焊条电弧焊的焊接原理
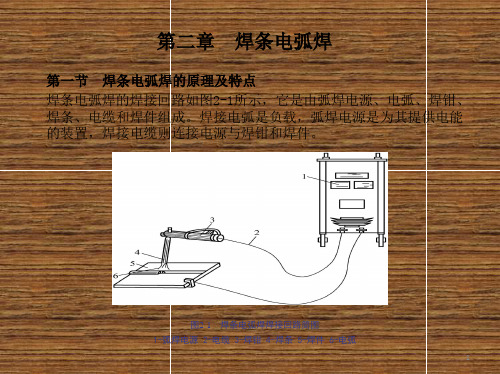
焊接方法与设备第2章 焊条电弧焊知识讲解
19
(2)BX1—300型弧焊变压器 BX1—300是动铁式弧焊变压器,它由一个口字形固定铁心和一
个梯形活动铁心组成,活动铁心构成了一个磁分路,以增强漏 磁使焊机获得陡降外特性。她的一次侧和二次侧绕组各自分成 两半,分别绕在变压器固定铁心上,一次侧绕组两部分串联接 电源,二次侧绕组两部分并联接焊接回路。 BX1-300焊机的焊接电流调节方便,仅需移动铁心就可满足电流 调节要求,其调节范围为75-400A,调节范围广。当活动铁心由 里向外移动而离开固定铁心时,漏磁减少,则焊接电流增大, 反之,焊接电流减少。其梯形动铁心相对固定铁心移动调节电 流大小,如图2-9所示。
20
图2-9 动铁心相对固定铁心移动调节电流
Ⅰ—静铁心 Ⅱ—动铁心 δ—气隙长度
21
2.弧焊整流器 (1)硅弧焊整流器 硅弧焊整流器是以硅二极管作为整流元件,利用降压变 压器将50Hz的单相或三相交流电网电压降为焊接时所需的低电压,经硅整 流器整流和电抗器滤波后获得直流电的直流弧焊电源。硅弧焊整流器曾一 度是直流弧焊发电机的替代产品之一,现有被晶闸管式弧焊整流器、弧焊 逆变器替代的趋势,其型号有ZXG—160、ZXG—400等。硅弧焊整流器的组 成如图2-10所示。
16
三、 常用焊条电弧焊电源 1.弧焊变压器 (1)BX3—300型弧焊变压器 BX3—300型弧焊变压器属于动圈式,是生 产中应用最广的一种交流焊机,其外 形如图2-7所示。它是依靠一、二次 侧绕组间漏磁获得陡降外特性的。
图2-7 BX3—300型弧焊变压器外形 17
其结构如图2-8所示,它有一 个高而窄的口字形铁心。变压 器的一次侧绕组分成两部分, 固定在口形铁芯两芯柱的底部。 二次侧绕组也分成两部分,装 在两铁心柱的上部并固定于可 动的支架上,通过丝杆连接, 转动手柄可使二次侧绕组上下 移动,以改变一、二次侧绕组 间的距离,从而调节焊接电流 的大小。
焊条电弧焊的原理及特点
焊条电弧焊的原理及特点
焊条电弧焊是一种常用的金属材料连接方式,它通过电弧加热焊接件和焊条,使其熔化并连接起来。
这种焊接方式具有一些独特的原理和特点,下面我们来详细了解一下。
首先,焊条电弧焊的原理是利用电弧加热的高温来熔化焊接件和焊条,形成熔池,然后在熔池凝固后形成焊缝,从而实现金属材料的连接。
这种原理是利用电能转化为热能的过程,通过电弧的高温使金属材料达到熔点,从而实现焊接。
其次,焊条电弧焊的特点之一是焊接温度高。
电弧的温度可以达到几千度,因此可以瞬间将焊接件和焊条加热到熔化温度,从而实现快速有效的焊接。
这种高温焊接方式适用于各种金属材料的连接,具有广泛的适用性。
另外,焊条电弧焊的特点之二是焊接速度快。
由于电弧的高温和焊接过程简单高效,所以焊接速度相对较快,可以提高生产效率,节约时间成本。
此外,焊条电弧焊的特点之三是适用范围广。
无论是薄板焊接还是厚板焊接,焊条电弧焊都能够胜任,而且对于各种不同类型的金属材料也都适用,具有很强的通用性。
最后,焊条电弧焊的特点之四是焊接质量高。
由于焊接过程受热均匀,熔池稳定,因此焊接接头质量较高,焊缝牢固,具有良好的机械性能和密封性能。
总之,焊条电弧焊是一种原理简单、适用范围广、焊接速度快、焊接质量高的金属连接方式,具有广泛的应用前景和市场需求。
希望通过本文对焊条电弧焊的原理及特点的介绍,能够帮助大家更好地理解和应用这种焊接方式。
电焊是什么原理

电焊是什么原理
电焊是指利用电弧或电阻加热的方法来将金属材料连接在一起的工艺。
其原理主要有以下几个方面:
1. 电弧原理:利用电弧产生高温,将金属材料的表面加热至熔点或焊接温度,形成液态金属池,然后冷却固化,从而实现金属的连接。
电弧产生的高温主要是通过电子在电场中的加速运动所释放的能量。
2. 电阻加热原理:通过将电流通过金属材料,使其内部发生电阻加热现象,从而使金属加热到熔点或焊接温度。
电阻加热是利用金属材料电阻产生的热量来实现焊接的。
3. 焊接材料原理:在电焊过程中,一般会使用焊丝或焊条作为填充材料。
这些焊接材料在焊接时会被加热熔化,并与基材或其他焊接材料融合,形成焊缝。
4. 保护气体原理:在某些焊接过程中,需要使用保护气体来防止焊接区域与外界气氛发生反应。
保护气体可以起到防止金属氧化、氮化等的作用,从而保证焊接质量。
总的来说,电焊借助电弧或电阻加热的原理,通过加热金属材料使其熔化,再冷却固化实现金属的连接。
同时,使用适当的焊接材料和保护气体,可以提高焊接质量。
电弧焊工作原理

电弧焊工作原理电弧焊是一种常用的焊接方法,其工作原理是利用电弧的高温高能量来熔化金属,形成焊缝。
下面将详细介绍电弧焊的工作原理。
1. 电弧的产生电弧是在电流通过两个电极之间的气体或空气间时产生的一种放电现象。
在电弧焊中,通常使用直流或交流电源来提供电流。
当电流通过电极间的气体时,由于电极间存在较大的电压差,电子会从一个电极跳到另一个电极,形成电流。
在电子跳跃的过程中,会释放出大量的能量,形成高温的电弧。
2. 电弧的维持为了维持电弧的稳定和持续,通常需要使用一种称为焊条或焊丝的电极材料。
焊条或焊丝在电弧的高温作用下会熔化,并通过电弧的电流传递到工件上,形成焊缝。
焊条或焊丝中的成分可以根据需要调整,以实现不同材料的焊接。
3. 熔化金属电弧的高温能量可以将工件和焊条或焊丝加热到熔化点以上,使金属熔化并形成液态。
在液态状态下,焊条或焊丝的材料与工件的材料混合,形成焊缝。
同时,电弧的高热量还可以将工件表面的氧化物烧除,使焊接接头更加纯净。
4. 保护气体的使用在某些情况下,为了保护焊接接头不受氧化或其他污染物的影响,可以使用保护气体。
保护气体可以在焊接过程中包围焊缝,形成一层保护层,防止氧气和其他杂质进入焊缝,从而提高焊接接头的质量。
5. 电弧焊的应用电弧焊是一种常用的焊接方法,广泛应用于各个领域,包括船舶制造、汽车制造、建筑工程、管道焊接等。
电弧焊的优点包括焊接速度快、焊接接头强度高、适用于各种材料等。
总结:电弧焊的工作原理是利用电弧的高温高能量来熔化金属,形成焊缝。
电弧的产生和维持需要电流的作用和焊条或焊丝的参与。
熔化金属和保护气体的使用可以提高焊接接头的质量。
电弧焊具有广泛的应用领域和许多优点。
通过了解电弧焊的工作原理,可以更好地理解和掌握这种常用的焊接方法。
焊接的工作原理

焊接的工作原理焊接是一种将金属或非金属材料彼此连接的工艺,其工作原理是利用高温将材料熔化并融合在一起,达到牢固连接的目的。
在焊接的过程中,需要使用焊接设备,包括焊枪、电源、气源等设备,以及焊接材料,例如焊条、焊丝等。
下面将详细介绍焊接的工作原理。
一、焊接的原理焊接是利用加热装置将金属或非金属材料加热至熔点或高于熔点,使材料成为可流动状态,然后将两个或两个以上的材料组合起来,通过冷却和固化形成一个牢固的连接。
在焊接过程中,也需要焊接材料填塞焊缝,以达到更好的连接效果。
二、焊接的类型1.电焊:通过电流加热将材料熔化,使其相互连接的方式称为电焊,常见的有手工电弧焊、氩弧焊等。
2.燃气焊:利用气焰将材料加热至熔点,使其相互连接的方式称为燃气焊,常见的有氧气焊、乙炔焊等。
3.激光焊:利用激光将材料加热至熔点,使其相互连接的方式称为激光焊,具有高精度、高效率和节能等优点。
三、焊接的步骤1.准备工作:包括选择焊接设备和焊接材料,清洁工作面等,以确保焊接质量。
2.预热:将工件加热至一定温度,以减少应力和热裂纹的发生,提高焊接质量。
3.焊接:根据设计要求和焊接工艺,将两个或两个以上的工件焊接在一起。
4.填缝:将焊丝或焊条等填入焊缝,使焊接更加牢固。
5.后处理:对焊缝进行磨光、打磨、清洁等处理,以保证良好的外观和防腐等性能。
四、焊接的应用焊接广泛应用于船舶、桥梁、建筑、汽车、航空航天、石化等行业。
它不仅能够连接金属材料,还可以连接非金属材料如塑料、陶瓷等。
综上所述,焊接是一种高效、便捷的连接方式,在工业生产中得到广泛的应用。
焊接的质量、效率和稳定性对于工业生产的质量和效率起着举足轻重的作用。
焊条电弧焊的原理及过程

焊条电弧焊的原理及过程焊条电弧焊是一种常见的焊接方法,它的原理和过程非常重要。
下面我们将详细介绍焊条电弧焊的原理及过程。
焊条电弧焊是利用由直流或交流电源产生的电弧进行焊接的方法。
焊条电弧焊的基本原理是利用电弧在电源的作用下将焊条和焊件加热,使两者表面熔化并混合,冷却后形成坚固的焊接缝。
焊条电弧焊的过程主要分为以下几个步骤:第一步是准备工作。
首先需要准备好焊接所需的焊条、焊接设备以及焊接面的清洁处理。
焊条是焊接时所使用的金属丝,而焊接设备则包括焊接电源、焊接枪等工具。
焊接面的清洁处理是为了去除焊接面上的油污和锈蚀,保证焊接的质量。
第二步是焊接电流的设置。
根据焊接材料的种类和焊接缝的要求,正确地设置焊接电流是非常重要的。
焊接电流过大或过小都会影响焊接的效果。
第三步是焊接操作。
在焊接前,首先将焊条插入焊接机的电极夹中,并将焊接枪靠近焊件表面。
然后,通过按下电流开关,使电流通过焊条形成电弧,电弧产生的高温使焊条和焊件熔化,形成熔池。
焊工需要根据焊接要求,控制电弧的移动速度和焊接位置,确保焊接缝的质量。
第四步是焊接完毕后的处理。
焊接完毕后,需要及时将焊接枪移开,并采取相应的措施进行后处理,例如焊缝的打磨和喷漆等。
通过焊条电弧焊的原理及过程,我们可以看出焊制质量的好坏受到多方面因素的影响,包括焊条选择、焊接电流设置、焊接操作等。
因此,在进行焊接之前,我们应该充分了解焊接材料和装备,并根据焊接要求进行选择和操作。
此外,焊接过程中要保证焊接场地的安全,避免产生火灾和电击等危险。
总之,焊条电弧焊是一种重要的焊接方法,掌握其原理和过程对于进行高质量的焊接至关重要。
只有通过科学合理的操作和正确设置焊接参数,我们才能获得坚固可靠的焊接缝,确保焊接质量和安全。
焊条电弧焊原理
焊条电弧焊原理
焊条电弧焊是一种常用的电弧焊接方法。
其工作原理是通过直流或交流电源的作用,将电流传递到焊条的一端,通过电弧的形成使得焊条和工件之间产生高温、高能量的电弧热源,进而将工件连接在一起。
具体来说,焊条电弧焊的原理如下:
1. 电弧的形成:当电流通过焊条的一端时,由于电阻的作用,产生热能。
这种热能足够高,使得焊条和工件之间的金属部分发生熔化,同时形成了一个电弧。
2. 电弧传递:电弧以极高的温度和能量维持着燃烧,通过电弧将热能传递到工件的焊缝和相邻区域。
这将使焊缝和周围金属熔化,并形成熔融池。
3. 熔融池形成:电弧的热能使焊缝和相邻区域熔化,形成一片熔融池。
焊工通过控制焊接速度和电流等参数,使得熔融池的形状和尺寸符合要求。
4. 金属结合:在熔融池的作用下,焊条中的金属与工件的金属发生扩散交流,形成焊缝。
同时,焊条中的焊剂会释放出熔化的材料和气体,帮助清除焊接过程中产生的氧化物或其它污染物。
5. 冷却和固化:当焊接工作完成后,停止供电后熔融池逐渐冷却,焊缝金属重新固化。
这样就完成了焊接工作。
总结起来,焊条电弧焊的原理是利用焊条产生电弧,通过电弧的热能将工件的金属熔化,再通过控制温度、熔融池形状和焊接速度等参数,实现焊接的目的。
药皮焊条手工电弧焊原理

药皮焊条手工电弧焊原理
药皮焊条手工电弧焊是一种常见的电弧焊接技术,其原理是利用电流通过电极和工件之间的空气间隙,产生高温电弧,使焊接区域的金属熔化并形成焊缝。
具体来说,药皮焊条手工电弧焊的原理包括以下几个方面:
1. 电弧产生原理
电弧是指电流通过空气或其他介质时,因电子与离子相撞而产生的高温、高亮度的放电现象。
在药皮焊条手工电弧焊中,电弧是通过电极和工件之间的空气间隙产生的,因此需要在电极和工件之间保持一定的间隙距离,以便产生稳定的电弧。
2. 焊接区域的热效应
当电弧产生后,电弧周围的空气被电离,形成等离子体。
等离子体的温度可以达到几千度甚至更高,因此能够将焊接区域的金属加热至熔化状态。
同时,电弧也能够在焊接区域产生强烈的热效应,使金属表面氧化、蒸发和喷溅,从而清除焊接区域的杂质和氧化物,为焊接提供良好的条件。
3. 焊条的作用
药皮焊条是一种包覆有焊接药皮的金属棒材,其作用是在焊接过程中向焊接区域提供必要的熔化金属、合金元素和气体保护,以保证焊缝的质量。
药皮中的成分和配比可以根据不同的焊接要求进行调整,以适应不同材料和焊接工艺的要求。
4. 电源的作用
药皮焊条手工电弧焊需要一定的电源来提供电流和电压,以维持电弧的稳定和焊接区域的加热。
电源可以是直流或交流,也可以是恒流或恒压,具体的选择需要根据焊接要求和工艺条件进行确定。
总之,药皮焊条手工电弧焊的原理是利用电弧产生高温和热效应,使焊接区域的金属熔化并形成焊缝。
同时,药皮焊条和电源也是实现焊接的必要条件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
非接触引弧
引弧时,电极与工件之间保持一定的间隙, 通过引弧器有两者之间施加脉冲高压,击穿间 隙使电弧引燃。
例如:钨极氩弧焊、等离子焊
焊条电弧焊的特点
优点:
1、焊条的药皮在电合保护,保护效果好。
2、焊条电弧焊配用相应的焊条,能够焊接不同的焊件。 3、焊条电弧焊采用手工操作,灵活方便。 4、焊条电弧焊对焊接接头装配要求低。 5、可采用对称焊,分段焊等技术来控制焊接应力与变形。 6、设备简单,价格便宜,使用维护方便。
焊接电弧的本质
焊接电弧是一种强烈而持久的气体放电现象, 在气体放电过程中产生大量的热能和强烈的光。 气体的放电也就是气体导电过程,所以焊接电 弧的实质是气体导电,把电能转化成热能,用 来加热被焊接金属及填充金属,从而形成焊接 接头。
电弧是如何产生的?
在电极电压的作用下,两电极之间的气体被电离,连续 不断地产生足够的带电粒子(电子和正离子),这样气体就 呈现导电性。阴极金属表面的原子或分子接受弧焊电源提供 的能量,连续地发射电子和接收正离子,阳极金属不断地接 收电子,这样,就形成了焊接电弧。
“鸟巢”的钢结构全部由焊 接完成,没有一处使用螺钉, 总焊缝长度达30万米。所有 这些,都是焊条电弧焊完成 的。
信息技术在焊条电弧焊焊接 原理教学中的应用
武陟职业技术学校 郝军利
学习目标
本节课主要是理解焊接电弧的本质,从而 掌握焊条电弧焊的原理,并且简单了解焊条 电弧焊的设备,让大家知道焊接并不是单纯 手工操作一个方面,同时也需要大量的理论 知识,只有理论联系实践,加上勤奋努力, 才有可能成为一个优秀焊工。
缺点:
1、焊接生产率低、劳动强度大 2、焊缝质量依赖性强
谢谢!
焊接电弧产生和维持的条件
焊接电弧的产生包括两个过程: 一个是两电极间的气体被电离实现导电的
过程; 另一个是阴极发射电子,阳极吸收电子的过
程。
引弧
两种方式: 1、接触引弧
2、非接触引弧
接触引弧
弧焊电源接通后,将电极(焊条)和工件直接 短路接触。由于接触表面不平整,只有少数几个点 接触,强大的电流从几个点上通过,再加上金属表 面的氧化物等污物的电阻值相当大,在接触的地方 产生大量的电阻热,使焊条和被焊金属接触点的温 度急剧上升,发生局部熔化。拉开电极瞬间,由于 电极与工件之间距离很小,从而产生很强的电场, 气体强烈电离而导电。阴极发射电子,焊接电弧被 引燃,继续维持一定的电压,气体的放电过程就可 以连续进行,使电弧连续燃烧。