扭剪型高强螺栓连接工艺标准2
《钢结构用扭剪型高强度螺栓连接技术条件》

《钢结构用扭剪型高强度螺栓连接技术条件》钢结构在现代建筑和工程中得到广泛应用,而连接是构成钢结构的重要组成部分。
螺栓连接作为一种常见的连接方式,其质量和可靠性对于整个钢结构的安全性至关重要。
为了满足工程需求,钢结构用扭剪型高强度螺栓连接技术条件被提出和制定,以保证连接的强度和稳定性。
钢结构用扭剪型高强度螺栓连接技术条件规定了连接件的材料要求。
螺栓应采用高强度合金钢材料制造,具有足够的强度和韧性。
同时,螺栓的表面应经过防腐处理,以提高其耐腐蚀性能,延长使用寿命。
此外,螺栓的直径和长度也有明确的规定,以确保连接的可靠性。
钢结构用扭剪型高强度螺栓连接技术条件对连接件的制造和安装要求进行了详细规定。
螺栓连接件应按照相关标准制造,保证质量合格。
在安装过程中,连接件的预紧力和紧固力应符合要求,以保证连接的稳定性。
此外,连接件的安装应遵循正确的工艺和步骤,避免出现错误和失误。
钢结构用扭剪型高强度螺栓连接技术条件还对连接的验收和检测进行了规定。
连接件在安装完成后,应进行验收,确保连接的质量和可靠性。
验收包括外观检查、尺寸检查和力学性能检测等。
其中,力学性能检测是非常重要的一项,通过对连接件的拉力和剪力进行测试,可以评估连接的强度和稳定性。
在实际应用中,钢结构用扭剪型高强度螺栓连接技术条件还需要考虑一些特殊情况和要求。
例如,在地震区域或风荷载较大的地区,连接件的设计和安装需要更加严格,以确保钢结构的抗震和抗风性能。
此外,对于特殊形状和复杂结构的钢构件,连接件的选择和设计也需要更加细致和合理。
总结起来,钢结构用扭剪型高强度螺栓连接技术条件是保证钢结构连接质量和可靠性的重要保障。
通过对连接件材料、制造、安装和检测等方面的规定,可以确保连接的强度和稳定性,提高钢结构的安全性和可靠性。
在实际应用中,还需要根据具体情况进行合理的设计和选择,以满足工程需求。
因此,在进行钢结构连接设计和施工时,必须严格遵守钢结构用扭剪型高强度螺栓连接技术条件的要求,确保工程质量和安全性。
高强螺栓连接施工方案

高强螺栓连接施工方案一、扭剪型高强螺栓连接1 范围本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
2 施工准备2.1 材料及主要机具:2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2 作业条件:2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16锰钢为0.55以上)。
摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4 电动扳手及手动扳手应经过标定。
3 操作工艺3.1 工艺流程:→3.2 螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
表5-23.3 接头组装:3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
3.3.2 装配前检查摩擦面,试件的摩擦系数是否达到设计要求,浮锈用钢丝刷除掉,油污、油漆清除干净。
高强螺栓连接施工工艺

高强螺栓连接施工工艺高强螺栓连接是近年发展起来的一种新型连接型式,高强螺栓和螺母均用高强度钢制成。
通过拧紧螺栓,对高强螺栓施加以强大的预拉力,借高强螺栓轴力夹紧经摩擦处理的板束,从而使板面之间产生摩擦力,并以摩擦力传递外力。
这种连接型式具有:传力均匀,受力性能好,承载力高,耐疲劳,安全可靠;施工简便、迅速,易于掌握,可以拆换等优点。
本工艺标准适用于钢结构安装用高强螺栓施工。
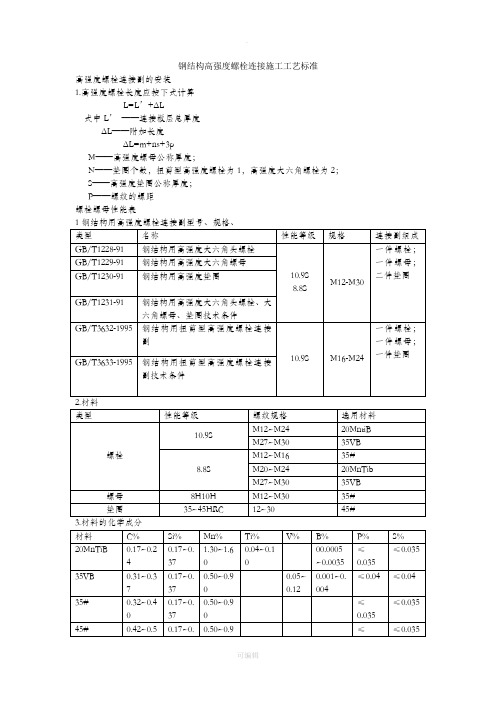
一、材料要求1、高强螺栓有大六角头高强螺栓和扭剪型高强螺栓两类。
其力学性能和紧固后的连接性能相同,只外形和操作工艺不同;扭剪型高强螺栓只少一个垫圈。
要求螺栓、螺母、垫因配套,均应附有质量证明书,并应符合设计要求和国家标准的规定。
螺栓、螺母、垫圈不配套,螺纹损伤的不能使用;如有锈蚀应抽样检查紧固轴力,满足要求后方可使用。
2、涂料涂料的品种、性能和色泽均应符合设计要求,并应有质量证明书。
二、主要机具设备1、机械设备砂轮机、喷砂机、电钻等。
2、主要工具电动扭矩扳手、手动扭矩扳手、一般开口扳手、轴力计、钢尺、铰刀、尖头撬律、冲钉、钢钎等。
三、作业条件1、编制高强螺栓安装操作规程,或施工工艺卡,并进行技术交底。
2、备齐操作机具设备,并进行维修、试用,使处于完好状态;钢尺,电动、手动扭矩扳手应经计量部门检定校正,并取得证明。
3、检查安装钢构件的轴线和连接部位的位置、标高是否符合设计要求,如有过大偏差应及时处理。
4、检查连接部位螺栓孔的孔径和孔距、孔边的光滑度是否符合要求,有毛刺的必须去掉。
5、对高强度大六角头螺栓和扭剪型高强螺栓的连接副,应按出厂批号分别复验扭矩系数和预拉力。
前者的平均值和标准差;后者的平均值和变异系数,均应符合国家现行《钢结构高强螺栓连接的设计、施工及验收规程》的规定。
6、对构件的连接部位及垫板的摩擦面,安装前,应逐组复验所附试件的摩擦系数,合格后方可进行安装。
摩擦面严禁被油污、油漆等污染。
7、检查高强螺栓的数量、规格、配套和外现质量,符合要求的,按规格分类装箱存放备用,不合要求的按有关规定处理。
建筑分项工程施工工艺标准--扭剪型高强螺栓连接工艺标准(502-1996).doc

建筑分项工程施工工艺标准--扭剪型高强螺栓连接工艺标准(502-1996)范围本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。
施工准备2.1 材料及主要机具:2.1.1 螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。
2.1.2 高强螺栓入库应按规格分类存放,并防雨、防潮。
遇有螺栓、螺母不配套,螺纹损伤时,不得使用。
螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。
螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。
必须按批号,同批内配套使用,不得混放、混用。
2.1.3 主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。
2.2 作业条件:2.2.1 摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求Q235钢为0.45以上,16锰钢为0.55以上)。
摩擦面木允许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(一般露天存10d左右),用喷砂处理的摩擦面不必生锈即可安装螺栓。
采用砂轮打磨时,打磨范围不小于螺栓直径的4倍,打磨方向与受力方向垂直,打磨后的摩擦面应无明显不平。
摩擦面防止被油或油漆等污染,如污染应彻底清理干净。
2.2.2 检查螺栓孔的孔径尺寸,孔边有毛刺必须清除掉。
2.2.3 同一批号、规格的螺栓、螺母、垫圈,应配套装箱待用。
2.2.4 电动扳手及手动扳手应经过标定。
操作工艺3.1 工艺流程:作业准备→ 选择螺栓并配套→ 接头组装→ 安装临时螺栓→ 安装高强螺栓→高强螺栓紧固→ 检查验收3.2 螺栓长度的选择:扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度。
选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固后要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5mm的整倍数。
表5-2螺栓公称直径增加长度(mm)M16 25M20 30M22 35M24 403.3 接头组装:3.3.1 连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
扭剪型高强螺栓连接施工工艺

扭剪型高强螺栓连接施工工艺一:一、引言扭剪型高强螺栓连接施工工艺是一种重要的连接方式,可广泛应用于建筑、桥梁等工程中。
本文将详细介绍扭剪型高强螺栓连接施工工艺的步骤、要求和注意事项。
二、施工前准备2.1 确定连接位置和数量在施工前,要确定连接的位置和数量,包括连接件的尺寸和型号等。
2.2 检查连接件的质量在使用连接件前,要对其进行检查,确保其质量符合要求。
2.3 准备工具和设备需要准备好相应的工具和设备,包括扳手、电动扳手、梯子等。
三、施工步骤3.1 确定螺栓的安装顺序根据连接件的安装要求,确定螺栓的安装顺序。
3.2 安装螺栓依次安装螺栓,确保其安装位置准确。
3.3 使用扭剪扳手进行扭剪使用扭剪扳手对螺栓进行扭剪,保证其紧固力符合要求。
3.4 检查连接是否紧固对连接进行检查,确保其紧固牢固。
四、施工要求4.1 保证连接件的质量连接件的质量应符合相关标准和规范要求。
4.2 保证连接的强度连接的强度应符合设计要求,能够承受相应的荷载。
4.3 注意连接的防腐处理连接件应进行防腐处理,以延长其使用寿命。
五、注意事项5.1 施工前应认真检查连接件的质量和数量,确保其符合要求。
5.2 安装螺栓时要注意安全,防止滑落或撞击等事故发生。
5.3 使用扭剪扳手时要根据连接件的要求进行扭剪。
六、附件本文档涉及的附件包括连接件的尺寸图纸、螺栓的型号和数量等。
七、法律名词及注释暂无--------------------二:一、引言扭剪型高强螺栓连接施工工艺是建筑、桥梁等工程中常用的一种连接方式。
本文将详细介绍扭剪型高强螺栓连接施工工艺的步骤、要求和注意事项。
二、施工前准备2.1 确定连接位置和数量在施工前,需要确定连接的位置和数量,确保连接的准确性。
2.2 检查连接件的质量在使用连接件前,要对其进行检查,确保其质量合格。
2.3 准备工具和设备施工过程中,需要准备好相应的工具和设备,包括扳手、电动扳手等。
三、施工步骤3.1 确定螺栓的安装顺序根据连接件的要求,确定螺栓的安装顺序,保证连接的正确性。
钢结构螺栓连接规范
22.78
29.56
37.29
39.55
45.20
50.85
55.37
m
max
12.3
17.1
20.7
23.6
24.2
27.6
30.7
min
11.87
16.4
19.4
22.3
22.9
26.3
29.1
s
max
21
27
34
36
41Βιβλιοθήκη 4650min20.16
26.16
33
35
40
45
49
6.GB/T1230-91 钢结构用高强度垫圈型式尺寸
钢结构高强度螺栓连接施工工艺标准
高强度螺栓连接副的安装
1.高强度螺栓长度应按下式计算
L=L’+ΔL
式中L’——连接板层总厚度
ΔL——附加长度
ΔL=m+ns+3p
M——高强度螺母公称厚度;
N——垫圈个数,扭剪型高强度螺栓为1,高强度大六角螺栓为2;
S——高强度垫圈公称厚度;
P——螺纹的螺距
螺栓螺母性能表
20.16
20.16
33
35
40
45
49
b
L公称
<45
≥45
<55
≥55
<65
≥65
﹤70
≥70
<75
≥75
<80
≥80
<85
≥85
公称
25
30
30
35
35
40
40
45
45
50
50
55
高强度螺栓连接施工工艺标准
第一节 6。
6 高强度螺栓连接施工工艺标准6。
6.1 基本规定6.6。
1。
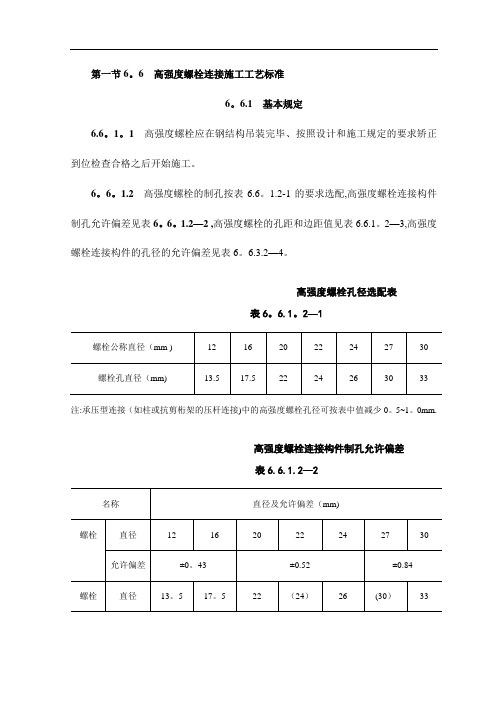
1 高强度螺栓应在钢结构吊装完毕、按照设计和施工规定的要求矫正到位检查合格之后开始施工。
6。
6。
1.2 高强度螺栓的制孔按表6.6。
1.2-1的要求选配,高强度螺栓连接构件制孔允许偏差见表6。
6。
1.2—2 ,高强度螺栓的孔距和边距值见表6.6.1。
2—3,高强度螺栓连接构件的孔径的允许偏差见表6。
6.3.2—4。
高强度螺栓孔径选配表表6。
6.1。
2—1注:承压型连接(如柱或抗剪桁架的压杆连接)中的高强度螺栓孔径可按表中值减少0。
5~1。
0mm.高强度螺栓连接构件制孔允许偏差表6.6.1.2—2高强度螺栓的孔距和边距值表6.6。
1。
2-3注:1。
d。
为高强度螺栓的孔径;t 为外层较薄板件的厚度。
2。
钢板边缘与刚性构件(如角钢、槽钢等)相连的高强度的最大间距,可按中间排数值采用.3.设计有规定时按设计要求采用。
高强度螺栓连接构件的孔距允许偏差表6。
6.1.2-4注:孔的分组规定:1。
在节点中连接板与一根杆件相连的孔划为一组。
2。
接头处的孔:通用接头——半个拼接板上的孔为一组;接梯接头—-两个接头之间的孔为一组.3。
在两相邻接电或接头件的连接孔为一组,但不包括1、2所指的孔。
4.受弯钩件翼缘上,每1m 长度内的孔为一组.6.6。
2 施工准备6.6.2。
1 技术准备(1)高强度螺栓长度的选用高强度螺栓紧固后,以丝扣露出2~3扣为宜,一个工程的高强螺栓,首先按直径分类,统计出钢板束厚度,根据钢板束厚度,按下列公式选择所需长度:螺栓长度=板束厚度+附加长度螺栓长度小于100mm取整为5mm的倍数,余数2舍3进,螺栓长度大于100mm可以取为10mm的整倍进行归类。
高强度螺栓的附加长度表6。
6.2。
1—1(2)施工轴力与终拧力矩的换算表6.6。
1-2和表6。
6。
2.1-3列出了一半国产和进口(日本产)高强螺栓允许的施工轴力。
设计给出了轴力时按设计要求施工,若设计未给出高强度螺栓的轴力要求,可按该表选用,施工轴力比设计轴力一般要增加10%。
高强度螺栓安装工艺

高强度螺栓安装工艺高强度螺栓被广泛的应用于高层钢结构中,是因为它能够在保证工程质量要求的前提下,减少工人劳动强度,加快工程施工进度。
本工程所用高强度螺栓,为10.9级扭剪型高强螺栓。
1.高强螺栓施工前准备工作1)施工工具准备:电动扭矩扳手、测力扳手、电动铰刀、钢刷、扁铲、过镗冲、撬棍等。
2)高强度螺栓技术复验(1)核对高强螺栓的出厂质量证明书是否符合标准规定。
(2)随机抽取部分螺栓检查其外观质量和外形尺寸。
要求表面不得有裂纹和伤痕等缺陷,外形尺寸须符合规范。
(3)按出厂批号分批量进行扭矩系数与轴力复验。
要求扭矩系数平均值应该与供货厂家提供的质量保证书一致,轴力平均值符合国家规范要求,变异系数不得大于10%。
(4)摩擦面抗滑移系数试验。
本工程中,按照每2000吨钢结构为一批,不足2000吨按照一批计算,每批试件3-5组,进行摩擦面滑移系数试验。
要求摩擦系数的平均值不得低于设计值,变异系数不得大于10%。
3)高强度螺栓的保管、发放(1)高强度螺栓应存放在干燥、防腐的仓库内。
(2)存放时,应按原包装,分规格类型进行保管,领用按批号配套发放,严禁混放、混用。
(3)设专人负责保管、发放。
4)构件摩擦面质量检查摩擦面表面不得有浮锈、油污、油漆等杂物,否则应清理达规范要求为止。
清理时一般使用钢丝刷,铲刀,不得使用磨光机。
2.高强度螺栓安装程序1)钢柱、钢梁吊装到位后,采用普通螺栓临时固定,待钢柱、钢梁调整后立即更换高强度螺栓。
2)高强度螺栓的穿孔(1)穿孔前应核对其规格型号,以防错用。
(2)穿孔时应能自由通过,严禁锤击穿孔。
(3)螺栓同连接板的接触面之间应保持平整,同节点处的螺栓安装方向应一致。
3)高强度螺栓的紧固(1)高强度螺栓的拧紧分为初拧与终拧两个工序。
(2)高强螺栓一经穿孔应立即进行初拧。
初拧扭矩值应为终拧值的60-70%。
(3)高强度螺栓初拧30分钟后,宜进行终拧,不得拖延到12小时以上。
终拧采用专用电动力矩扳手,以螺栓尾部的梅花头拧断为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.2普通紧固件连接工程施工工艺General Parts Construction Technology(1)成品进场Refined Approach普通螺栓、铆钉、自攻螺钉、拉铆钉、射钉、锚钉(膨胀型和化学试剂型)、地脚锚栓等坚固标准件及螺母、垫圈等等标准配件,其品种、规格、性能等符合现行国家产品标准和设计要求。
Ordinary bolts, rivets, and self-drilling screws, rivets (expansion and chemical reagents), to such strong legs stud and nut standard parts, gaskets, etc. standard accessories, variety, specifications, and other products with existing national standards and design requirements.(2)螺栓实物复验Complex and bolts kind experience普通螺栓作为永久性连接螺栓使用时,当设计有要求或对其质量有疑义时,应进行螺栓实物最小拉力载荷复验,其结果符合国家标准《坚固件机械性能、螺栓、螺钉和螺柱》(GB3098)的规定。
Ordinary bolt connecting bolts as a permanent use, when the design requirements or questions about its quality should be carried out when the smallest lag bolts kind complex load testing and the results were consistent with national standard《mechanical fasteners, bolts, screws and stud》(GB3098).(3)匹配及间距Matching and spacing连接薄钢板采用的自攻螺钉、拉铆钉、射钉等其尺寸与被连接钢板相匹配,其间距、边距等应符合设计要求。
Thin plate connecting the self-drilling screws, rivets, such as its size and connecting plate by matching their distance, should comply with the design requirements and other fringe. (4)螺栓坚固Solid bolts永久性普通螺栓紧固应牢固、可靠,外露丝扣不应少于2扣。
Ordinary bolt should be firmly secured permanent, reliable, not less than two exposed screw deduction.(5)外观质量Appearance Quality自攻钉、钢拉铆钉、射钉等与连接钢板应紧固密贴,外观排列整齐。
Since the attack nails, rivets Steel, Steel Nailing should be secured so closely connected with stickers topology neat appearance.1.3高强度螺栓工程施工工艺High Strength Bolt Construction Technology1.3.1工艺流程Process作业准备→选择螺栓及配套→接头组装→安装临时螺栓→安装高强度螺栓→高强度螺栓紧固→检查验收.Ready to work →Bolts and matching options →Joint assembly →Installing temporary bolts → Installation of high strength bolts →High strength bolts fastening →Inspectio n andacceptance1.3.2螺栓长度的选择Bolt length option扭剪型高强螺栓的长度为螺栓头根部至螺栓梅花卡头切口处的长度.选用螺栓的长度应为紧固连接板厚度加上一个螺母和一个垫圈的厚度,并且紧固的要露出不少于两扣螺纹的余长,一般按连接板厚加表5-2中的增加长度,并取5㎜的整倍数.Torsional shear length of the high-strength bolts bolt-head bolts Plum card to the root of the length of the first incision. The length should be chosen for the fastening bolts interconnects thickness with a thickness of the nut and a washer and fastening the show at least two of the detained more than a l0ng thread, the general increase in table 5-2 by thick interconnects increase in the length of 5 mm and take the whole multiples.螺栓公称直径Nominal diameter bolts 增加长度(㎜)Increase the lengthM16 25M20 30M22 35M24 401.3.3接头组装Joint assembly连接处的钢板或型钢应平整,板边、孔边无毛刺;接头处有翘曲、变形必须进行校正,并防止损伤摩擦面,保证摩擦面紧贴。
The link should be formed steel plate, plate edge, no burr hole; A joint warping, used to be calibrated to prevent injury and friction, the friction surface to ensure close.配件前检查摩擦机,试件的摩擦系数是否达到设计要求,浮锈用钢丝刷除掉,油污、油漆清除干净。
Before friction machine parts inspection, the friction coefficient whether the specimen design requirements, floating steel brush to remove rust, oil, paint cleanse.板叠接触面间应平整,当接触有间隙时,应按规定处理,见表5-3Stack contact area should be formed, when the contact gap, should be required to handle, as shown in table 5-3表5-3间隙大小Gap size 处理方法Approach1㎜以下1 mm below 不作处理Not processing3㎜以下3 mm below 将高出的侧磨成1:10斜面打磨方面应与受力方面垂直 1:10 inclined to the higher side of the flowers into by the power and grinding should be vertical3㎜以上3 mm below 加垫板,垫板两面摩擦面处理方法与构件相同Plus plate, plate friction dealt with two identical components1.3.4安装临时螺栓Installing temporary bolts连接处采用临时螺栓固定,其螺栓个数为不远接头总数的1/3以上;并每个接头不少于两个,冲钉穿入数量不宜多于临时螺栓的30%.组装时先用冲钉对准孔位,在适当位置插入临时螺栓,用扳手拧紧.不准用高强螺栓兼作临时螺栓,以防螺纹损伤.Connection temporary fixed bolts, the bolts more than one third of the total number of near joints; And not less than every two joints, nail penetration -- the number should not bemore than 30% of the provisional bolts. When first assembled at the nail holes, inserted in the appropriate place temporary bolts tightened with a spanner. Not allowed to use high-strength bolts served as interim bolts to prevent thread damage.1.3.5安装高强螺栓Installation of high-strength bolts安装高强螺栓应自由穿入孔内,不得强行敲打.扭剪型高强螺栓的垫圈安在螺母一侧,垫圈孔有倒角的一侧应和螺母接触,不得装反.Installation of high-strength bolts should be free penetration hole, not forced beating. Torsional shear-nut in high-strength bolts on the side of the gasket, washer and nut should side of the hole with a range of contacts, not anti-loaded.螺栓不能自由穿入时,不得用气割扩孔,要用绞刀绞孔,修孔时需使板层紧贴,以防铁屑进入板缝,绞孔后要用砂轮机清除孔边毛刺,并清除铁屑.Bolt free invasive, not use gas cutting reaming, with cutter knife hole, the holes need to make amendments lamellar close to prevent iron into joints and hole cutter wheel machine after use to remove the burr hole, and to remove iron.螺栓穿入方向宜一致,穿入高强螺栓用扳手紧固后,再卸下临时螺栓,以高强螺栓替换.不得在雨天安装高强螺栓,且摩擦面应处于干燥状态.The same direction are advised to bolt invasive, invasive high-strength bolts secured with a spanner and then unloaded temporary bolts replaced with high-strength bolts. Not covered in the installation of high-strength bolts, and the friction surface should be at the dry state.1.3.6高强螺栓紧固High-strength bolts fastening必须分两次进行,第一次为初拧.初拧紧固到螺栓标准准轴力(即设计预拉力)的60%~80%,初拧的扭矩值不得少于终拧扭矩值的30%.第二次紧固为终拧,终拧时扭剪型高强螺栓应将梅花卡头拧掉.为使螺栓群中所有螺栓均匀受力,初拧、终拧都应按一定顺序进行。