3.常用焊接标注示例
焊接图纸符号标注图解示例

一、焊接图纸符号标注图解示例★焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
二、焊接符号表示方法1钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
2钢结构焊缝符号表示的方法及有关规定:(1)焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
(2)基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
(3)若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
(4)当为双面对称焊缝时。
基准线可不加虚线。
(5)箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
(6)基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
(7)焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
(8)在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
并加注“相同焊缝的符号”,相同焊缝符号为3/4圆弧,画在引出线的转折处。
常用焊缝符号及其标注方法全)..
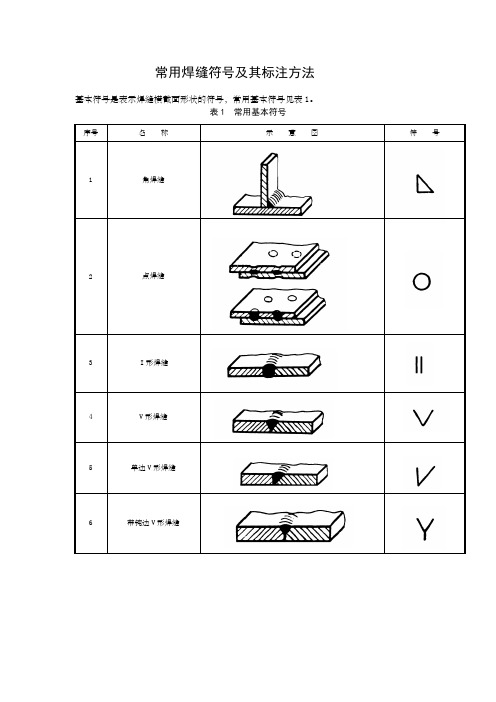
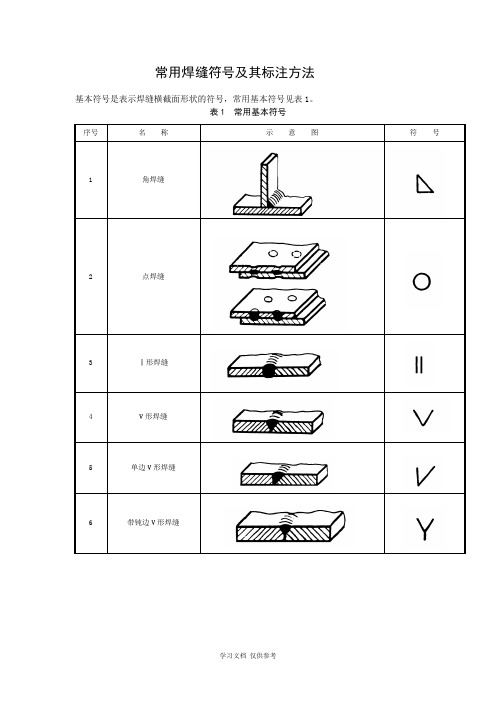
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1(完)常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3 对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号4.2.1 辅助符号是表示焊缝表面形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号4.3.1 补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
4.3.2 当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号 (同上述三面焊缝符号)标注焊接方法及处数N 等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注示例说明1焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度c SⅠ形焊缝 焊缝宽为c 焊缝厚为S3熔核直径d塞焊缝 熔核直径d点焊缝 焊点直径d4 焊缝间距 e角焊缝 焊脚尺寸为K焊缝长度为l 焊缝间距为e 焊缝段(点)数n5 焊缝长度l 6 焊缝段(点)数 n7 相同焊缝处数 d角焊缝 焊脚尺寸为K相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
氩弧焊焊接图纸符号标注大全
氩弧焊焊接图纸符号标注大全一份非常全的焊接图纸符号解析,有需要的赶紧收藏吧基本坡口符号坡口符号(注:图中“破”应为“坡”)焊接图纸符号标注图解示例焊接符号标注实例及方法在焊接结构图样上,焊接方法可按国家标准GB5185-85的规定用阿拉伯效字表示,标注在指引线的尾部。
常用焊接方法代号见表3-9所示。
如果是组合焊接方法,可用“/”分开,左侧表示正面(或盖面)的焊接方法,右侧表示背面(或打底)焊接方法。
例如V形焊缝先采用钨极氢弧焊打底,后用手工电弧焊盖面,则表示为141/111。
焊缝符号和焊接方法代号标注示例见图3-21所示。
该图表示V形坡口对接焊缝,背面封底焊,正面焊缝表面齐平,焊接方法为打底焊用手工钨极氮弧焊,盖面焊和封底焊用手工电弧焊。
焊接方式代号焊接符号表示方法钢结构焊接符号含义大全钢结构焊接符号也是依据GB324一1988《焊缝代号》来绘制。
钢结构一般属于建筑学科,属于建筑行业。
因此在钢结构焊接符号的标注中经常伴随有建筑符号、型钢符号、螺栓符号及铆钉符号等。
钢结构焊缝符号表示的方法及有关规定1、焊缝的引出线是由箭头和两条基准线组成。
其中一条为实线,另一条为虚线,线型均为细线。
2、基准线的虚线可以画在基准线实线的上侧,也可画在下侧,基准线一般应与图样的标题栏平行,仅在特殊条件下才与标题栏垂直。
3、若焊缝处在接头的箭头侧,则基本符号标注在基准线的实线侧;若焊缝处在接头的非箭头侧,则基本符号标注在基准线的虚线侧。
4、当为双面对称焊缝时。
基准线可不加虚线。
5、箭头线相对焊缝的位置一般无特殊要求,但在标注单边形焊缝时箭头线要指向带有坡口一侧的工件。
6、基本符号、补充符号与基准线相交或相切,与基准线重合的线段,用粗实线表示。
7、焊缝的基本符号、辅助符号和补充符号(尾部符号除外)一律为粗实线,尺寸数字原则上亦为粗实线,尾部符号为细实线,尾部符号主要是标注焊接工艺、方法等内容。
8、在同一图形上,当焊缝形式、断面尺寸和辅助要求均相同时,可只选择一处标注焊缝的符号和尺寸。
焊接符号标注示例(全)

焊接位置焊接位置焊接位置箭头相反方向两面板材间距2mm板材间距2mm箭头所指方向箭头相反方向03、I型焊接形状标示记号箭头所指方向焊接符号标示说明(全) 参考JIS-Z3021标准01、双法兰型焊接形状标示记号箭头所指方向箭头相反方向形状标示记号02、单法兰型焊接板材间距2mm焊接位置焊接位置完全熔透焊接板厚12mm坡口开口角度45°使用垫板板材间距4.8mm焊后标面突出部分要机加处理平整部分熔透焊接板厚12mm坡口深度5mm坡口开口角度60°板材间距为005、X型焊接形状标示记号04、V型焊接形状标示记号箭头所指方向箭头相反方向板厚19mm坡口深度16mm坡口开口角度60°板材间距2mm闪光焊接摩擦压接两面该部位机加磨平处理闪光焊接闪光焊接闪光焊接闪光焊接摩擦压接焊接位置标示记号焊接位置坡口深度箭头方向16mm箭头对面方向9mm坡口开口角度箭头方向60°箭头对面方向90°板材间距3mm闪光焊接坡口深度3mm坡口开口角度90°板材间距为0摩擦压接坡口深度3mm坡口开口角度90°板材间距为006、V型焊接形状箭头所指方向箭头相反方向T连接坡口角度45°板材间距6.4mm使用垫板角连接板厚25mm坡口角度45°坡口深度10mm板材间距为007、K型焊接形状标示记号箭头所指方向闪光焊接闪光焊接摩擦压接焊接位置箭头方向坡口深度16mm坡口开口角度45°箭头相反方向坡口深度9mm坡口开口角度45°板材间距2mm T连接坡口深度7mm 坡口角度45°板材间距为0角连接坡口深度7mm 坡口角度45°板材间距为0闪光焊接坡口深度3mm 坡口角度45°摩擦压接T连接坡口深度7mm 坡口角度45°08、J型焊接形状标示记号箭头所指方向箭头相反方向坡口深度28mm 坡口角度35°板材根部半径12mm 板材间距2mm摩擦压接闪光焊接闪光焊接焊接位置焊接位置焊接位置09、双J型焊接形状标示记号箭头所指方向箭头相反方向坡口深度24mm坡口角度35°板材根部半径12mm板材间距3mm10、U型焊接形状标示记号箭头所指方向箭头相反方向部分熔透焊接坡口深度27mm完全熔透焊接坡口角度25°板材根部半径6mm板材间距为011、H型焊接形状标示记号两面焊接位置焊接位置12、喇叭V型,喇叭X型焊接部分熔透焊接坡口深度25mm坡口角度25°板材根部半径6mm板材间距为0形状标示记号箭头所指方向箭头相反方向两侧13、喇叭 型,喇叭K型焊接形状标示记号箭头所指方向箭头相反方向两面焊接位置焊接位置14、角焊接形状标示记号箭头所指方向箭头相反方向两面焊缝高度6mm焊缝高度不同时先标注小的尺寸, 再标准大的尺寸 用()括起标示 另外这种焊高不同 的场合,要标示清 楚方向焊缝长度为500mm15、角焊接(双面)形状标示记号两面焊缝高度为6mm焊缝两侧高度不同时一边连续焊接一边是段焊两边焊缝高度为6mm段焊焊接长度为50mm焊接3处段焊间距为250mm侧面图上没有记号表示焊接位置焊接位置16、角焊接(间断)形状标示记号箭头所指方向箭头相反方向两面并列焊接焊缝长度50mm焊接3处焊缝间距150mm锯齿型焊接两面焊缝高度6mm焊缝长度为50mm焊缝数量箭头侧3处箭头对面2处焊缝间距300mm锯齿型焊接正面焊接高度6mm对面焊接高度9mm焊缝长度50mm焊缝数量正反各2处焊缝间距300mm17、塞型,槽型焊接形状标示记号箭头所指方向箭头相反方向焊接位置焊接位置孔直径22mm 焊接4处焊缝间距100mm 坡口角度60°焊接深度6mm 箭头所指方向箭头相反方向宽度22mm长度50mm焊接4处焊缝间距150mm坡口角度0°焊接深度6mm18、拍子型焊接形状标示记号箭头所指方向箭头相反方向板材间距为019、堆焊形状标示记号堆焊厚度为6mm宽度为50mm长度100mm焊接位置焊接位置焊接位置发散型焊接20、点焊、发散型焊接形状标示记号箭头所指方向平面必须平坦,并使用电极焊接焊缝间距75mm点焊2处箭头相反方向平面必须平坦,并使用电极焊接焊缝间距25mm点焊5处箭头所指方向平面点焊箭头相反方向21、填充焊接形状标示记号22、焊接部位标面形状形状标示记号焊接位置对接焊角焊标面平坦对接焊,角焊标面凸起发散熔接发散熔接发散熔接发散熔接焊接位置焊接位置焊接位置角焊标面凹型23、焊接部位处理方法形状标示记号对接焊接突出部位进行削平处理不等高的角焊部位打磨下凹2mm圆管对接突出焊接部位进行机加磨平全周焊接的辅助标记24、现场焊接,全周焊接,全周现场焊接形状标示记号现场连续角焊接全周现场连续角焊接全周连续角焊接圆管场合25、记号组合形状标示记号 型焊接与拍子型焊接K型焊接与角焊接该部位进行削平处理该部位进行打磨处理该部位进行机加磨平处理焊接位置 型焊接与角焊接J型焊接与角焊接以及拍子型焊接组合双面J型焊接与角焊接以及进行凹型打磨组合26、射线探伤记号形状标示记号射线探伤一般场合部分(抽检)射线探伤全部进行射线探伤场合园管对接焊接部位双管面射线探伤焊接位置焊接位置27、超声波探伤形状标示记号对接焊接部位进行垂直超声波探伤对接焊接部位进行超声波探伤一般场合对接焊接部位进行斜角超音波探伤28、磁粉探伤,渗透探伤形状标示记号渗透探伤非荧光探伤场合渗透探伤荧光探伤场合渗透探伤一般场合磁粉探伤荧光探伤场合磁粉探伤一般场合。
《焊接标注规范》(参考Word)

焊接结构施工图焊缝符号标注规范1、焊缝符号是用于在图样上标注焊缝形式、焊缝尺寸和焊接方法等。
2、焊缝符号标注组成:一般由基本符号与指引线组成,必要时加上辅助符号、补充符号和焊缝尺寸符号。
3、基本符号是表示焊缝截面形状的符号,如下表:4、辅助符号:表示焊缝表面形状特征的符号。
有三种:焊缝表面平齐,焊缝表面凹陷,焊缝表面凸起。
一般情况下,不需要确切说明焊缝的表面形状,所以一般情况下辅助符号不需标出。
辅助焊缝示例如下表:5、焊缝补充符号:有时为了补充说明焊缝的某些特征,需要用其它符号说明。
常见有三种:一种是表示背面底部有垫板(图一)。
一种是表示三面围焊(图二)。
一种是表示四面围焊(图三)。
一种是表示现场施焊(图三)。
一种是尾部添加符号(图二)图一. 图二图三6、为了完整地表示焊缝,除了以上符号外,还应包括指引线、一些尺寸符号及数据。
7、焊缝符号在图样上的位置1)基要符号相对基准线的位置,指引线一般由带有箭头的指引线和两条基准线(一条为实线,另一条为虚线)两部份组成(图四),如果焊缝在接头的箭头侧,则将基本符号标在基准线的实线侧(图五),如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧(图六),标注对称焊缝及双面焊缝时,可不加虚线(图七)。
..图四图五图六图七2)前头线相对焊缝的位置一般没什么要求(图八),但在标注带坡口的V、Y、J形焊缝时,箭头线应指向带有坡口一侧(图九),必要时,充许箭头线弯折一次(图十)。
图八图九图十3)基准线的位置,基准线的虚线可以画在基准线的实线下侧或上侧。
基准线一般应与图样的底边平行,但在特殊条件下亦可与底边互相垂直。
4)标注实际焊缝时,如果尺寸因素较少,直接在焊缝符号上标注。
如果为了更明确地表示出焊缝的形式,就采用机械制图的方式来表示,即画出连接接头截面详细结构和加工尺寸,图十一,图十二。
图十一图十二8、焊缝尺寸符号及其标注位置1)基本符号必要时可以附带尺寸符号及数据,尺寸符号汇总见下表:2)焊缝尺寸符号及数据的标注原则如下图说明:(1)、焊缝横绝面的尺寸,标在基本符号码左侧。
常用焊缝符号及其标注方法(全)
常用焊缝符号及其标注方法基本符号是表示焊缝横截面形状的符号,常用基本符号见表1。
表1 常用基本符号序号名称示意图符号1 角焊缝2 点焊缝3 Ⅰ形焊缝4 V形焊缝5 单边V形焊缝6 带钝边V形焊缝7 缝焊缝表1〔完〕常用基本符号序号名称示意图符号8 塞焊缝或槽焊缝9 封底焊缝10 喇叭形焊缝11 单边喇叭形焊缝在焊接标注时,焊缝的基本符号必须标注。
对于需要开坡口的焊缝,当设计对坡口形状有特殊要求时,则应在技术图样中画出焊缝坡口的断面图,并明确各项要求;设计对坡口形状无特殊要求时,则技术图样中不做规定,应由工艺人员在工艺文件中予以明确。
4.2 辅助符号辅助符号是表示焊缝外表形状特征的符号,见表2。
表2 辅助符号序号名称示意图符号标注示例说明1 平面符号平面V形对接焊缝一般通过加工保证2 凹面符号凹面角焊缝3 凸面符号凸面V形对接焊缝4.2.2 对焊缝的外表无要求时,则不标注辅助符号。
4.3 补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表3。
当焊缝具有表3所列特征时,则必须标注相应的补充符号。
表3 补充符号序号名称示意图符号标注示例说明1 带垫板符号 V形对接焊缝,底面有垫板2 三面焊缝符号工件三面施角焊缝,焊接方法为手工电弧焊3 周围焊缝符号沿工件周围施角焊缝4 尾部符号〔同上述三面焊缝符号〕标注焊接方法及处数N等说明4.4 尺寸符号4.4.1 常用尺寸符号见表4,表中各尺寸符号,在图样中应标出具体数值。
表4 焊缝尺寸符号序号名称示意图符号标注例如说明1 焊脚尺寸K角焊缝焊脚尺寸为K2焊缝宽度焊缝厚度cSⅠ形焊缝焊缝宽为c焊缝厚为S3 熔核直径 d 塞焊缝熔核直径d点焊缝焊点直径d4 焊缝间距 e角焊缝焊脚尺寸为K焊缝长度为l焊缝间距为e焊缝段(点)数n5 焊缝长度l6 焊缝段(点)数n7 相同焊缝处数 d 角焊缝焊脚尺寸为K 相同焊缝处数为N4.4.2 确定焊缝位置的尺寸不在焊缝符号中给出,而是将其标注在图样上。
焊缝标注介绍 图文并茂

类似结构“”:焊缝基本符号,表示无钝边的单斜边坡口;
“10”:焊缝尺寸符号,表示坡口深度;
“—”:焊缝辅助符号,表示焊缝表面平齐(一般通过加工);
“类似结构”:焊缝补充符号,表示相同结构采用相同的焊缝。
待焊部位为无钝边的单斜边坡口,坡口深10mm,焊后要求焊缝表面平齐(通过加
工或打磨),相同结构采用相同的焊缝。
焊缝形式标准图样组对要求施焊前状态图片施焊前工艺准备施焊后状态图片执行工艺规程
板—板
对接焊缝不戴垫板
戴垫板1.组焊前将焊接坡口区及距焊缝边缘
30mm范围内的油污.铁锈.氧化渣.
毛刺.漆.水渍清理于净,表面露出金
属光泽,无缺陷。
2.按工艺要求用机械加工或手工气割
方式开出坡口,将坡口周围打磨光
滑。
1.平焊
SJ-WPS-FCAW-00-05
2.立焊
SJ-WPS-FCAW-00-06
3. 施焊前应检查坡口的尺寸是否符合
设计要求,同时须控制组对公差,角焊缝和不戴垫板的对接焊缝组对间隙为0~2mm,戴垫板的对接焊缝组对间隙
为R2
(R为图纸设计尺寸)。
角焊缝1.平焊
SJ-WPS-FCAW-02-11 2.立焊
SJ-WPS-FCAW-02-12
管—板角焊缝
SJ-WPS-FCAW-02-18。
焊接标注示例说明
焊接标注示例说明1. 焊接标注的概述焊接标注是指在焊接工程中对焊缝进行标识和标注的操作。
焊接标注的主要目的是为了确保焊接工艺的正确施工和质量控制,便于焊接过程的检验和验收。
2. 焊接标注的重要性焊接标注在焊接工程中起着非常重要的作用。
它能够帮助焊接工人更好地理解焊接图纸上的焊接要求、焊缝形状和尺寸等信息,从而正确进行焊接操作。
焊接标注还能够提供焊缝的位置、尺寸、工艺等信息,便于工程师和检验员在焊接过程中进行全面的检查和评估。
标注清晰、准确的焊缝图纸能够大大提高焊接质量和工程的整体质量。
3. 焊接标注的要求3.1 标注方式焊接标注通常使用符号和文字来表示。
符号和文字应该清晰、简明,能够准确地传递焊接要求和信息。
常用的标注方式包括使用数字表示焊缝的尺寸,使用字母标记不同的焊接类型,使用箭头标识焊缝的位置等。
3.2 标注内容焊接标注应涵盖以下内容:•焊缝的尺寸•焊缝的形状•焊接工艺要求•焊接材料规范•焊接顺序•焊接位置标注内容应与焊接图纸的要求相符,并且能够准确传递焊接工艺和质量要求。
3.3 标注位置焊接标注的位置应尽量靠近焊缝,且不会与其他标识混淆。
标注应明显、易读,并与焊缝的相对位置相符合。
4. 焊接标注的示例下面是一个焊接标注的示例,以便更好地理解焊接标注的具体应用。
焊缝符号含义1 焊缝的尺寸为1mmV 焊缝类型为垂直角焊缝→焊缝位置箭头,箭头朝向焊接的一侧根据上表的示例,可以解读出以下信息:这是一个尺寸为1mm的垂直角焊缝,焊接时应将焊缝放置在箭头所指的一侧。
5. 焊接标注的注意事项在进行焊接标注时,需要注意以下几点:•标注应准确、清晰,以确保标注的信息能够正确传达。
•标注的符号和文字应该符合相应的标准和规范。
•标注位置应合理,使其易读且不与其他标识混淆。
•标注内容应与焊接图纸的要求相符,不应引起歧义。
6. 总结焊接标注是焊接工程中必不可少的一项工作。
通过准确的标注,能够提高焊接工艺的控制和质量的管理,确保焊接过程的正确进行和焊缝的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录B
(资料性附录)
标注示例
常用焊接标注示例见表B.1。
表B.1焊接标注示例
表B.1(续)焊接标注示例
535×50
表B.1(续)
焊接标注示例
序号
焊接标注示例
说明
10
焊缝截面形状为圆柱形塞焊,塞
焊直径为5,沿Фd 圆周均布4个。
11
21为电阻点焊,焊点中心在两工件的接触面上,焊点直径为6,每排12
个焊点,共4排(左右各两排),左右对称(沿汽车前进方向),焊点均布。
12
点焊缝,焊点中心偏离两工件接触面位置(基本符号位置与偏离方向一致)。
点焊直径为5,共8点,点距、
行距均为35。
注:点焊缝符号已明确焊接方法,可不标注焊接方法代号。
13
21为电阻点焊(在不至于引起误解时,可省略尾部标注);焊点中心在
两工件的接触面上;焊点直径为5,共4点,沿Фd 圆周均布。
表B.1(续)焊接标注示例
序号焊接标注示例说明
14
点焊缝,焊点直径为8,共5点,点距40、行距20。
注:点距、行距尺寸,在图中若标注明确就不必在焊接标注中给出。
15
电阻点焊,焊点直径6,每处2
个焊点,共3处。
16
缝焊缝,221为搭接缝焊(即滚焊),焊缝中心在搭接接触面上,焊缝宽为6,在整个工件长度上连续施焊。
17
缝焊缝,焊缝中心向搭接面外偏离,焊缝宽为6,在整个工件长度上连续施焊。
注:虚线基准线可以省略。
18
23为凸焊,焊缝横截面形状为Ⅰ形,对称焊缝,沿圆周施焊、焊透,共2处。
序号焊接标注示例说明
19
24为闪光对焊,焊缝截面形状为Ⅰ形,对称焊缝,外表面为圆柱面,共2处。
20
42为摩擦缝,焊缝截面形状为Ⅰ
形,对称焊缝,外表面为圆柱面。
21
781为螺柱电弧焊,焊缝截面形状为直角三角形,焊脚尺寸为4,表面为凹形,沿工件圆周施焊。
22
782为螺柱电阻焊,焊缝截面形
状为Ⅰ形。
23
角焊缝,焊脚尺寸为2,沿工件圆周施焊。
钎焊方法由工艺决定。
注:基准线下方标注是焊料牌号。
24
左:角焊缝,焊脚尺寸为5,焊缝长250,共4处。
注:虚线基准线可以省略。
右:单边V形焊缝,两面对称,焊缝厚度为5,焊缝长250。