工厂设备改善案例共42页
车间精益改善案例
车间精益改善案例
首先,该厂采用价值流映射方法,对生产流程进行了全面的分析和评估。
通过
价值流映射,他们发现了许多不必要的浪费和瓶颈,例如过多的库存、不必要的运输、不稳定的生产周期等。
在识别出这些问题之后,他们制定了改善计划,并采取了一系列措施来解决这些问题。
比如,他们优化了生产线布局,减少了不必要的物料搬运距离;他们实施了库存管理的精益化,减少了库存周转周期;他们改进了设备维护计划,提高了设备稳定性和可靠性。
其次,该厂还引入了精益生产方法,通过实施一体化生产、标准化作业、设备
自动化等措施,大幅提高了生产效率和质量水平。
他们还通过培训和激励员工,激发了员工的创造力和积极性,使他们成为改善的主体。
员工参与了改善活动,提出了许多宝贵的改进建议,这些改进建议被纳入了改善计划,并取得了显著的效果。
最后,该厂还注重了改善成果的持续性和稳定性。
他们建立了一套完善的改善
管理体系,对改善成果进行跟踪和评估,及时发现和解决问题,确保改善成果能够持续稳定地实现。
通过这些措施,该厂不仅取得了显著的经济效益,还改善了员工的工作环境和生活质量,提升了企业的竞争力和可持续发展能力。
总的来说,这个案例充分展示了精益改善方法的强大魅力和巨大潜力。
通过精
益改善,企业可以实现生产效率的显著提高、成本的大幅降低、质量的持续改善和员工满意度的提升。
精益改善不仅是一种管理方法,更是一种企业文化和理念,它能够帮助企业实现可持续发展和持续创新,推动企业不断向前发展。
希望这个案例能够给大家带来一些启发和借鉴,让我们一起努力,共同推动企业的精益改善之路。
21个经典生产车间改善案例
09/08/ 12 09/08/ 12
提案部门 确 认人
IE 车间
操作改善
Before(图片)
After(图片)
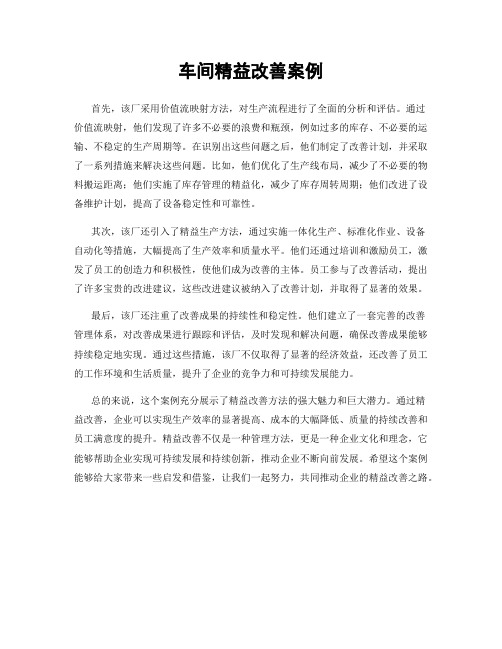
问 题 点
保护膜卷经常掉下 改 善 后 现 状 已执行
改 善 前
原因分析
保护膜没有被固定
改善对策
将两头固定使得保护膜不会掉下
改 善 结 果
保护膜卷不再掉下
改善成果个案
项目名称 项目类别
三星LED键
改善对策
改 善 结 果
1,螺丝被打花小于1% 2,螺丝有专用地方放,明显整齐.
改善成果个案
项目名称 项目类别
友利通面板
提案人 实施人
邹龙庚 邹龙庚
提案时间 完成时间
09/08/ 17 09/08/ 17
提案部门 确 认人
IE 车间
贴胶纸改善
Before(图片)
After(图片)
问 题 点
改 善 前
问 题 点
改 善 前
气压大小无法监控,导致成型机上下压 力无法控制.
无气压表
改 善 后
现 状
已执行
原因分析
改善对策
安装气压表
改 善 结 果
可以清楚气压大小
改善成果个案
项目名称 项目类别
注塑机房
提案人 实施人
车间 生技
提案时间 完成时间
09/08/ 28 09/09/ 3
提案部门 确 认人
车间 车间
改善成果个案
项目名称 项目类别
G18A壳
提案人 实施人
邹龙庚 欧顺利
提案时间 完成时间
09/07/ 28 09/08/ 1
提案部门 确 认人
IE 邹龙庚
21个经典生产车间改善案例
改 善 后
现 状
已执行
原因分析
改善对策
改 善 结 果
1,有效把风挡住 2,不再有灰尘掉下 3,5S整齐
改善成果个案
项目名称 项目类别
不良品标识
提案人 实施人
车间 车间
提案时间 完成时间
09/08/ 17 09/08/ 17
提案部门 确 认人
车间 IE
放置改善
Before(图片)
After(图片)
问 题 点
问 题 点
改 善 前
产品用水口剪花时间长
改 善 后 现 状 已执行
原因分析
水口剪要剪八次
改善对策
制做一个CS。
改善成果个案
项目名称 项目类别
大金成品
提案人 实施人
车间 邹龙庚
提案时间 完成时间
09/08/ 30 09/08/ 31
提案部门 确 认人
改 善 后
现 状
已执行
原因分析
改善对策
改 善 结 果
1,产品不再被机械手刮伤 2,没有灰尘产生。
改善成果个案
项目名称 项目类别
VS7665/7666
提案人 实施人
IE 邹龙庚
提案时间 完成时间
09/07/ 24 09/08/ 27
提案部门 确 认人
IE 车间
操作改善
Before(图片)
After(图片)
After(图片)
问 题 点
改 善 前 原因分析
齿轮为一出四,从机械手下来全部在一 起,没有分开,另外须安排人分开
没有区分开
改 善 后
现 状
已执行
改善对策
制做一个分格子的产品盒
改 善 结 果
机械厂改善案例

机械厂改善案例随着时代的发展和市场需求的变化,许多传统机械厂面临着生产过程不高效、成本过高、品质不稳定等问题。
因此,为了适应市场的竞争,许多机械厂开始进行改善和转型。
本文将通过一个机械厂的改善案例,介绍机械厂如何通过改善来提高生产效率、降低成本和提高产品品质。
该机械厂是一家生产汽车零部件的公司,由于市场竞争的加剧和客户对产品质量的要求提高,该厂面临着生产效率不高、成本高昂、品质不稳定等问题。
因此,该公司决定进行全面的改善和转型。
下面将详细介绍该公司的改善步骤和所取得的成果。
第一阶段是对生产过程进行优化。
该公司首先对生产流程进行了详细的分析,并使用价值流图来识别生产过程中的浪费环节。
通过这一步骤,公司发现了许多可以改进的地方,如物料的运输时间过长、生产设备的停机时间过长等。
随后,公司采取了一系列措施来优化这些问题,如重新布局生产车间以缩短物料运输距离,修复并定期维护设备以减少停机时间等。
通过这些改进,公司的生产效率得到了明显的提高,产品的交货时间也大大缩短。
第二阶段是对成本进行控制和降低。
该公司认识到,成本控制是提高竞争力的重要因素之一。
因此,公司决定从各个方面入手来降低成本。
首先,公司对原材料的采购进行了优化,与供应商建立了长期的合作关系,并逐步减少采购成本。
同时,公司也重视员工的培训和发展,提高员工的技能水平和工作效率,从而减少了人力成本。
此外,公司还加强了与客户的沟通,从而降低了售后服务的成本。
通过这些措施,公司成功地降低了生产成本,并提高了利润率。
第三阶段是对产品品质的提升。
该公司认识到,产品的品质是保持客户的信任和市场竞争力的关键因素。
因此,公司实施了一系列的控制措施来提高产品质量。
首先,公司从产品设计阶段开始,严格控制每个环节的质量,采用先进的质量控制手段,如六西格玛、质量管理系统等。
其次,公司加强了对关键工序的检验和监控,及时发现并解决生产中的质量问题。
通过这些措施,公司的产品质量得到了显著的提升,客户的满意度也大大增加。
生产改善案例

生产改善案例
这个案例发生在一家汽车零部件制造企业。
在过去的生产过程中,由于工人操
作不当、设备老化等原因,导致产品质量不稳定、生产效率低下。
为了解决这一问题,企业决定进行生产改善。
首先,企业对生产流程进行了全面的分析和评估。
他们发现,生产过程中存在
许多不必要的等待时间和重复工序,这导致了生产效率的低下。
于是,企业决定对生产流程进行优化,减少不必要的工序和等待时间,提高生产效率。
其次,企业对生产设备进行了升级和改造。
他们引进了先进的自动化设备,替
代了传统的人工操作,提高了生产效率和产品质量。
同时,他们对设备进行了定期的维护和保养,确保设备运行的稳定性和可靠性。
另外,企业还对员工进行了技能培训和岗位轮岗。
他们通过培训,提高了员工
的操作技能和质量意识,使他们能够更好地适应新的生产流程和设备。
同时,企业还实行了岗位轮岗制度,让员工在不同的岗位上轮岗,增加了员工的工作经验和技能广度,提高了生产的灵活性和适应性。
通过以上的改进措施,这家企业取得了显著的成效。
生产效率得到了大幅提高,产品质量稳定性得到了显著提升,生产成本得到了有效控制。
企业的市场竞争力得到了显著提升,为企业的可持续发展奠定了坚实的基础。
通过这个案例,我们可以得出一些启示,生产改善是一个持续不断的过程,需
要企业全员参与,从生产流程、设备改造、员工培训等方面入手,不断寻求改进和提高。
只有不断地改进和提高,企业才能在激烈的市场竞争中立于不败之地。
希望这个案例能够给大家带来一些启发,帮助大家更好地进行生产改善。
21个经典生产车间改善案例

提案人
项目类别
作业改善
实施人
Before(图片)
邹龙庚 邹龙庚
提案时间 完成时间
09/08/18
提案部门
IE
09/08/18
确 认人
车间
After(图片)
问题点 改善
前 原因分析
改善对策
保护膜上方用纸板档风,导致有灰尘掉到产品上
风大把保护膜吹起,所以用纸板把风挡住,但纸屑 易掉下。
改善 后
重新制作保护膜架,把保护膜架加高。
09/08/19
提案部门
车间
09/08/19
确 认人
IE
After(图片)
问题点 改善 前 原因分析
改善对策
批锋到处飞
产品为尼龙料,批锋多,用刀批时风扇将批锋吹 得到处。
改善 后
将用大胶盒放到桌面,在盒上批后批锋将掉在盒 子中。
现 状 已执行
改 善结 果 5S明显改善.
改善成果个案
项目名称
创维3020面板
提案部门
IE
09/08/12
确 认人
车间
After(图片)
问题点 改善
前 原因分析
改善对策
保护膜卷经常掉下 保护膜没有被固定 将两头固定使得保护膜不会掉下
改善 后
现 状 已执行
改 善结 果 保护膜卷不再掉下
改善成果个案
项目名称 项目类别
三星LED键
提案人
操作改善
实施人
Before(图片)
车间 车间
改
善
没有统一规定地方,放置散乱倒置会漏返工
后
规定每班次QC抽检不良品放到办工室前门口.
现 状 已执行
改 1,不再会漏掉 善结 果 2,不良品会引起班组长,主管的高度 重视
生产改善案例
生产改善案例在现代工业生产中,提高生产效率、降低成本是企业持续发展的关键。
为了达到这一目标,许多企业都在不断探索和实践生产改善的方法。
下面,我们将分享一个生产改善的案例,希望能够对大家有所启发。
这个案例发生在一家汽车零部件制造企业。
在过去,该企业的生产线存在着许多低效、浪费的环节,导致生产效率低下,成本居高不下。
为了改善这种状况,企业决定进行生产线的优化和改造。
首先,企业对生产线进行了全面的调研和分析。
他们发现,在生产过程中存在许多不必要的等待时间和运输时间,以及一些重复的工序,造成了生产线的低效率。
于是,企业决定对生产流程进行重新设计,缩短等待时间和运输时间,消除重复工序,提高生产线的整体效率。
其次,企业引进了先进的生产设备和技术。
他们投资购买了一批高效、智能化的设备,同时对员工进行了技术培训,提高了生产线的自动化水平和生产效率。
这些举措极大地提升了企业的生产能力,降低了生产成本。
另外,企业还注重了人员的管理和激励。
他们建立了一套科学的绩效考核机制,激励员工发挥自己的专业技能和创造力,为企业的生产改善贡献力量。
同时,企业还加强了员工之间的沟通和协作,形成了良好的团队合作氛围,进一步提高了生产效率。
通过以上的改善措施,该企业取得了显著的成效。
生产效率得到了大幅提升,生产成本得到了有效控制,产品质量和交付周期也得到了显著改善。
企业的市场竞争力得到了提升,获得了更多客户的认可和信赖。
通过这个案例,我们可以看到,生产改善并不是一蹴而就的,而是需要企业全面的分析、创新和实践。
只有不断地优化生产流程、引进先进技术、加强人员管理,企业才能够在激烈的市场竞争中立于不败之地。
总之,生产改善是企业持续发展的关键。
希望这个案例能够对大家有所启发,也希望各位在实践中能够根据自身的情况,找到最适合自己的生产改善方法,为企业的发展贡献力量。
让我们共同努力,不断提升生产效率,实现更加美好的未来!。
车间改善案例

车间改善案例在现代工业生产中,车间的改善是非常重要的,它直接关系到生产效率和产品质量。
下面我将以某工厂车间改善为例,分享一些改善的经验和方法。
首先,我们需要明确改善的目标。
在这个案例中,工厂车间的目标是提高生产效率和产品质量。
为了达到这个目标,我们采取了一系列的措施。
其一,我们对车间的布局进行了优化。
通过重新规划机器设备的摆放位置,使得生产流程更加顺畅,减少了物料运输的时间和成本。
同时,我们也增加了工作人员的工作台,减少了物料的搬运次数,提高了工作效率。
其二,我们引进了先进的生产设备。
新设备的使用不仅提高了生产效率,还提高了产品的质量。
同时,新设备的自动化程度也减少了人力成本,使得生产过程更加稳定和可靠。
其三,我们加强了员工的培训和技能提升。
通过培训,员工们更加熟练地掌握了新设备的操作方法,提高了生产效率。
同时,员工们的技能提升也使得产品的质量得到了保障。
其四,我们建立了一套完善的质量管理体系。
通过对生产过程的监控和检测,及时发现和解决问题,保证了产品质量的稳定和可靠。
最后,我们还对车间的环境进行了改善。
通过改善车间的通风、照明等设施,提高了员工的工作舒适度,减少了因为工作环境不佳而引起的事故和错误,提高了生产效率和产品质量。
通过以上一系列的改善措施,工厂车间的生产效率得到了显著提高,产品质量也得到了有效保障。
这个案例充分说明了车间改善的重要性,也为其他工厂提供了一些借鉴和参考的经验。
总而言之,车间改善是一个系统工程,需要从多个方面进行综合考虑和改进。
只有不断地优化和改善,才能使得工厂的生产效率和产品质量得到有效提升。
希望这个案例能够对大家有所启发,也希望大家能够在自己的工作中不断地寻求改善,使得工作更加高效和顺利。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• (2)反复调整原生产线的无压力输送带变频器速 度,加、减速时间等形成从前往后逐渐递减的方 式,减少了倒瓶的可能性。
• (3)调整输送带光电开关、接近开关等有关传感 器位置,达到最佳控制状态。
右。
25
设备介绍及方案
• 5线输送带控制系统采用德国西门子s7-200PLC进 行控制。
• 5线灌装机控制系统采用德国西门子s7-300PLC, 并配备操作触摸屏。
• 方案:利用现有输送带停止按钮,实现灌装机堵 瓶停机。
• 缺点:1.需人工操作,有在线质检根据实际情况 进行。
•
2.控制复杂,需要在输送带和灌装机两
14
灌装机硬件组态1
15
灌装机改善程序1
16
灌装机硬件组态2
17
灌装机改善程序2
18
灌装机改善程序2
19
灌装机模拟量输入模块接线图
20
灌装机模拟量输出模块接线图
21
4.4线装箱机改善
• 对装箱机的改善主要有两个方面: • 1.装箱机改善1-漏抓检测:原装箱机工作台输送
带上瓶还没有完全满的时候,也会抓瓶,这样容 易造成漏抓。经过改善基本消除了这种现象。 • 2.装箱机改善2-抓瓶头架限位保护,抓瓶头就放箱,这样很容易撞坏抓瓶 头架。
22
装箱机改善1-漏抓检测
23
装箱机改善2-抓瓶头架限位保护
24
5.5线灌装机堵瓶解决方案
• 5线灌装机出口没有堵瓶检测停机装置 ,经常会造成出口输送带堵瓶,灌装 机无法及时停机。造成大量废瓶和水 。
• 据统计,每班平均有10多个以上废瓶 。
• 每次处理废瓶需15分钟左右时间,假
设每班影响2次生产,影响效率8%左
• 系统控制方面,既有单一控制系统,还有以太网 控制系统,ASI总线控制系统,Profibus总线控制 系统,MPI总线控制系统。
2
方案论证
• 根据龙门生产线的特点,我们结合DMW解决问题 的方法,近几年对生产线进行了许多行之有效的 改善,由于改善较多,不易一一叙述,下面仅主 要介绍2019年5个典型电气改善案例:
• 从曲线变化可看出,后期的效率非常稳定。
32
3线PE曲线
33
4线PE曲线
34
5线PE曲线
35
改善分享
• 下面是2019-2019年度龙 门工厂一些电气方面的重 点改善案例,供大家参考 。
36
2019年电气方面主要改善汇总
37
2019年电气方面主要改善汇总
38
2019年电气方面主要改善汇总
1
龙门生产线电气介绍
• 龙门5条生产线,电气控制方面大部分采用德国西 门子s7-300PLC控制系统,全冠机采用日本三菱 FX2N系列PLC,SIDEL和3线吹瓶机采用s7400PLC。
• 目前全厂共有s7-300PLC 40台,s7-200PLC 5台 ,s7-400PLC 2台,三菱PLC15台,欧姆龙PLC4 台,施耐德PLC 2台。共计使用PLC大约70多台 左右。使用变频器、伺服驱动器共计300多台。
工厂电气设备关键改善
方案背景
• 工厂目前共有5条线生产线。 • 1、2线是新美星灌包装加全冠吹瓶机。 • 3线也是新美星灌包装加达意隆吹瓶机。 • 4线从原深圳工厂搬迁过来的。由于生产线是96年
的设备,后经几家供应商改造,搬迁后设备操作人 员又不熟悉设备,造成生产效率很低,很长时间PE 都在60%左右徘徊。特别是电气方面的故障率很高 。所以,我们12年对4线的改善力度较大。 • 5线采用新美星灌装机,包装采用永创设备,加达 意隆吹瓶机。
11
码垛机改造前程序
12
码垛机改造后程序
13
3.4线灌装机改善
对灌装机主要做了两个改善: 1.加装了模拟量输出模块,给水处理提供灌装机液
位信号,满足水处理自动控制比例阀进行PID调 节,实现恒水位供水。 2.原PLC的CPU自带模拟量输入模块已损坏,没有 液位和灌装机速度信号输入,根据公司现有模块 ,将原有两位模拟量输入模块更换为8位模拟量模 块,满足生产需求,为公司节约一个CPU费用, 大约一万多元。
无影响。
27
控制原理电路图s7-300
28
控制原理电路图s7-200
29
输送带增加程序
30
灌装机增加程序
31
总结
• 通过我们的不断努力,龙门工厂5条线的效率不断 提升,1、2线效率目前已稳定在90%以上。3线 效率也接近90%。4线PE由元月份的40.60%提高 到最高的十月份86.19%,5线PE由46%提高到 90%以上,效果是明显的,并且较稳定,再经过 今年的大修,效率达到90%以上应该没有问题。 下面三个图表是3、4、5线12年全年PE变化情况 :
台控制柜之间进行信号控制,需要在两个PLC上
更改程序。
26
控制方案及实施步骤
• 1.根据两台PLC的I/O点状态,确定有多余的点数。输送带 输出Q2.0,通过加中间隔离继电器,输入到灌装机PLC输 入点I5.0,控制灌装机在自动状态下的停止。并选择DC24v 继电器作为中间继电器。
• 2.绘制控制原理电路图。 • 3.根据电路图布线、接线。 • 4.分别对两台PLC进行编程。 • 5.两台机送电调试,验证结果正确无误。 • 6.正式生产时还要进行观察,是否对两台机的运行状态有
• 1.4线无压力输送带倒瓶改善 • 2.4线码垛机层数改善 • 3.4线灌装机液位问题改善 • 4.4线装箱机缺陷改善 • 5.5线灌装机控制改善
3
鱼骨图分析
4
长期解决方案
6
1.4线无压力输送带改善
• 无压力输送带是这条生产线问题最严重的地方之 一。曾经有时候用2、3个操作工专门负责解决倒 水问题。我们主要采取的措施有几个方面:
7
无压力增加程序1
8
无压力增加程序2
9
无压力增加程序3
10
2.4线码垛机改善
• 对码垛机的改善主要有以下几方面: • (1)原码垛机600ml为6层。我们根据物流
要求,改为7层码垛。刚开始采用人工修改 层数,后经过分析原程序,修改为自动码7 层,无需人工调整。(具体程序见后) • (2)更换继电器,解决拖箱板减速不准问 题。
39
结束语
谢谢!