轴结构设计 (22)4.1主轴的设计 (22)4.1.1.铣削力的计算 (22)4.1.2 主轴当量直径的计算 (23)4.2高速电主轴单元结构参数静态估算 (23)4.2.1 高速电主轴单元结构静态估算的内容及目的 (23)4.2.2轴承的选择和基本参数 (23)4.3轴承的预紧 (24)4.4主轴轴承静刚度的计算 (24)4.4.1 主轴单元主要结构参数确定及刚度验算 (26)4.4.2主轴单元主要结构参数确定 (27)4.4.3主轴强度的校核 (32)4.4.4主轴刚度的校核 (34)4.4.5主轴的精密制造 (35)4.5主轴电机 (36)4.5.1电机选型 (36)4.6主轴轴承 (37)4.6.1轴承简介 (37)4.6.2陶瓷球轴承 (38)4.6.3陶瓷球轴承的典型结构 (40)4.7主轴轴承精度对主轴前端精度影响 (40)4.8拉刀机构设计 (41)4.8.1刀具接口 (41)4.8.2拉刀杆尺寸设计 (42)4.8.3夹具体结构尺寸设计 (43)4.8.4 松、拉刀位移的确定 (45)4.8.5碟型弹簧的设计及计算 (46)4.9HSK工具系统结构特点分析 (48)4.10HSK工具系统的静态刚度 (52)4.10.1 HSK工具系统的变形转角及极限弯矩 (52)5.电主轴的润滑及冷却 (55)5.1润滑介绍 (55)5.1.1润滑的作用和目的 (55)5.1.2 电主轴润滑的主要类型 (55)5.1.3 油气润滑的原理和优点 (57)5.2电主轴的冷却 (58)5.2.1电主轴的热源分析 (58)5.2.2电主轴的冷却方法 (59)5.3电主轴的防尘和密封 (60)6.电主轴的驱动和控制 (61)6.1恒转矩变频驱动和参数设置 (61)6.2恒功率变频驱动和参数设置 (62)6.3矢量控制驱动器的驱动和控制 (64)6.4普通变频器原理 (65)6.5本设计采用的变频器原理 (67)6.6主轴准停 (69)6.6.1主轴的准停功能 (69)6.6.2主轴准停的工作原理 (69)6.6.3主轴准停控制方法 (70)7.主轴动平衡 (72)7.1动平衡介绍 (72)7.2动平衡设计 (73)总结 (75)致谢 (76)参考文献 (77)引言高速机床是实现高速切削加工的前提和条件。
加工中心自动上下料系统-电气原理图

敏特上下料电气控制柜图号:YYFEA71中望C A D 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C AD 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C AD 教育版设计中望C AD 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C AD 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C AD 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C AD 教育版设计中望C AD 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计00010203040506070809101112131415机器人控制12345678910111213141516TBEX1输入SFP1MATSW1输入EX_EMG1EX_EMG1EX_EMG2EX_EMG1G_EMG1G_EMG1G_EMG2G_EMG2SFP1SFP2SFP2MATSW1MATSW2MATSW2KA34491314103.024V-机器人控制TBEX1X2-76X2-7720002001SLQ2008安全门急停中望C A D 教育版设计中望C A D 教育版设计0001020304050607080910111213141516171819202122232425OUT1机床1信号00OUT1.C010*******IN106IN1.C0708091011KA251314KA261314KA271314KA35491314103.124V-KA36491314103.224V-KA37491314103.324V-OUT2OUT2.C OUT3OUT3.CIN2IN2.CIN3IN3.C机床1信号1机床1信号2机床1信号3机床1输入1机床1输入2机床1输入3OUT1机床2信号00OUT1.C0102030405IN106IN1.C0708091011KA281314KA291314KA301314KA38491314103.424V-KA39491314103.524V-KA40491314103.624V-OUT2OUT2.C OUT3OUT3.CIN2IN2.CIN3IN3.C机床2信号1机床2信号2机床2信号3机床2输入1机床2输入2机床2输入3X2-78X2-79X2-80X2-81X2-82X2-83X2-84X2-85X2-86X2-87X2-88X2-89X2-90X2-91X2-92X2-93X2-94X2-95X2-96X2-97X2-98X2-99X2-100X2-101210121022103210421052106210721082109211021112112211421152116211721182119212021212122212321242125中望C A D 教育版设计中望C A D 教育版设计0001020304050607080910111213141516171819202122232425OUT1机床3信号00OUT1.C010*******IN106IN1.C0708091011KA311314KA321314KA331314KA41491314103.724V-KA42491314103.824V-KA43491314103.924V-OUT2OUT2.C OUT3OUT3.CIN2IN2.CIN3IN3.C机床3信号1机床3信号2机床3信号3机床3输入1机床3输入2机床3输入3X1-90X1-91X1-92X1-93X1-94X1-95X1-96X1-97X1-98X1-99X1-100X1-101220122022203220422052206220722082209221022112212中望C A D 教育版设计中望C A D 教育版设计自动/维修/手动急 停HMI中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计中望C A D 教育版设计。
XK714A数控铣床电气控制线路识读
XK714A数控铣床电气控制线路识读XK714A数控铣床工作台左右运动为X坐标,前后运动为Y坐标,均由GK6062-6AF31交流永磁伺服电动机通过同步齿形带、带轮、滚珠丝杠和螺母实现;主轴箱上下运动为Z坐标,其运动由GK6063-6AF31带抱闸的交流永磁伺服电动机通过同步齿形带、带轮、滚珠丝杠和螺母实现。
机床主轴旋转运动则由YPNC-50-5.5-A主轴电动机经同步带及带轮传至主轴。
主轴电动机为变频调速三相异步电动机,由数控系统控制变频器的输出频率实现主轴无级调速。
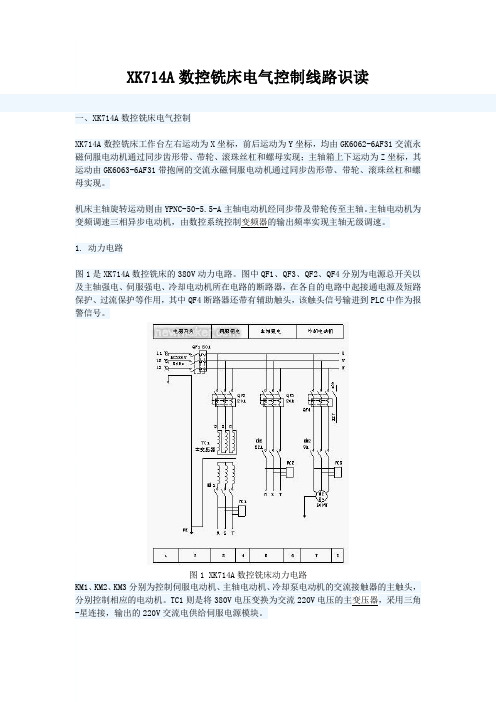
1. 动力电路图1是XK714A数控铣床的380V动力电路。
图中QF1、QF3、QF2、QF4分别为电源总开关以及主轴强电、伺服强电、冷却电动机所在电路的断路器,在各自的电路中起接通电源及短路保护、过流保护等作用,其中QF4断路器还带有辅助触头,该触头信号输进到PLC中作为报警信号。
图1 XK714A数控铣床动力电路KM1、KM2、KM3分别为控制伺服电动机、主轴电动机、冷却泵电动机的交流接触器的主触头,分别控制相应的电动机。
TC1则是将380V电压变换为交流220V电压的主变压器,采用三角-星连接,输出的220V交流电供给伺服电源模块。
RC1、RC2、RC5为阻容吸收器,当相应的电路断开后,可吸收伺服电源模块、主轴变频器、冷却电动机的瞬时开释能量,进行过电压保护。
2. 电源控制线路图2是XK714A数控铣床的电源控制线路。
图中TC2是控制变压器,一次侧接进来自动力电路U、V真个AC380交流电源,二次侧则输出AC110V、AC24V 、AC220V三路。
图2 XK714A数控铣床电源控制线路AC110V供给交流控制线路、电柜热交换器电源; AC24V 供给工作灯线路;AC220V供给主轴风扇电动机、润滑电动机和24V直流稳压电源VC1,并通过低通滤波器滤波后再供给伺服模块、电源模块和24V直流稳压电源VC2。
VC1直流稳压电源将给数控装置、PLC输进输出接口、24V继电器线圈、伺服模块、电源模块、悬挂风扇提供电源;VC2直流稳压电源则给Z轴电动机提供24V的Z轴抱闸装置。
数控机床电气控制电路设计实例
24V 4.5A
S-100-24
4,5
6,7
220B
3 250V 6A 4
润滑电机
主轴风扇
VC1 2
1
24V 6.5A
S-145-24
4,5 6,7
241V
241V1
1
1
QF9 6A
QF8
6A
110A 110B
220A1 220B1
2
2
返回
图6-11 XK714A电源回路
110A
伺服强电
主轴强电
KM5
KM4
336
21 22
334
21 22
RC7 1 KM4
A1
2
A2
RC8 1 KM5
A1
2
A2
RC9 1 KM6
A1
2
A2
110B
图8-5 TK40A交流控制回路
返回
图6-6 TK40A 直流控制图
伺服强电允许 外部运行允许
伺服OK
主轴电机 正转
主轴电机 反转
刀架电机 刀架电机
正转
反转
冷却电机 开/停
上一页 下一页
6.3 XK714A数控铣床电气控制电路
2.电源电路分析 图6-10为电源回路,图中TC2为控制变压器,原方为
AC380V,副方为AC110V、AC220V、AC24V,其中 AC110V给交流接触器线圈、电柜热交换器风扇电机; 3.控制电路分析 (1)主轴电机的控制 如图6-11、图6-12分别为交流控制回路图和直流控制回路 图。 (2)冷却电机控制 (3)换刀控制
44 0 Y0 6
Y0 0 10 0
11 7