压铸机点检表
2 东洋压铸机点检保养及注意事项

TOYO压铸机点检表公司名称:有限公司设备型号:BD- V4-T设备编号:进厂日期:年月点检日期: 20 年月日点检人:1.日保养:2.一月保养(东洋压铸机每满一个月机器会自动显示保养的内容)。
4.六个月保养(东洋压铸机满六个月机器会自动显示保养的内容)。
6.二年保养(东洋压铸机每满二年机器会自动显示保养的内容)。
TOYO机点检保养注意事项1.黄油的加点:要1-3个月定期的加注。
A:定模板;B:顶出杆部分;C:压射部分。
2.液压油二年一换、一年一检。
(乳白色乳化、黑色有杂质)。
3.油冷却器:油温15℃-55℃在规定的水量下要求油温在此范围否则认为设备不正常。
视情况半年检查一次,油温高时要检查过虑网是否堵塞。
4.皮囊半年要检查一次,皮囊释放能量和反应速度比活塞式的储能器要强、但维修费用比活塞式的储能器高,氮气的充入压力要恰当,高了会胀破,低了会折破。
所以要视情况半年用肥皂水点检一次。
5.焊接时要拔调AVR1(±15V) AVR2(5V) AVR3(24V 306-308)AVR5(3.3V) AVR6(12V)电源和ATC BOARD的CAT8的插头。
6.作业时,身体不可进入机器的任何可动部分。
7.机器的安全装置,不可拆除,不可改造。
8.动模座下的滑板、钢带是易损品,最好2年更换一次。
9.操作机器前,要检查机器的安全钩和紧急停止。
10.机器的电气回路,不得变更。
11.控制柜打开时,请先断掉一次侧电源。
12.动定模板有水、脱模剂,的污染。
时间长了有凹陷,须定期清洁(1周)加黄油、防锈油。
压铸机检点表

月 1.检查传动机构是否正常,并进行维护保养 保 2.检查锤头与料锅状况,并进行维护保养 养 项 3.电路与管路检查并进行保养 目 4.检查各零件与连接装置状况,并进行保养
执行人:
监督人:
审查:
备注:1.记录符号: 正常“○”,异常“▲”,正在维修“■”,维修正常“●”。
2.每日八点半前完成日保养,每周定在周一至周二、每月保养时间按安排日期进行。
日 3.确认散热风扇能否正常运转 检 4.设备运行时是否有异声异味 点 项 5.是否有水、气、油泄漏 目 6.油位是否正常
7.传动结构是否润滑、动作是否顺畅
Байду номын сангаас
8.导柱及连接机构是否连接牢固
周 1.检查各连接机构状况是否松动、磨损 保 2.温控系统是否正常 养 项 3.熔炉及其烟管清理 目 4.检查润滑油油位与供给是否正常
XXXXXXXXX制品有限公司
压铸机维护保养表
设备编号:
使用单位:
存放地点:
月份:
周期 检查要求 1.交班时是否已清理炉灰
日期
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
2.是否每个小时检查一次熔炉火力
3.若有设备异常发生,则应立即申请维修,维修好后应将维修内容记录于设备履历表内。
4.月末最后一工作日领取下月点检表并于次月第一个工作日将上月点检交于管理部门。
压铸作业验证检查(生产开工确认)表
带班者 是□ 否□
11 不良品是否处理
生产者 是□ 否□
12 本班次末件是否合格
设备工作状态是否正常 注:如不正常则附页说明
检验员 是□ 生产者 是□
否□ 否□
交 各种记录是否填好
生产者 是□
接 班
6S是否彻底
生产者 是□
13 记 产品质量状态是否良好 录 注:如不良则在备注中阐明情况
生产者 是□
情 况
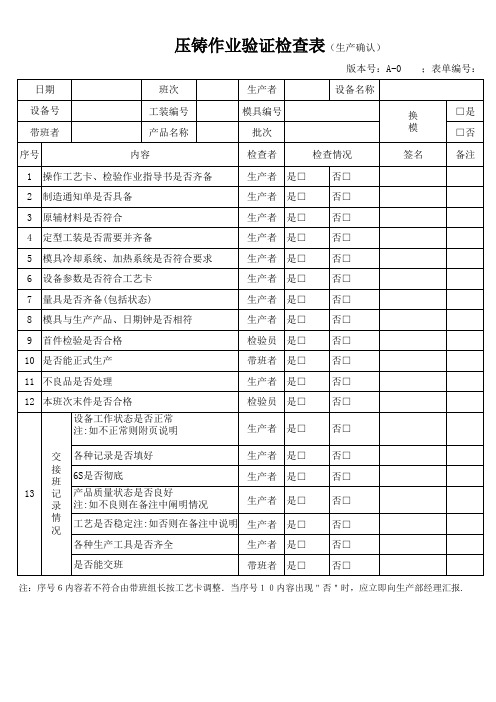
压铸作业验证检查表(生产确认)
版本号:A-0 ;表单编号:
日期
班次
生产者
设备名称
设备号 带班者
工装编号 产品名称
模具编号 批次
换
□是
模
□否
序号
内容
检查者
检查情况
签名
备注
1 操作工艺卡、检验作业指导书是否齐备
生产者 是□ 否□
2 制造通知单是否具备
生产者 是□ 否□
3 原辅材料是否符合
生产者 是□ 否□
4 定型工装是否需要并齐备
生产者 是□ 否□
5 模具冷却系统、加热系统是否符合要求
生产者 是□ 否□
6 设备参数是否符合具是否齐备(包括状态)
生产者 是□ 否□
8 模具与生产产品、日期钟是否相符
生产者 是□ 否□
9 首件检验是否合格
检验员 是□ 否□
10 是否能正式生产
工艺是否稳定
注:如否则在备注中说明 生产者 是□
各种生产工具是否齐全
生产者 是□
是否能交班
带班者 是□
否□ 否□ 否□ 否□ 否□ 否□
注:序号6内容若不符合由带班组长按工艺卡调整.当序号10内容出现"否"时,应立即向生产部经理汇报.
压铸模具成型点检记录表
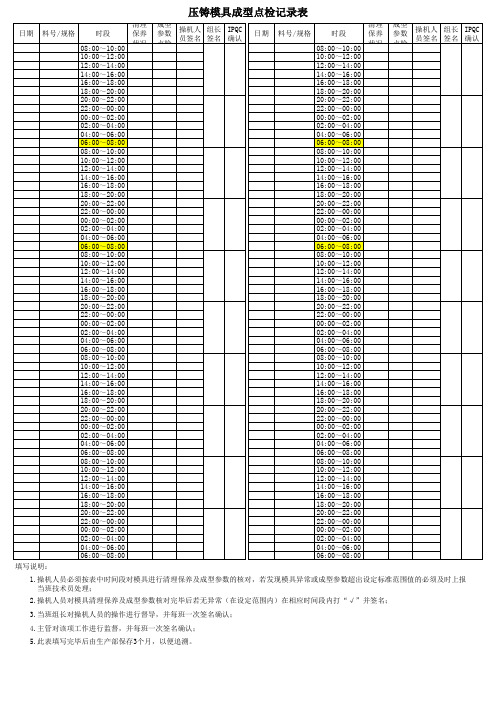
日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认日期料号/规格时段清理保养状况成型参数点检操机人员签名组长签名IPQC 确认08:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:0008:00~10:0008:00~10:0010:00~12:0010:00~12:0012:00~14:0012:00~14:0014:00~16:0014:00~16:0016:00~18:0016:00~18:0018:00~20:0018:00~20:0020:00~22:0020:00~22:0022:00~00:0022:00~00:0000:00~02:0000:00~02:0002:00~04:0002:00~04:0004:00~06:0004:00~06:0006:00~08:0006:00~08:005.此表填写完毕后由生产部保存3个月,以便追溯。
铸造机械安全检查表

检查时间:
#
检查要点
检查结果
整改意见
1
设备结构有足够的强度、刚度及稳定性,基础坚实
2
所有管路密封良好,无泄漏
3
安全装置和防护装置齐全,安全可靠
4
控制系统清晰灵敏,作业点均有急停开关
5
防尘、防毒设备设施完:压铸型区应有防护装置,且与压射程序连锁
制芯机:芯盒加热棒长短适中,线头连接整洁,安全可靠
混砂机:防护罩有足够的强度,检修门电气连锁,取样门大小合理
抛(喷)丸设备:设备密封良好,门(孔)电气连锁
检查意见
检查人员(签字):被检查单位人员(签字):
压铸点检表

上海明冠实业有限公司
确 认点检方法
判定基准12345678910111213141516171819202122232425262728293031锌块是否溶化锌渣是否清理掉2
安全门(正反面)手动操作门开时不能合模3
压射头目视是否漏锌1.无异常音2.无异常振动3.无焦臭味5加料斗冷却
水回水管
目视 3.有无漏水6进水手阀方向
手阀方向:目视管理标记7润滑油位置
目视下限以上8
温度箱目视是否在设定的范围内9
急停开关手急停后是否停止工作10
起动开关手起动以后,机器是否正常工作11吊葫芦
目视不可超重≤1.5T 要修理(×)已提出修理申请(○)修理完了(△)未使用时(\)月度 点检(月初 实绩)
月 日异 常 内 容点检方法判定基准1冷却水管路
目视 .触觉过滤器清扫,水路畅通2模具吊环目视检查是否有裂痕
手保存期限一年目视鼻所属领导最终确认耳
记入者点检项目
记事
确认印4
电机油泵油马达耳鼻点检者(每日早班班前点检)
备注:月度点检由车间主管负责( 处)记入方法:良好(√)结果实施日
1
干锅目视陈雪红点检项目MG/SC-009 -A/1 T 压铸机 设备日常点检表
年 月设备型号编号作 成
胡树林5811
13
7
42109。
压铸工艺检验记录表

压铸机编号 零件编号 零件名称 模具编号 点检人 点检项目 一快位置 一快流量 二快位置 二快流量/圈数 增压位置 增压流量/圈数 增压触发压力 压射时间 冷却时间 增压延时 回锤延时 压射压力表 料柄厚度 喷涂液浓度 铝液温度 喷涂工艺点检 模具冷却水是否畅通 说明:点检人按压铸工艺内容进行工艺点检记录,符合工艺卡的为√,不符合填写数值并在交接班里注明不符合原因,没有特殊情况必须严格按照规定工艺执行,没有工艺参数的为/。 备注:如有工艺不能指导生产,或生产不稳定,请及时反馈。
压铸机型号
设备是否完好
文件编号
年/月
版本号
1
2
3
4
5
6
7
89Biblioteka 101112
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
压铸机设备点检表

部门:压铸 设备名称:压铸机 日期 点检项目
1.确定紧急停机开关是否切断 油泵电机电源 2.检查中央润滑系统观察部位 是否良好,有无油管脱落及断 裂,渗现象 3.检查液压油位是否正常 4.开机一段时间后,检查液压 油油温是否升的太快 5.检查机台是否漏水 6.前后安全门动作检查,要用 手动或自动两种方式锁模进行 7.气压是否正常(5-6.5kg/C ㎡)
周检人签字:
备注:1.“√”表示检验合格,“×”表示不合格,“O”表示维修:2.检查维护之不合理情况及采取措施需纪录于<<设备保养纪录>>中。每年春节放假前进行液压油更换。
主管:
制表:
设备编号: 型号: 1 0 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
点检人签字: 监督人确认 周检项目 判定 周次 第一周 第二周 第三周 第四周 处理纪录:
1.润滑所有用润滑的移动部位 2.检查各开关触点,无松脱现象 3.检查各部位,无漏油现象 4.收紧松脱的机械元件
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
废品数
合格数ห้องสมุดไป่ตู้
合格率
填表人:
4、增压速度:
4、保温炉是否正常;
5、慢射速度:
5、喷涂装置工作是否正常;
6、持压时间:
6、浇注装置工作是否正常;
7、保温温度:
7、润滑油位是否正常;
8、压射压力:
8、压射冲头声音是否正常;
注:填写实际数值,确认是否与工艺要求相符;保温温度与压射压力每2H检查一次。
9、压射冲头磨损是否能正常生产;
10、压射冲头是否存在倒铝现象;
压铸车间日点检项目表
产品名称
副机手
模具
产品图号
班次
主机手
时间
生产状态
A、日常生产B、停机/过程中断C、设备维修D、模具更换E、过程参数更改F、产品更改G新产品试验H其它
工艺状态确认:
设备状态确认:
1、二速位置:
1、联动工作是否正常;
2、增压位置:
2、循环水是否正常;
3、二速速度:
3、位油温是滞正常;
5、工具摆放是否合理有序;
7、开合模状态是否正常;
6、压射系统是否泄漏;
8、型芯是否正常;
7、日期与班次标识是否正常;
9、模具是否有与工件缺陷有关联;
8、生产数量与质量是否正常;
首件成品检验
外观自检
外观专检
尺寸检验
检验员
是否合格
缺陷统计:
缺陷名称
冷隔
缩陷
拉伤
裂纹
缺肉
气泡
其他
压铸模数
冷模数
质量原因分析:
11、压射冲头润滑是否正常;
模具状态确认:
12、系统压力是否在规定范围;
1、冷却水是否接通;
其他:
2、紧固螺栓是否牢固;
1、安全设施是否到位与执行;
3、滑块动作及连接是否正常;
2、压铸作业工艺卡是否在现场;
4、顶出机构是否正常;
3、作业工具是否齐全;
5、顶杆及导柱润滑是否正常;
4、现场是否清扫;
6、模具表面粘附情况是否正常;