机加工表面粗糙度
机加工表面粗糙度
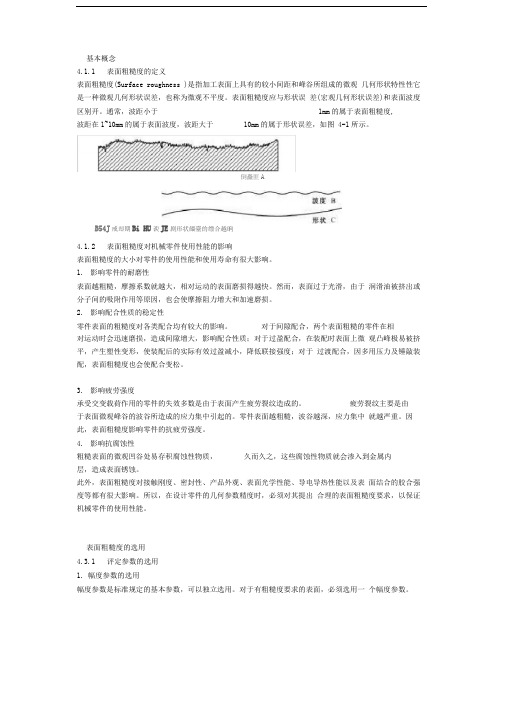
基本概念4.1.1表面粗糙度的定义表面粗糙度(Surface roughness )是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm的属于表面粗糙度,波距在1~10mm的属于表面波度,波距大于10mm的属于形状误差,如图 4-1所示。
倒矗匪AB54J戒却期Bi HU谀JE剧形状餾臺的缥合越晌4.1.2表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1.影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2.影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
3.影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4.影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
表面粗糙度的选用4.3.1 评定参数的选用1.幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。
改善机械零件加工表面粗糙度的方法

在机械零件加工行业,工件表面粗糙度也称光洁度,一般精密加工件的表面粗糙度要求比较高,在机械零件加工过程中,以下5种方法可以控制机械零件加工表面粗糙度,快来看看吧!
1.切削加工用量:是指可以在切削进给量上,可适当减少表面加工量。
2.选用刀具几何参数:从加工刀具几何参数上,可适当减小副偏角和增大刀尖圆弧半径,必要时可磨出修光刃。
使切削加工容易,降低表面粗糙度。
3.控制机床振动:可从减小刀具与工件间的摩擦、挤压上着手,使刀具刃磨得锋利,加注切削液和对某些韧性好的工件材料进行适当的热处理等。
4.选择合理的加工工艺:对精密机械零件加工过程中,加工工艺流程也非常重要,如工艺流程不合理可能会影响加工品质与生产效率。
很多精密加工件需要粗加工后精加工完成光洁度要求。
5.原材料选择不同:机械设备零配件上,由很多不同原材料加工组成,根据原材料密度不同,加工过程中刀具与机床选用直接关联到表面粗糙度。
以上就是5种改善机械零件加工表面粗糙度的方法,,希望能够帮助到大家!。
影响机械加工表面粗糙度的几个因素及措施

职教类影响机械加工表面粗糙度的几个因素及措施摘要:表面粗糙度是零件表面所具有的微小峰谷的不平程度,它是评价零件的一项重要指标。
一般说来,它的波距和波高都比较小,是一种微观的几何形状误差。
对机械加工表面,表面粗糙度是由切削时的刀痕,刀具和加工表面之间的摩擦,切削时的塑性变形,以及工艺系统中的高频振动等原因所造成的。
表面粗糙度是检验零件质量的主要依据,它的选择直接关系到生产成本、产品的质量、使用寿命。
关键词:机械加工表面粗糙度提高措施随着工业技术的飞速发展,机器的使用要求越来越高,一些重要零件在高压力、高速、高温等高要求条件下工作,表面层的任何缺陷,不仅直接影响零件的工作性能,而且还可能引起应力集中、应力腐蚀等现象,将进一步加速零件的失效,这一切都与加工表面质量有很大关系。
因而表面质量问题越来越受到各方面的重视。
一、机械加工表面粗糙度对零件使用性能的影响表面粗糙度对零件的配合精度,疲劳强度、抗腐蚀性,摩擦磨损等使用性能都有很大的影响。
1、表面质量对零件配合精度的影响(1)对间隙配合的影响由于零件表面的凹凸不平,两接触表面总有一些凸峰相接触。
表面粗糙度过大,则零件相对运动过程中,接触表面会很快磨损,从而使间隙增大,引起配合性质改变,影响配合的稳定性。
特别是在零件尺寸和公差小的情况下,此影响更为明显。
(2)对过盈配合的影响粗糙表面在装配压入过程中,会将相接触的峰顶挤平,减少实际有效过盈量,降低了配合的连接强度。
2、表面质量对疲劳强度的影响零件表面越粗糙,则表面上的凹痕就越深明,产生的应力集中现象就越严重。
当零件受到交变载荷的作用时,疲劳强度会降低,零件疲劳损坏的可能性增大。
3、表面质量对零件抗腐蚀性的影响零件表面越粗糙,则积聚在零件表面的腐蚀气体或液体也越多,且通过表面的微观凹谷向零件表层渗透,形成表面锈蚀。
4、表面质量对零件摩擦磨损的影响两接触表面作相对运动时,表面越粗糙,摩擦系数越大,摩擦阻力越大,因摩擦消耗的能量也越大,并且还影响零件相对运动的灵活性。
表面粗糙度参数
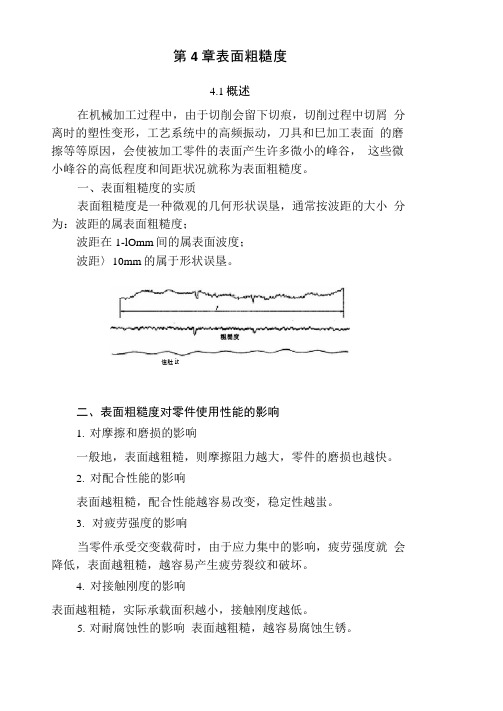
第4章表面粗糙度4.1概述在机械加工过程中,由于切削会留下切痕,切削过程中切屑分离时的塑性变形,工艺系统中的高频振动,刀具和巳加工表面的磨擦等等原因,会使被加工零件的表面产生许多微小的峰谷,这些微小峰谷的高低程度和间距状况就称为表面粗糙度。
一、表面粗糙度的实质表面粗糙度是一种微观的几何形状误垦,通常按波距的大小分为:波距的属表面粗糙度;波距在1-lOmm间的属表面波度;波距〉10mm的属于形状误垦。
住肚it二、表面粗糙度对零件使用性能的影响1.对摩擦和磨损的影响一般地,表面越粗糙,则摩擦阻力越大,零件的磨损也越快。
2.对配合性能的影响表面越粗糙,配合性能越容易改变,稳定性越蚩。
3.对疲劳强度的影响当零件承受交变载荷时,由于应力集中的影响,疲劳强度就会降低,表面越粗糙,越容易产生疲劳裂纹和破坏。
4.对接触刚度的影响表面越粗糙,实际承载面积越小,接触刚度越低。
5.对耐腐蚀性的影响表面越粗糙,越容易腐蚀生锈。
此外,表面粗糙度还影响结合的密封性,产品的外观,表面涂层的质量,表面的反射能力等等,所以要给予充分的重视。
4.2表面粗糙度的评定一•基本术语1•轮廓滤波器把轮廓分成长波和短波成分的滤波器。
2.M虑波器确定粗糙度与波纹度成分之间相交界限的滤波器。
3•取样长度用以判别具有表面粗糙度特征的一段基准线长度。
规定和选取取样长度的目的是为了限制和削弱表面波纹度对表面粗糙度测量结果的影响。
推荐的取样长度值见表41。
在取样长度内一般应包含五个以上的轮廓峰和轮廓谷。
4.评定长度评定表面粗糙度时所必须的一段基准线长度。
为了充分合理地反映表面的特性,一般取1口=51。
5.轮廓中线m 用以评定表面粗糙度值的基准线。
(1)轮廓的最小二乘中线具有几何轮廓形状并划分轮廓的基准线。
在取样长度范围内,使被测轮廓线上的各点至该线的偏距的平方和为最小。
即:(,r Z2J(> " dx = min(2)轮廓的算术平均中线在取样长度内,将实际轮廓划分为上、下两部分,并使上、下两部分的面积相等的基准线。
机械加工中的表面粗糙度与加工精度分析

机械加工中的表面粗糙度与加工精度分析引言:在机械加工过程中,表面粗糙度和加工精度是两个关键参数。
表面粗糙度是指工件表面的不规则度,而加工精度则是衡量加工结果与设计要求的接近程度。
这两个参数直接影响着产品的质量、性能和寿命。
本文将分析机械加工中表面粗糙度与加工精度的关系,并探讨一些改善加工质量的方法。
一、表面粗糙度与加工精度的定义和测量方法1. 表面粗糙度的定义表面粗糙度是指工件表面的不平滑度或不规则度。
它是由加工过程中切削工具与工件表面摩擦及切削引起的微小凹凸所形成的。
表面粗糙度可以以数值形式表示,通常使用Ra(均方根粗糙度)或Rz(最大峰值粗糙度)进行表征。
越小的数值表示表面越光滑。
2. 加工精度的定义加工精度是指工件实际加工结果与设计要求的接近程度。
它通常用公差来表示,是加工过程中所能保持的最大形状偏差。
加工精度的标准可以根据具体的产品需求而定,如汽车制造中的零件加工精度要求较高,需要达到很小的公差。
3. 表面粗糙度的测量方法表面粗糙度的测量可以使用多种仪器和方法。
常见的测量仪器有表面粗糙度仪、激光扫描仪和电子显微镜等。
这些仪器可以测量出工件表面的纹理、高度和形状等参数,并根据国际标准对其进行评价和分类。
二、表面粗糙度与加工精度的关系1. 表面粗糙度对加工精度的影响表面粗糙度对加工精度有直接影响。
当工件表面粗糙度较大时,切削刀具与工件表面的接触面积会增大,切削力也会增加。
这样容易导致加工误差和形状偏差的增大,从而降低加工精度。
2. 加工精度对表面粗糙度的影响加工精度对表面粗糙度也有一定的影响。
在加工过程中,加工工艺参数的选择和控制是保证加工精度的关键。
如果加工参数选择不当,容易造成工件表面过度磨损或过度切削,从而导致表面粗糙度的增加。
三、改善加工精度与表面粗糙度的方法1. 选择合适的加工工艺与刀具在机械加工过程中,选择合适的加工工艺和刀具是提高加工精度和控制表面粗糙度的关键。
不同材料和工件形状适合不同的加工工艺和刀具。
机械加工表面粗糙度

机械加工表面粗糙度表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响,粗糙度表示方式零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。
表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法和(或)其他因素形成的。
零件表面的功用不同,所需的表面粗糙度参数值也不一样。
零件图上要标注表面粗糙度代(符)号,用以说明该表面完工后须达到的表面特性。
表面粗糙度高度参数有3种:1.轮廓算术平均偏差Ra在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。
2.微观不平度十点高度Rz指在取样长度内5个最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
3.轮廓最大高度Ry在取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。
目前,一般机械制造工业中主要选用Ra。
Ra值按下列公式计算:Ra=1/l ∫t0|Y(x)|dx或近似为Ra= 1/n ∑|Yi|。
式中,Y为轮廓线上的点到基准线(中线)之间的距离;ι为粗糙度多用于表征钢板,因为钢板涂覆前必须要有一定得粗糙度,否则油漆的咬合力不足,容易脱落。
机械加工表面粗糙度机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称:镜面。
其加工后的表面质量直接影响被加工件的物理、化学及力学性能。
产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。
一般而言,重要或关键零件的表面质量要求都比普通零件要高。
这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
机械制造中的机械加工表面粗糙度工作原理
机械制造中的机械加工表面粗糙度工作原理机械加工是指通过削、切、磨等工艺将工件原有形状进行改变以满足一定尺寸、形状和粗糙度要求的加工方法。
在机械制造过程中,机械加工表面粗糙度的控制是十分重要的,它直接影响到零件的功能和使用寿命。
本文将介绍机械加工表面粗糙度的工作原理。
一、表面粗糙度的概念表面粗糙度是指工件表面上凹凸不平的程度,通常用Ra(平均粗糙度)来表示。
在机械加工中,我们常常要求工件表面光洁度高、粗糙度小,以确保零件的密封性、运动性和装配性能。
二、机械加工表面粗糙度的影响因素机械加工表面粗糙度受到多种因素的影响,主要包括以下几个方面:1.切削参数:切削速度、进给量、切削深度等切削参数直接影响到工件表面的质量。
一般来说,切削速度越大、进给量越小、切削深度越小,工件表面的粗糙度就越小。
2.切削工具状况:切削工具的磨损情况对工件表面质量有重要影响。
切削工具磨损过度会导致切削力增大、表面粗糙度加大。
所以,及时更换和修磨切削工具能够有效控制表面粗糙度。
3.工件材料:工件材料的硬度、韧性等性质会影响机械加工的精度和表面质量。
例如,硬度较高的材料可能导致切削刀具的磨损,从而影响表面的粗糙度。
4.切削方式:不同的切削方式,如车削、铣削、磨削等,对工件表面粗糙度的影响也有所不同。
三、机械加工表面粗糙度的控制方法为了能够控制机械加工表面的粗糙度,在实际操作中可以采取以下措施:1.选择合适的工艺参数:根据工件材料、形状和要求,合理选择切削速度、进给量、切削深度等参数,以获得较小的粗糙度。
2.使用高质量的切削工具:选择具有良好刚性和耐磨性的切削工具,并保持其锋利度,以便实现更好的切削效果。
3.优化切削方式:根据工件的特点,选择合适的切削方式。
有时候,可以采用一些先进的切削方式,如超声波切削、电火花加工等,以改善表面粗糙度。
4.后续加工工艺:有时候,机械加工的表面粗糙度无法满足要求,可以考虑通过后续加工工艺来改善。
例如,研磨、抛光等方法可以使工件表面更加光滑。
机械加工表面粗糙度解释及测量
較低的光潔度對于盡快加工零件和盡量減 少輔助工作量有明顯的經濟效益。何況 在某些用途中﹐一定的粗糙性可以提高 零件的功能﹐有些零件甚至明確規定了 最大和最小粗糙度的值。舉例來說﹐具 有一定粗糙度的表面常常可以增加漆層 或其它涂敷層的黏附性。
有些多功能零件要求很復雜的表面﹐才能 最好地發揮作用。比如發動機的汽缸內 壁必須足夠光滑﹐以便為活塞環提供良 好的密封表面﹐利于壓縮﹐並防止漏氣 。同時﹐表面上還必須具有尺寸﹑數量 和分布都合適的凹點﹐為的是保持潤滑 油。
Ry(ISO,JIS)
全粗糙度高度(最大高度)---Ry(ISO,JIS); Ry=(Peakmax-Valleymin)sampling
length
Ry(DIN)
全粗糙度高度(最大高度)--Ry(DIN); 在各取樣長度內, 求出各Zi, 而在各 Zi中最大值稱為Ry(DIN)=Rmax;
•Rmax對零件表面的劃傷﹑毛刺之類的缺 陷非常敏感﹐很適合于檢驗這樣的狀態 。然而﹐由于生產過程中的個別劃痕或 毛刺往往不具有代表性﹐所以Rmax不適 于監控工序的穩定性
.(Rmax)
Rq
粗糙度幾何(平方)平均值 (Root mean square roughness, Rq)
下圖所示, Rq=(1/N Σyi2)1/2
Rt
最大高度---Rt, 由全體評價長度算出, Rp 和Rv之和. Rt=(PeakmaxValleymin)assessment length
b. Shoe/Skid VS Skidless type stylus 之用法不同: 如圖所示
Shoe/Skid type:滑動器半徑比波峰間隔 (Sm)大很多,使其運動幾乎成一直線。 若Sm過大則可用Shoe來支撐。優點易 於歸零.
各种机械加工方法能达到的表面粗糙度
94
齿轮及花键加工/滚轧/热轧
0.8〜0.4
95
齿轮及花键加工/滚轧/冷轧
0.2〜0.1
96
刮(粗)
3.2〜0.8
97
刮(精)
0.4〜0.05
98
滚压加工
0.4〜0.05
99
钳工锉削
12.5〜0.8
100
砂轮清洗
50〜6.3
车削端面(精车金属)
6.3〜1.6
16
车削端面(精车非金属
6.3〜1.6
17
车削端面(精密车金属)
0.8〜0.4
18
车削端面(精密车非金属)
0.8〜0.2
21
高速车削
0.8〜0.2
22
钻(<^15mm)
6.3〜3.2
23
钻(>S5mm)
25〜6.3
12.5〜6.3
26
锪倒角(孔的)
3.2〜1.6
27
71
研磨(精密)
< 0.050
72
超精加工(精)
0.8〜0.1
73
超精加工(精密)
0.1〜0.05
74
超精加工(镜面加工、两次 加工)
< 0.025
75
0.8〜0.1
76
抛光(精密)
0.1〜0.025
77
抛光(砂带抛光)
0.2〜0.1
78
抛光(砂布抛光)
1.6〜0.1
79
抛光(电抛光)
1.6〜0.012
80
螺纹加工/切削/板牙、丝锥、 自开式板牙头
3.2〜0.8
81
螺纹加工/切削/车刀或梳刀 车、铣
机加表面粗糙度与涂层厚度的关系
机加表面粗糙度与涂层厚度的关系随着科技的不断进步,机加工行业的发展也越来越快速。
在机加工过程中,表面粗糙度和涂层厚度是两个非常重要的因素。
表面粗糙度是指表面的凹凸不平程度,而涂层厚度是指涂层的厚度。
这两个因素之间有着密切的联系。
本文将探讨机加表面粗糙度与涂层厚度的关系。
一、表面粗糙度对涂层厚度的影响表面粗糙度对于涂层的附着力和涂层的厚度有着直接的影响。
当表面粗糙度较大时,涂层的附着力会相对较弱,涂层的厚度也会相对较薄。
因为表面粗糙度大会导致涂层与基材之间的接触面积减小,从而影响了涂层的附着力和厚度。
例如,对于金属表面的涂层,如果表面粗糙度较大,涂层的附着力就会变差,涂层的厚度也会变薄。
而如果表面粗糙度较小,涂层的附着力就会变强,涂层的厚度也会变厚。
因此,在机加工过程中,控制表面粗糙度是非常重要的。
二、涂层厚度对表面粗糙度的影响涂层厚度对表面粗糙度也有着一定的影响。
当涂层厚度较大时,表面粗糙度会相对较小。
因为涂层可以填充表面的凹凸不平处,从而使表面变得更加光滑。
例如,对于汽车车身的涂层,如果涂层厚度较大,表面粗糙度就会相对较小,从而使车身更加光滑。
而如果涂层厚度较小,表面粗糙度就会相对较大,从而使车身变得不光滑。
三、如何控制表面粗糙度和涂层厚度为了控制表面粗糙度和涂层厚度,需要采取一些措施。
例如,在机加工过程中,可以使用高精度的机床和工具,以减小表面粗糙度。
同时,在涂层施工过程中,可以使用专业的涂料和设备,以控制涂层的厚度。
此外,还可以采用一些表面处理技术,如喷砂、抛光等,以改善表面粗糙度。
同时,可以采用一些涂层技术,如喷涂、电镀等,以控制涂层的厚度。
总之,机加表面粗糙度和涂层厚度是两个相互关联的因素。
在机加工过程中,需要控制表面粗糙度和涂层厚度,以保证机件的质量和性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基本概念4.1.1 表面粗糙度的定义表面粗糙度(Surface roughness)是指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性性它是一种微观几何形状误差,也称为微观不平度。
表面粗糙度应与形状误差(宏观几何形状误差)和表面波度区别开。
通常,波距小于1mm 的属于表面粗糙度,波距在1~10mm 的属于表面波度,波距大于10mm 的属于形状误差,如图4-1 所示。
4.1.2 表面粗糙度对机械零件使用性能的影响表面粗糙度的大小对零件的使用性能和使用寿命有很大影响。
1. 影响零件的耐磨性表面越粗糙,摩擦系数就越大,相对运动的表面磨损得越快。
然而,表面过于光滑,由于润滑油被挤出或分子间的吸附作用等原因,也会使摩擦阻力增大和加速磨损。
2. 影响配合性质的稳定性零件表面的粗糙度对各类配合均有较大的影响。
对于间隙配合,两个表面粗糙的零件在相对运动时会迅速磨损,造成间隙增大,影响配合性质;对于过盈配合,在装配时表面上微观凸峰极易被挤平,产生塑性变形,使装配后的实际有效过盈减小,降低联接强度;对于过渡配合,因多用压力及锤敲装配,表面粗糙度也会使配合变松。
!3. 影响疲劳强度承受交变载荷作用的零件的失效多数是由于表面产生疲劳裂纹造成的。
疲劳裂纹主要是由于表面微观峰谷的波谷所造成的应力集中引起的。
零件表面越粗糙,波谷越深,应力集中就越严重。
因此,表面粗糙度影响零件的抗疲劳强度。
4. 影响抗腐蚀性粗糙表面的微观凹谷处易存积腐蚀性物质,久而久之,这些腐蚀性物质就会渗入到金属内层,造成表面锈蚀。
此外,表面粗糙度对接触刚度、密封性、产品外观、表面光学性能、导电导热性能以及表面结合的胶合强度等都有很大影响。
所以,在设计零件的几何参数精度时,必须对其提出合理的表面粗糙度要求,以保证机械零件的使用性能。
表面粗糙度的选用4.3.1 评定参数的选用、1. 幅度参数的选用幅度参数是标准规定的基本参数,可以独立选用。
对于有粗糙度要求的表面,必须选用一个幅度参数。
对于幅度方向的粗糙度参数值在~μm的零件表面,标准推荐优先选用Ra。
这是因为Ra能够比较全面地反映被测表面的微小峰谷特征,同时,上述范围内用轮廓仪能够很方便地测出被测表面Ra的实际值。
对于Ra在~100 和~ 的零件表面可以选用Rz。
图4-11中,五种表面的轮廓最大高度参数相同,但使用质量显然不同。
因此,对于有特殊要求的少数零件的重要表面,需要加选附加参数RSm或Rmr(c)。
2. 附加参数的选用参数RSm和Rmr(c)一般不能作为独立参数选用,只能作为幅度参数的附加参数选用。
对于有特殊要求的表面,如喷涂均匀、涂层有极好的附着性和光洁性等,RSm作为附加参数选用。
对于有较高支撑刚度和耐磨性的表面,Rmr(c) 作为附加参数选用。
4.3.2 参数值的选用)1. 表面粗糙度的参数值在GB/T 1031—95中,已经将表面粗糙度的参数值标准化。
表4-1表4-4分别是参数Ra、Rz、RSm和Rmr(c)的参数值。
表4-1 Ra的参数值(摘自GB/T1031-95)μm50、10025*100 1600200》25 40050 800.注:这里的Rz对应GB/T 3505-83的Ry/表4-4 Rmr(c)(%)的数值(摘自GB/T 1031-95)10 15 20 25 -40 50 60 70 80 9030选用轮廓的支承长度率参数Rmr(c)时,必须同时给出轮廓水平位置c值。
它可用微米或Rz 的百分数表示,百分数系列如下:Rz的5,10,15,20,25,30,40,50,60,70,80,90%。
2. 表面粗糙度参数值的选用设计时应按标准规定的参数值系列(表4-1表4-4)选取各项参数的参数值。
》选用原则是在满足功能要求的前提下,参数的允许值尽量大(Rmr(c)尽量小)。
以便于加工,降低成本,获得较好的经济效益。
选用方法目前多采用类比法。
根据类比法初步确定参数值,同时还要考虑下列情况:同一个零件上,工作表面比非工作表面的Ra或Rz值小。
摩擦表面比非摩擦表面、滚动摩擦表面比滑动摩擦表面的Ra或Rz值小。
运动速度高、单位面积压力大、受交变载荷作用的零件表面、以及最易产生应力集中的沟槽、圆角部位应选用较小的粗糙度数值。
要求配合稳定、可靠时,粗糙度参数值应小些。
如,小间隙配合表面、受重载作用的过盈配合表面,都应选用较小的粗糙度数值。
协调好表面粗糙度参数值与尺寸及形位公差的关系。
通常,尺寸、形位公差值小,表面粗糙度Ra或Rz值也要小;尺寸公差等级相同时,轴比孔的粗糙度数值要小。
防腐蚀性、密封性要求高,或外形要求美观的表面应选用较小的粗糙度数值。
凡有关标准已对表面粗糙度作出规定的标准件或常用典型零件(例如,与滚动轴承配合的轴颈和基座孔、与键配合的轴槽、轮毂槽的工作面等),应按相应的标准确定其表面粗糙度参数值。
表4-5和表4-6分别列出了各类配合要求的孔、轴表面粗糙度参数的推荐值和各种加工方法可能达到的表面粗糙度数值,供参考。
?表4-5 各类配合要求的孔、轴表面粗糙度参数的推荐值50~50#50~120.120~500?'100 2550 50 2525 100&100(2550100100 `加工25|2525)252525《25 25—4.3.3 取样长度的选用|一般情况下,在测量Ra、Rz时,推荐按表4-7选用对应的取样长度及评定长度值,此时取样长度值的标注在图样上或技术文件中可省略。
当有特殊要求时应给出相应的取样长度值,并在图样上或技术文件中注出。
?表面粗糙度符号、代号及标注图样上所标注的表面粗糙度符号、代号,是该表面完工后的要求。
4.4.1 表面粗糙度的符号表4-8是图样上表示零件表面粗糙度的符合及其说明。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其他规定没有要求时,允许只注表面粗糙度符号。
表4-8 表面粗糙度符号(摘自GB/T131-93)符号意义及说明基本符号,表示表面可用任何方法获得。
当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注。
基本符号加一短划,表示表面是用去除材料的方法获得。
例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工、气割等基本符号加一小圆,表示表面是用不去除材料的方法获得。
例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。
或者是用于保持原供应状况的表面(包括保持上道工序的状况)在上述三个符号的长边上均可加一横线,用于标注有关参数和说明。
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求4.4.2 表面粗糙度代号及其注法~当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值。
当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
1. 表面粗糙度幅度参数的标注图样上所标注的表面粗糙度符号、代号是该表面完工后的要求。
若仅需要加工(采用去除材料的方法或不去除材料的方法)但对表面粗糙度的其它规定没有要求时,允许只注表面粗糙度符号。
幅度参数是表面粗糙度的基本参数,Ra、Rz在代号中用数值表示,单位为微米(m),Ra的参数值前可不标注参数代号,Rz的参数值前需标注出相应的参数代号。
表4-9是表面粗糙度幅度参数的各种代号及其意义。
表4-9 表面粗糙度幅度参数标注的释义(摘自GB/T 131-93)代号意义代号意义—用任何方法获得的表面粗糙度,Ra的上限值为μm 用任何方法获得的表面粗糙度,Ra的最大值为μm用去除材料方法获得的表面粗糙度,Ra的上限值为μm用去除材料方法获得的表面粗糙度,Ra的最大值为μm用不去除材料方法获得的表面粗糙度,Ra的上限值为μm-用不去除材料方法获得的表面粗糙度,Ra的最大值为μm用去除材料方法获得的表面粗糙度,Ra的上限值为μm,Ra的下限值为μm用去除材料方法获得的表面粗糙度,Ra的最大值为μm,Ra的最小值为μm用不去除材料方法获得的表面粗糙度,Rz的上限值为200μm用不去除材料方法获得的表面粗糙度,Rz的最大值为200μm&用去除材料方法获得的表面粗糙度,Rz的上限值为μm,下限值为μm用去除材料方法获得的表面粗糙度,Rz的最大值为μm,最小值为μm2. 表面粗糙度附加参数的标注若需要标注表面粗糙度的附加参数RSm或Rmr(c)时,应注在符号长边的横线下面,数值写在相应代号的后面。
图4-12中,(a)是RSm上限值的标注示例;(b)是RSm最大值的标注示例;(c)是Rmr(c)的标注示例,表示水平位置c在Rz的50%位置上,Rmr(c)为70%,此时Rmr(c)为下限值;(d)是Rmr(c)最小值的标注示例。
3. 表面粗糙度其它项目的标注表面粗糙度数值及其有关的规定在符号中注写的位置见图4-13。
取样长度应标注在符号长边的横线下面,单位为mm,见图图4-14(a)。
若按GB 10610-89的有关规定(见表4-7)选用对应的取样长度时,在图样上可省略标注。
】如图样上注出的表面粗糙度要求由指定的加工方法获得时,可用文字标注在符号长边的横线上面,见图4-14(b)。
需要标注加工余量时,可在符号的左边加注加工余量数值,单位为mm,见图(c)。
需要控制表面加工纹理方向时,可在符号的右边加注加工纹理方向符号,见图4-14(d)。
常见的加工纹理方向符号见表4-10。
符号示意图符号,示意图=纹理平行于标注代号的视图投影面×纹理呈两相交的方向⊥纹理垂直于标注代号的视图投影面.M纹理呈多方向注:若表中所列符号不能清楚表明所要求的纹理方向,应在图样上用文字说明。
4. 表面粗糙度在图样上的标注方法表面粗糙度符号、代号一般注在可见轮廓线、尺寸界线、引出线或它们的延长线上。
符号的尖端必须从材料外指向表面,如图4-15、图4-16。
表面粗糙度代号中的数字及符号的方向必须按图4-15、图4-16的规定标注。
带有横线的表面粗糙度符号应该按图4-16的规定进行标注。
在同一图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线,见图4-15。
*当零件所有表面具有相同的表面粗糙度要求时,其符号、代号可在图样的右上角统一标注,其符号、代号和文字说明的高度均应是图形上其它表面所注代号和文字的倍,见图4-15。
齿轮、渐开线花键、螺纹等工作面没有画出齿(牙)形时,其表面粗糙度代号可按图4-17的方式标注。
GB /T 3505-2001与GB /T 3505-1983之间基本术语与参数符号的比较GB /T 3505-2001与GB /T 3505-1983之间基本术语与参数符号的比较见表4-11。