立式加工中心装配工艺
立式加工中心装配工艺

一、立式加工中心装配主要分为四部分:(一)、研磨部分;(二)、分装部分;(三)、总装部分;(四)、调试部分;二、研磨部分主要包括:(一)、床身研磨部分:1、床身的检查及清理;2、床身地脚螺钉孔手工铰丝,安装地脚螺钉,床身按装配现场位置摆放就位;3、床身安装水平调整;4、Y向直线导轨安装基面直线性及扭曲度的检查;5、Y向直线导轨的安装;6、复查Y向单根直线导轨的直线性(水平面内/垂直面内);7、复查Y向两根一组直线导轨的平行度;8、Y向驱动装置中电机座及轴承座平行度、等距度的确定(暂不打销子);(二)、十字滑台研磨部分:1、十字滑台的检查及清理;2、将Y向滑块处的调整垫磨成等高;3、十字滑台X向直线导轨安装基面直线性及扭曲度的检查;4、X向直线导轨的安装;5、复查X向单根直线导轨的直线性(水平面内/垂直面内);6、复查X向两根一组直线导轨的平行度;7、X向驱动装置中电机座及轴承座平行度、等距度的确定(暂不打销子);8、Y轴轴线运动和X轴轴线运动间的相互垂直;9、Y向螺母端面平行度及其与电机座或轴承座等距度的确定;10、打销子固定Y向驱动装置中电机座及轴承座的位置;(三)、工作台研磨部分:1、工作台的检查及清理;2、将X向滑块处的调整垫磨成等高;3、X向螺母端面平行度及其与电机座或轴承座等距度的确定;4、打销子固定X向驱动装置中电机座及轴承座的位置;5、检查工作台上平面对X轴、Y轴的平行度;6、检查工作台基准T型槽和X轴轴线运动间的平行度;(四)、主轴箱研磨部分;1、立柱的检查及清理;2、立柱安装水平调整;3、刮研主轴箱贴塑面(安装主轴、主轴检查棒、气缸座及气缸,为了锁住主轴检查棒);4、Z向驱动装置中电机座及轴承座平行度、等距度的确定(暂不打销子);6、打销子固定Z向驱动装置中电机座及轴承座的位置;7、安装左、右压板;8、刮研镶条;(五)、立柱与床身合研部分;1、分别将立柱与床身的接合面清理干净并安装;2、用吊车安装配重装置与立柱中;3、分别移动工作台、十字滑台及主轴箱,检查如下精度:1)、Z轴轴线运动和X轴轴线运动间的垂直度;2)、Z轴轴线运动和Y轴轴线运动间的垂直度;4、精度不对时,修刮床身与立柱的结合面;5、复查其它精度:1)、X轴轴线运动的直线度;2)、Y轴轴线运动的直线度;3)、Z轴轴线运动的直线度;4)、Y轴轴线运动和X轴轴线运动的垂直度;5)、主轴轴线和Z轴轴线运动间的平行度;6)、主轴轴线和X轴轴线运动间的垂直度;7)、主轴轴线和Y轴轴线运动间的垂直度;8)、工作台面的平面度;9)、工作台面和X轴轴线运动间的平行度;10)、工作台面和Y轴轴线运动间的平行度;11)、工作台面和Z轴轴线运动间的垂直度;12)、工作台基准T型槽和X轴轴线运动间的平行度;以上精度如有不对时,及时返修。
立式数控加工中心的零部件加工
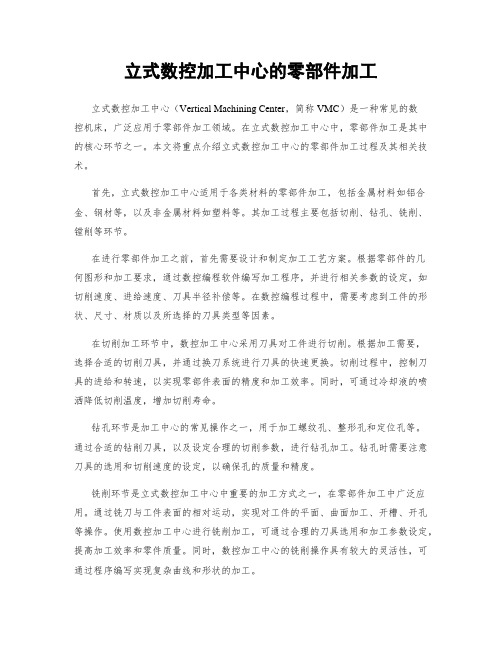
立式数控加工中心的零部件加工立式数控加工中心(Vertical Machining Center,简称VMC)是一种常见的数控机床,广泛应用于零部件加工领域。
在立式数控加工中心中,零部件加工是其中的核心环节之一。
本文将重点介绍立式数控加工中心的零部件加工过程及其相关技术。
首先,立式数控加工中心适用于各类材料的零部件加工,包括金属材料如铝合金、钢材等,以及非金属材料如塑料等。
其加工过程主要包括切削、钻孔、铣削、镗削等环节。
在进行零部件加工之前,首先需要设计和制定加工工艺方案。
根据零部件的几何图形和加工要求,通过数控编程软件编写加工程序,并进行相关参数的设定,如切削速度、进给速度、刀具半径补偿等。
在数控编程过程中,需要考虑到工件的形状、尺寸、材质以及所选择的刀具类型等因素。
在切削加工环节中,数控加工中心采用刀具对工件进行切削。
根据加工需要,选择合适的切削刀具,并通过换刀系统进行刀具的快速更换。
切削过程中,控制刀具的进给和转速,以实现零部件表面的精度和加工效率。
同时,可通过冷却液的喷洒降低切削温度,增加切削寿命。
钻孔环节是加工中心的常见操作之一,用于加工螺纹孔、整形孔和定位孔等。
通过合适的钻削刀具,以及设定合理的切削参数,进行钻孔加工。
钻孔时需要注意刀具的选用和切削速度的设定,以确保孔的质量和精度。
铣削环节是立式数控加工中心中重要的加工方式之一,在零部件加工中广泛应用。
通过铣刀与工件表面的相对运动,实现对工件的平面、曲面加工、开槽、开孔等操作。
使用数控加工中心进行铣削加工,可通过合理的刀具选用和加工参数设定,提高加工效率和零件质量。
同时,数控加工中心的铣削操作具有较大的灵活性,可通过程序编写实现复杂曲线和形状的加工。
此外,在立式数控加工中心中,镗削也是常见的加工方式之一。
镗削操作可以用于加工孔的尺寸、圆度和圆柱度等。
通过合适的镗削刀具和编程技术,进行镗削加工,以满足零部件的加工要求。
在进行立式数控加工中心的零部件加工时,需注意以下几点:1. 定期检查和维护数控加工中心的性能,确保设备处于良好工作状态,以保证加工质量和效率。
立式加工中心XH7125加工中心安装流程图示

步骤
实体零件
整体效果
工具
1、刀库支架
2、刀库支架紧固螺栓
3、X轴导轨
4、Y轴导轨紧固螺栓
5、Y轴导轨调整块
6、X轴导轨调整块紧固螺栓
7、Y轴电机丝杠总成
8、Y轴电机丝杠总成紧固螺栓
9、十字滑台
10、Y轴滑块紧固螺栓
11、Y轴电机丝杠总成螺栓
12、Y轴电机丝杠总成
28、Z轴导轨与主轴箱挡块螺栓
29、Z轴限位挡块支架
30、Z轴限位挡块支架紧固螺栓
31、Z轴行程开关
32、Z轴行程开关紧固螺栓
33、配重块
34、配重支架
35、配重块紧固螺栓(内)
36、配重块紧固螺栓(外)
37、钢丝绳紧固螺栓
38、主轴电机
39、主轴电机紧固螺栓
40、打刀缸
41、打刀缸紧固螺栓
42、主轴箱罩
43、主轴箱罩紧固螺栓
44、机床罩
完成:
13、Y轴电机丝杠总成螺栓
14、Z轴导轨
15、Z轴导轨紧固螺栓
16、Z轴导轨挡块
17、Z轴导轨挡块紧固螺栓
18、Z轴防尘板支架
19、紧固螺栓
22、刀库罩
23、刀库罩紧固螺栓
24、主轴箱体
25、主轴箱体紧固螺栓
26、丝杠总成与主轴箱紧固螺栓
27、Z轴导轨与主轴箱挡块
立式加工中心xh716d工作台机加工艺及工装设计大学论文

立式加工中心XH716D床身机加工艺及工装设计摘要:床身是加工中心的重要部件,通常由铸铁或花岗岩等具有良好抗振性的材料制成,床身上放置有床身与导轨,其主要机加内容是导轨面,导轨面有平行度与平面度等要求,通常的加工方式是磨削或刨削,最后需经过刮研以达到设计要求。
本文针对立式加工中心XH716D,对其床身的机加工工艺进行了详细的介绍,并通过对其工装的设计,对其的加工性能进行深入的研究,为XH716D的加工性能提供了理论指导。
关键词:立式加工中心,工艺,工装Vertical machining center XH716D workbenchmachining and tooling designAbstract: the lathe bed is an important part of a machining center, are usually made of cast iron, or granite have good vibration resistance of materials, such as bed with workbench with guide rail, placed on the main machine to add content is guideway, guideway parallelism and flatness requirement is usually the processing way of grinding or planing, finally need research to meet the design requirements. XH716D vertical machining center, the author of this paper, the machining process of the workbench has carried on the detailed introduction, and through the design of the tooling, processing performance of the in-depth research, for the machining of the XH716D performance provides the theoretical guidance.Keywords: vertical machining center, technology, equipment and tooling1 绪论床身是车床的基本支承件,是机床最重要的部件,它是机床各部件的安装基准,作用非常大,其需求量也是相当的大,应用广泛。
加工中心主轴装配过程
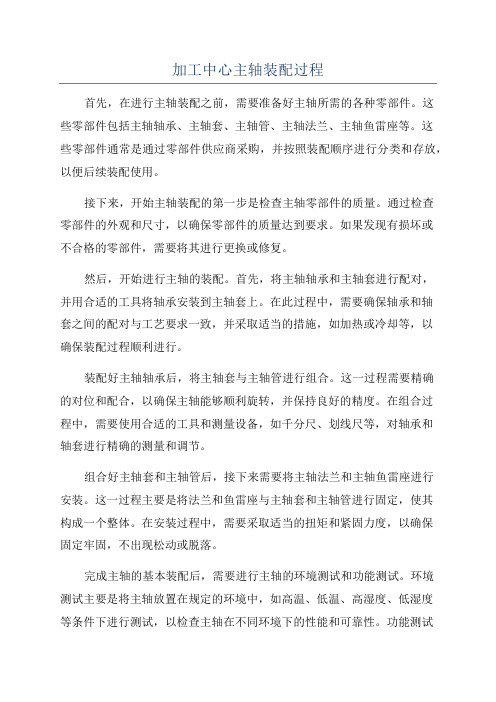
加工中心主轴装配过程首先,在进行主轴装配之前,需要准备好主轴所需的各种零部件。
这些零部件包括主轴轴承、主轴套、主轴管、主轴法兰、主轴鱼雷座等。
这些零部件通常是通过零部件供应商采购,并按照装配顺序进行分类和存放,以便后续装配使用。
接下来,开始主轴装配的第一步是检查主轴零部件的质量。
通过检查零部件的外观和尺寸,以确保零部件的质量达到要求。
如果发现有损坏或不合格的零部件,需要将其进行更换或修复。
然后,开始进行主轴的装配。
首先,将主轴轴承和主轴套进行配对,并用合适的工具将轴承安装到主轴套上。
在此过程中,需要确保轴承和轴套之间的配对与工艺要求一致,并采取适当的措施,如加热或冷却等,以确保装配过程顺利进行。
装配好主轴轴承后,将主轴套与主轴管进行组合。
这一过程需要精确的对位和配合,以确保主轴能够顺利旋转,并保持良好的精度。
在组合过程中,需要使用合适的工具和测量设备,如千分尺、划线尺等,对轴承和轴套进行精确的测量和调节。
组合好主轴套和主轴管后,接下来需要将主轴法兰和主轴鱼雷座进行安装。
这一过程主要是将法兰和鱼雷座与主轴套和主轴管进行固定,使其构成一个整体。
在安装过程中,需要采取适当的扭矩和紧固力度,以确保固定牢固,不出现松动或脱落。
完成主轴的基本装配后,需要进行主轴的环境测试和功能测试。
环境测试主要是将主轴放置在规定的环境中,如高温、低温、高湿度、低湿度等条件下进行测试,以检查主轴在不同环境下的性能和可靠性。
功能测试主要是通过连接电源和控制系统,对主轴进行转动和负载测试,以检查主轴的运转和负载能力是否满足要求。
最后,将主轴进行清洁和润滑。
清洁主轴是为了保持其表面的干净和光滑,以防止灰尘、污垢等对主轴的影响。
润滑主轴是为了降低主轴的摩擦和磨损,以延长主轴的使用寿命。
在清洁和润滑过程中,需要使用适当的清洁剂和润滑剂,并采取适当的方法和工具进行处理。
综上所述,主轴装配过程需要经历准备零部件、检查质量、组装轴承、安装套管、组合法兰和鱼雷座、环境测试、功能测试、清洁和润滑等多个步骤。
立式数控加工中心的工作原理和应用

立式数控加工中心的工作原理和应用立式数控加工中心是一种广泛应用于制造业的高精度加工设备。
它以计算机控制系统为核心,通过刀具和工件之间的相对运动,进行各种复杂的加工操作。
本文将介绍立式数控加工中心的工作原理和应用。
一、工作原理立式数控加工中心的工作原理主要分为四个步骤:装夹工件、设定加工参数、编写程序、加工操作。
1. 装夹工件:将待加工的工件固定在工作台上,通常使用专门的夹具进行夹持。
夹具的设计要确保工件的稳定性和准确性,以避免在加工过程中产生误差。
2. 设定加工参数:在计算机控制系统中,操作人员需要根据加工工艺要求设定加工参数。
这些参数包括转速、进给速度、切削深度等,决定了加工的速度和质量。
3. 编写程序:根据加工要求,操作人员需要编写加工程序。
加工程序是指一系列指令,通过计算机控制系统向加工中心传达,告诉机床如何进行加工操作。
程序中包括刀具路径、切削参数、换刀顺序等信息。
4. 加工操作:将编写好的加工程序加载到立式数控加工中心的计算机控制系统中。
通过计算机控制系统,加工中心会自动进行切削操作,完成工件的加工过程。
在加工过程中,可以实时监测切削力、温度等参数,并做出相应调整,以确保加工精度和质量。
二、应用领域立式数控加工中心广泛应用于各个制造领域,特别是在汽车、航空、船舶、电子和模具等行业。
以下是立式数控加工中心的应用领域的几个典型例子:1. 汽车制造:立式数控加工中心在汽车制造过程中扮演着重要的角色。
它可以用于加工发动机缸体、曲轴、传动部件等关键零部件。
通过精确加工,可以提高汽车零部件的质量和性能。
2. 航空航天:在航空航天领域,立式数控加工中心用于加工各种航空发动机零部件和航空器结构件。
技术上的先进性和高精度要求使得立式数控加工中心成为这个领域的选择之一。
3. 电子制造:在电子制造业中,立式数控加工中心被广泛应用于加工精密的电子设备外壳、散热器、连接器等。
由于电子零部件的尺寸精确度要求高,立式数控加工中心能够满足这些要求。
数控机床安装调试与维修立式加工中心装调修工艺

从导轨中间向两端依次把紧压块的螺钉,用力矩扳手从导轨中间位置处,向导 轨两端依次拧紧直线导轨的螺钉,保证直线导轨的安装基准面(安装基面及侧 基面)0.02塞尺不入。
立式加工中心装配工艺
立式加工中心装配工艺
2)、将大理石平尺用等高块垫起,其上中间位置处放置水平仪(方向与直 线导轨的安装基面垂直),分三段(前、中、后)移动等高块,检查床身 直线导轨安装基面的扭曲度;
• 直线性精度不对时,误差较小,用油石及砂纸修磨,误差过大,进行 刮研或返修。
• 扭曲度精度不对时,及时返修。
立式加工中心装配工艺
测量块示意图
立式加工中心装配工艺
立式加工中心
• 加工中心简介:
加工中心适用板类、盘类等多品种零件的批量加工。采用了FANUC、力士 乐、西门子、大连数控等控制系统,操作简单方便,可进行直线插补和圆 弧插补操作。在工作台上一次装夹零件后可自动完成铣、镗、钻、扩孔、 攻丝等多种工序加工。
加工中心共分X、Y、Z三个直线坐标,另外还可以选配数控回转工作台, 增加第四回转轴,回转台在系统控制下,能够完成各种分度回转工作。 回转工作台上可安装板、盘等其它形状复杂的被加工零件,也可以利用 与之相配套的尾座,安装棒、轴类的被加工零件,实现等分或不等分的 孔、槽或者连续特殊曲面的加工,保证很高的加工精度。
立式加工中心装配工艺
五、立式加工中心装配 主要分为三部分
1、研磨部分: 2、分装、总装部分; 3、调试部分;
立式加工中心装配工艺
• 研磨部分主要分为:
一、床身研磨部分; 二、十字滑台研磨部分; 三、工作台研磨部分; 四、主轴箱研磨部分; 五、立柱与床身合研部分;
立式加工中心装配工艺
一、床身研磨部分:
线轨立式加工中心的安装步骤与注意事项

线轨立式加工中心的安装步骤与注意事项线轨立式加工中心是一种高精度、高效率的机械加工设备,广泛应用于各种制造行业。
在使用加工中心之前,正确的安装和调试是至关紧要的。
其安装步骤通常包含以下几个阶段:1、施工准备:在进行安装之前,需要进行施工准备工作。
包含确定加工中心的安装位置,确保地基平整、坚固,并充足设备的安装要求。
2、安装基础:依据加工中心的尺寸和重量,进行基础的施工和安装。
通常需要进行地脚螺栓的固定,确保加工中心的稳定性。
3、安装主机:将加工中心的主机部分安装到基础上。
需要使用起重设备或专用安装工具,将主机精准放置在基础上,并进行固定。
4、安装附件:依据加工中心的配置和要求,安装附件设备,如刀库、自动换刀装置、冷却系统等。
确保附件的正确安装和连接。
5、连接电源和气源:将加工中心连接到电源和气源系统,确保供电和供气的正常运行。
注意遵从相关的安全规范和操作指南。
6、调试和测试:完成安装后,进行加工中心的调试和测试。
检查各个部件的运行状态,进行必须的调整和校准,确保设备的正常运行。
在安装线轨立式加工中心时,需要注意以下几个紧要事项:1、安全第一:在安装过程中,遵从相关的安全规范和操作指南,确保人员和设备的安全。
2、遵从制造商指南:认真阅读和遵从加工中心制造商供给的安装指南和说明书。
依据实在设备的要求进行安装,躲避操作错误或疏忽。
3、精准明确水平调整:加工中心的水平调整对于保证其正常运行和加工精度至关紧要。
使用水平仪或其他精准明确测量工具,确保设备的水平度符合要求。
4、定期检查和维护:安装完成后,定期进行设备的检查和维护工作。
保持设备的清洁和润滑,适时发觉和解决潜在问题,延长设备的使用寿命。
5、培训和操作:在安装完成后,对操作人员进行培训,确保他们了解设备的操作规程和安全注意事项。
只有经过专业培训的人员才略操作加工中心。
线轨立式加工中心的正确安装对于设备的正常运行和加工质量至关紧要。
遵从正确的安装步骤和注意事项,可以确保设备的稳定性和牢靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、立式加工中心装配主要分为四部分:
(一)、研磨部分;
(二)、分装部分;
(三)、总装部分;
(四)、调试部分;
二、研磨部分主要包括:
(一)、床身研磨部分:
1、床身的检查及清理;
2、床身地脚螺钉孔手工铰丝,安装地脚螺钉,床身按装配现场位置摆放就位;
3、床身安装水平调整;
4、Y向直线导轨安装基面直线性及扭曲度的检查;
5、Y向直线导轨的安装;
6、复查Y向单根直线导轨的直线性(水平面内/垂直面内);
7、复查Y向两根一组直线导轨的平行度;
8、Y向驱动装置中电机座及轴承座平行度、等距度的确定(暂不打销子);
(二)、十字滑台研磨部分:
1、十字滑台的检查及清理;
2、将Y向滑块处的调整垫磨成等高;
3、十字滑台X向直线导轨安装基面直线性及扭曲度的检查;
4、X向直线导轨的安装;
5、复查X向单根直线导轨的直线性(水平面内/垂直面内);
6、复查X向两根一组直线导轨的平行度;
7、X向驱动装置中电机座及轴承座平行度、等距度的确定(暂不打销子);
8、Y轴轴线运动和X轴轴线运动间的相互垂直;
9、Y向螺母端面平行度及其与电机座或轴承座等距度的确定;
10、打销子固定Y向驱动装置中电机座及轴承座的位置;
(三)、工作台研磨部分:
1、工作台的检查及清理;
2、将X向滑块处的调整垫磨成等高;
3、X向螺母端面平行度及其与电机座或轴承座等距度的确定;
4、打销子固定X向驱动装置中电机座及轴承座的位置;
5、检查工作台上平面对X轴、Y轴的平行度;
6、检查工作台基准T型槽和X轴轴线运动间的平行度;
(四)、主轴箱研磨部分;
1、立柱的检查及清理;
2、立柱安装水平调整;
3、刮研主轴箱贴塑面(安装主轴、主轴检查棒、气缸座及气缸,为了锁住主轴检查棒);
4、Z向驱动装置中电机座及轴承座平行度、等距度的确定(暂不打销子);
6、打销子固定Z向驱动装置中电机座及轴承座的位置;
7、安装左、右压板;
8、刮研镶条;
(五)、立柱与床身合研部分;
1、分别将立柱与床身的接合面清理干净并安装;
2、用吊车安装配重装置与立柱中;
3、分别移动工作台、十字滑台及主轴箱,检查如下精度:
1)、Z轴轴线运动和X轴轴线运动间的垂直度;
2)、Z轴轴线运动和Y轴轴线运动间的垂直度;
4、精度不对时,修刮床身与立柱的结合面;
5、复查其它精度:
1)、X轴轴线运动的直线度;
2)、Y轴轴线运动的直线度;
3)、Z轴轴线运动的直线度;
4)、Y轴轴线运动和X轴轴线运动的垂直度;
5)、主轴轴线和Z轴轴线运动间的平行度;
6)、主轴轴线和X轴轴线运动间的垂直度;
7)、主轴轴线和Y轴轴线运动间的垂直度;
8)、工作台面的平面度;
9)、工作台面和X轴轴线运动间的平行度;
10)、工作台面和Y轴轴线运动间的平行度;
11)、工作台面和Z轴轴线运动间的垂直度;
12)、工作台基准T型槽和X轴轴线运动间的平行度;
以上精度如有不对时,及时返修。
6、各项精度检查合格后收拾卫生,将机床工作台面涂上防锈油;
7、吊光机,转入总装现场,就位,调水平、扭曲;
三、分装部分主要包括:
(一)、X、Y、Z轴丝杠安装:
1、安装部件的检查及清理;
2、修磨法兰盘;
3、穿丝杠;
4、轴承的组装;
5、轴承的固定;
6、安装丝杠螺母;
7、精度的确认;
(二)、整体防护分装;
(三)、主轴箱分装;
四、总装部分主要包括:
1、三轴润滑分配器、刮屑板的安装;
2、三轴润滑管路的连接;
3、气动部件的安装;
4、气动管路的连接;
5、电机联轴器的安装;
6、三轴电机的安装;
7、平衡重安装;
8、导向杆安装;
9、主轴箱挡水板安装;
10、主轴电机带轮的安装;
11、水箱安装;
12、管路安装;
13、气缸连接;
五、调试部分主要包括:
1、电气总装;
2、传程序;
3、三轴回零;
4、装配拉罩支架;
5、装配X、Y、Z轴拉罩;
6、动平衡试验;
7、空运转48小时;
8、参照《合格证明书》,复查机床相关精度:
使用方尺及百分表检查1)~6)项精度:
1)、X轴轴线运动的直线度;
2)、Y轴轴线运动的直线度;
3)、Z轴轴线运动的直线度;
4)、Z轴轴线运动和X轴轴线运动间的垂直度;
5)、Z轴轴线运动和Y轴轴线运动间的垂直度;
6)、Y轴轴线运动和X轴轴线运动间的垂直度;
使用主轴检查棒检查7)、8)项精度:
7)、主轴锥孔的径向跳动;
8)、主轴轴线和Z轴轴线运动间的平行度;
使用飞机胎、方尺检查9)、10)项精度:
9)、主轴轴线和X轴轴线运动间的垂直度;
10)、主轴轴线和Y轴轴线运动间的垂直度;
11)、工作台面的平面度;
12)、工作台面和X轴轴线运动间的平行度;
13)、工作台面和Y轴轴线运动间的平行度;
14)、工作台面和Z轴轴线运动间的垂直度;
15)、工作台基准T型槽和X轴轴线运动间的平行度;
9、交检精度:
主轴中速运转1小时,进行热检,检查内容重复第8序。
10、光管准直仪检测;
11、刀库的整体安装;
12、调试刀库;
13、刀库运行8小时;
14、激光检测;
15、球杆仪检测;
16、切削试料;
17、8小时全机能;
18、整体完善及整改;
19、固定三轴及平衡重;
20、拆机出厂;。