工艺指令单
临方制剂生产指令单
临方制剂生产指令单(实用版)目录1.临方制剂生产指令单的概述2.临方制剂生产指令单的内容3.临方制剂生产指令单的作用4.如何编写临方制剂生产指令单5.临方制剂生产指令单的注意事项正文一、临方制剂生产指令单的概述临方制剂生产指令单,是指在药品生产过程中,为确保生产工艺的准确性、产品质量的可控性以及生产效率的提高,依据药品注册要求和生产工艺规程,对制剂生产的各个环节进行详细指令的一种文本。
临方制剂生产指令单是药品生产过程中至关重要的文件,对于保证药品的质量和疗效具有重要作用。
二、临方制剂生产指令单的内容临方制剂生产指令单通常包括以下几个方面的内容:1.药品的基本信息:包括药品名称、剂型、规格、生产批号等。
2.生产工艺流程:详细描述制剂生产的各个环节,如物料的称量、混合、制粒、压片、包衣、包装等。
3.生产工艺参数:包括各个生产环节的工艺参数、质量标准、设备型号等。
4.物料的配比和用量:明确各种原辅料的配比、投料量和投料顺序。
5.质量控制要求:包括生产过程中的质量检查项目、质量标准、检验方法等。
6.生产设备和工具:列出生产过程中所需的设备、工具及其型号、规格等。
7.操作人员和岗位职责:明确各个生产环节的操作人员及其岗位职责。
8.安全注意事项:包括生产过程中的安全注意事项、应急处理措施等。
三、临方制剂生产指令单的作用临方制剂生产指令单在药品生产过程中具有以下作用:1.确保生产工艺的准确性:临方制剂生产指令单详细描述了生产工艺流程和参数,有助于操作人员准确地进行生产。
2.保证产品质量的可控性:临方制剂生产指令单明确了质量控制要求和标准,有助于保证产品质量符合注册要求。
3.提高生产效率:临方制剂生产指令单对生产工艺进行优化,有助于提高生产效率和降低生产成本。
4.便于生产管理:临方制剂生产指令单明确了各个生产环节的操作人员和岗位职责,有助于生产管理的顺利进行。
四、如何编写临方制剂生产指令单编写临方制剂生产指令单应遵循以下原则:1.严格遵循药品注册要求和生产工艺规程。
工艺指令单-19052703(1)

计划完成日期车间生产设备\NO 品名重量/KGNO 品名重量/KG112233445566778899101011111212131314141515161617171818191920202121222223232424252519052703/C -19052703/C -19052703/C -19052703/C -19052703/C -品名批次单位数量尾料填单人19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19042801/P -19052703/C -19042801/P -19052703/C -19042801/P -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19052703/C -19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -主机/Hz\分级/Hz过程记录日期产出尾粉/KG 操作人确认人批次批次开关机时间投入技术确认工艺要求进料/Hz接料用吨袋从制粉用吨袋区取,投料后吨袋折叠两次回收至破碎用吨袋区;粒度要求:D10=3.5±1.0μm ,D50=10±0.5μm, D90=24±3μm,Dmax≤50μm\初始参考参数19042801/P -19052703/C -19042801/P -19052703/C -备注原料全部进料完后,每批清机料单独收集若设备投料仓中物料剩余过半则可将清机料返投进去,否则待粉碎下一批同种原料后再返投,每班需用橡胶锤敲打集尘仓记录产出尾粉重量,交班前需确保现场及设备整洁有序,确保现场5S。
拟制审核进料/Hz 19052703/C -主机/Hz 分级/Hz 19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -19052703/C -安徽科达洁能新材料有限公司粉碎工艺指令单生产工序粉碎生产数量计划投料日期N0B0P-X1319042801/P -19042801/P -19042801/P -19042801/P -19042801/P -19042801/P -完单总结19042801/P -19042801/P -19042801/P -19042801/P -19052703/C -B01F-A1备注:每班执行首检,记录稳定后的工艺参数;若当班参数有调整亦需记录稳定后的参数。
全面质量管理方案

质量管理方案1、品质保证体系建立(源流管理、后工程是顾客)识别每个工序、每个产品的标准工艺、管控要点、自检要点、操作要点和设备保养要点;制定相应的作业指导书,并跟进相应的检查、确认、优化和绩效。
2、强化变化点管理①、生产部门针对纱线变更(批号)、原材料、设备参数重点部件维修和更换,这种情况生产时必须跟踪确认,必要的时候要打样确认。
②、针对坯布、印染、整理分厂有工艺变更的必须进行申请,测试确认OK后方可批量变更生产。
3、品质体系评价建立内部审核体制由品质部针对各个生产部门进行审核确认,开出不符合项进行整改,限定整改日期和确认整改结果,并跟上相应的绩效。
4、品质管制体系(过程解析)①、针对发生的异常由生产进行分析、纠正和制定预防措施,品质部进行确认执行效果,并跟进相应的绩效。
②、联合内控部重新修订客诉处理流程和绩效考核机制,根据客诉的异常明细进行针对性的分析和整改,并对每一票的责任落实到相应的质检机台、领班、部长(质检签发、放行的除外,按照比例处理20%豁免权)和生产相应的员工、领班和部长。
5、原材料管理体系(采购管理、委外管理)针对来料配制专业抽验人员,按比例进行抽验,针对抽验的批量问题和生产过程发现的原材料批量问题,由品质部牵头勒令采购或生管联络供应商或外协厂进行整改,提交相应的8D报告,并根据报告定期对供应商进行监察。
6、新产品开发体系(体系建立)新产品在生产前必须提供工艺指令单(生产注意点),全物性测试报告(包括贴合强力和新底布物性等),包装方式(如果客人有特殊要求的由业务联合品质部牵头),布面质检合格报告;如果没有以上报告,强行生产的由相应的开发和技术部门承担生产的异常?7、日常要项管理体系(组织明确、权责清晰)由相应的分管高层牵头细分各个部门的职责,划分到各个业务流程尤其是灰色地带的事物,把每个部门工作事项划分清楚,责任明确。
8、目标管理针对各个部门目标的达成情况,由各部门进行分析总结。
软胶囊生产指令单模板
10
原辅料名称 MCT油
共轭亚油酸 绿咖啡
瓜拉纳提取物 没食子儿茶素没食子酸酯
合计:
原料规格 EGCG
配方量 (g/千粒)
500 290 50 50 110
1000
本批次标准 (用量/kg)
0 0 0 0 0 0 0 0 0 0 0
本批次折算 (用量/kg)
1
明胶
120
455
0
2
甘油
191.1
0
胶3
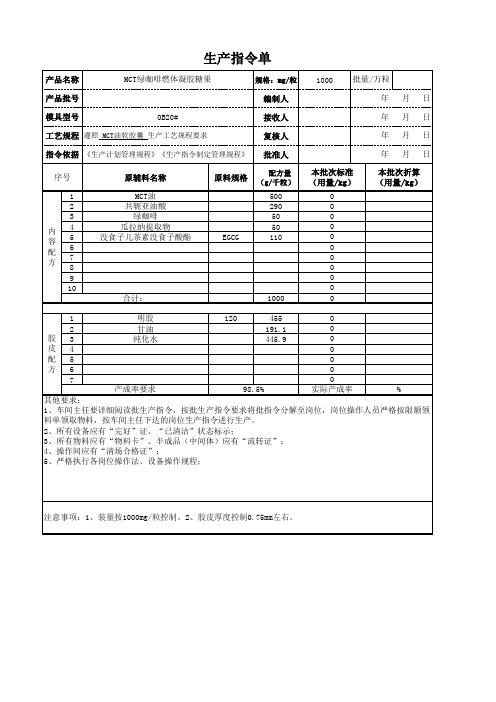
生产指令单
产品名称
MCT绿咖啡燃体凝胶糖果
规格:mg/粒 1000 批量/万粒
产品批号
编制人
年月日
模具型号
0B20#
接收人
年月日
工艺规程 遵照 MCT油软胶囊 生产工艺规程要求
复核人
年月日
指令依据 《生产计划管理规程》《生产指令制定管理规程》 批准人
年月日
序号
1
2
3
内 容 配 方
4 5 6 7 8
9
4、操作间应有“清场合格证”;
5、严格执行各岗位操作法、设备操作规程;
注意事项:1、装量按1000mg/粒控制。2、胶皮厚度控制0.75mm左右。
纯化水
445.9
0
皮4
0
配5
0
方6
0
7
0
Байду номын сангаас
产成率要求
98.5%
实际产成率
%
其他要求:
1、车间主任要详细阅读批生产指令,按批生产指令要求将批指令分解至岗位,岗位操作人员严格按限额领
料单领取物料,按车间主任下达的岗位生产指令进行生产。
2、所有设备应有“完好”证、“已清洁”状态标示;
指令单

工作指令单
项目名称:温州市滨江商务区18-02地块(现代大厦)建设工程
发出指令部门二十冶项目部日期2015年4月1日
工作内容:
1、2015年4月12日前完成地下室所有工作(支撑墩拆除、顶板处理、积水清扫等),具备验收条件。
(配合防水班组清理电梯井、集水坑垃圾清理)
2、2015年4月12日前完成屋面板(含机房层小屋面)砼浇筑。
3、2015年4月5日(下周)开始,砌筑班组进场施工。
4、2015年4月12日前完成各楼层临边、洞口完全防护工作,现场做好文明施工。
指令人:
日期:
受指令单位:上海乃村装饰工艺有限公司签收人:
工作指令单
项目名称:温州市滨江商务区18-02地块(现代大厦)建设工程
发出指令部门二十冶项目部日期2015年4月1日
工作内容:
1、2015年4月12日前完成地下室所有工作(支撑墩拆除、顶板处理、积水清扫等),具备验收条件。
(配合防水班组清理电梯井、集水坑垃圾清理)
2、2015年4月12日前完成屋面板(含机房层小屋面)砼浇筑。
3、2015年4月5日(下周)开始,砌筑班组进场施工。
4、2015年4月12日前完成各楼层临边、洞口完全防护工作,现场做好文明施工。
指令人:
日期:
受指令单位:上海乃村装饰工艺有限公司签收人:。
工艺试验管理规定
工艺试验管理制度一、目的:生产工艺的优化是一个持续、渐进并存在诸多变化因素的过程,为保证试验过程的稳妥、有序、高效进行,促进试验成果的推广应用,特制定本制度;二、范围:生产工艺试验是指公司各部门为改善产品质量、降低生产成本、提高生产效率、解决关键技术问题等开展的一系列科学研究和实验活动;三、职责和权限技术部负责工艺试验的归口管理;技术部负责工艺试验中执行过程的检查和监督;技术部负责工艺试验完成后的资料检查并审核归档;技术部、生产部负责工艺实验的实施及存在问题的反馈;品管部负责实验产品的检验及异常的反馈;四、试验的提出:鼓励公司所有员工对产品生产过程提出工艺优化的建议,并提交详细的工艺优化试验方案;相关建议及方案经部门分管领导审核,主管领导签字审批后,提交技术部;工艺优化试验方案内容包括试验目的预期目标、试验步骤、考核指标、阶段节点、试验注意事项、试验效果验证和资源配置;五、试验的评审:一级工艺试验由试验责任人负责组织相关人员评审,二、三级工艺试验必要时试验责任人负责组织相关人员评审并形成评审会议纪要和会签,工艺试验级别参见;评审可行则执行批准程序,不可行退回提出部门并给予理由说明退回原因;六、试验的批准:因工艺试验与产品质量密切相关,直接影响产品合格率以及质量稳定性,须严格执行审批手续;由于出差、考察等原因无法签字确认的,经过电话沟通或其他通讯方式确认后,可先行实施,后期完善审批手续;试验批准后,工艺试验审批单作为立项材料,报技术部备案、归档;七、试验的审批权限:7.1按照质量管理体系对工艺试验进行分级:三级:基于改善劳动作业环境、生产过程及工艺优化、改善员工操作性、设备工具改进等目的,对产品质量及工艺稳定性无影响的优化方案或验证实验,定义为“三级”;二级:涉及产品所用原辅材料规格、种类变更的试验,涉及关键工艺参数变更或者关键控制点变更的试验,复杂的试验等,定义为“二级”;一级:以下方面的试验,定义为“一级”:1涉及产品品质提升,重大工艺变更,新工艺开发或新产品开发设计;2试验费用预算金额大的;3试验失败导致公司经济损失较大的;4影响公司重大经营决策的;7.2各级试验的审批权限:公司任何部门、任何人均有权提出试验方案,试验评审通过后,试验负责人需提交书面的工艺试验/立项审批单,试验复杂且需多部门配合的试验编制试验方案,与工艺试验/立项审批单一起提交进行签字审批,工艺范围内调整的各级试验的审批流程和权限如下:一级:试验负责人→部门负责人→分管高级经理→总经理;二、三级:试验负责人→部门负责人→分管高级经理;7.3严禁出现未经批准的工艺试验进行;7.4工艺试验/立项审批单审批通过后向相关部门提供复印件报备;7.5工艺试验/立项审批单统一编号,编号原则:年度—SY—序号年度由4位阿拉伯数字组成;序号为由2位阿拉伯数字组成;示例: 2017年进行的第3个实验,编号为2017-SY03八、试验的实施:工艺试验方案通过审批后,由工艺试验负责人按照工艺试验方案安排试验,并跟踪试验情况,生产部门严格按试验方案执行,影响试验效果的特殊因素须特别标记,如环境参数等不可抗力因素;由于试验可能穿叉于工序的正常生产过程中,实施的前提为不影响正常生产;九、试验方案的调整:试验由于某些原因需要调整时,由工艺试验负责人提出调整的理由和调整后的工艺试验方案,审批参照;十、效果评价:效果评价包括阶段评价和最终评价;10.1阶段评价:试验一般分为样品实验、小试、中试、批量四个阶段,每一个阶段均须进行效果评价,必须时组织会议进行评审,审核后,进行下一个阶段的试验;10.2最终评价:试验完成后,由试验负责人在试验完结的一周内进行效果评价,形成最终评价报告,经过相关领导部门领导、高级经理审核签字后,连同工艺试验审批单、试验记录、试验总结报告等相关资料报技术部归档;必要时,组织相关部门共同开展效果评价;10.3工艺试验最终评价结果作为试验责任人绩效考核、职位晋升的重要评定依据;十一、相关记录:工艺试验审批单、工艺指令单和试验通知单,工艺试验总结报告、格式见附件;技术部负责归档;十二、工艺试验纪律管理:试验/效果评审纪律:必须有评审签到表及完成会签的会议纪要;方案实施纪律:必须严格按照已审批的工艺试验要求进行实施和操作;技术文件归档纪律:必须留有审批版的试验总结或纸质版对应质量统计含结论及下一步计划及相关的评审签到表和会议纪要等十三、附加说明:本制度自发布实施之日起执行;编制部门:技术部批准:日期:2017-4-11附件一:工艺试验审批单工艺试验/立项审批单编号:20XX-SYXX附件二:工艺指令单和工艺试验通知单工艺指令通知单NO:使用范围:有效期:工艺试验通知单NO:使用范围:有效期:附件三:工艺试验总结报告工艺试验总结报告仅供参考一、试验目的1.为了……2.二、试验方案/设计1.设计思路-使用表格2.原辅材料、设备、人员等分工-使用表格原辅材料:设备:3.注意事项/问题三、试验步骤-使用表格四、数据统计、分析针对评价标准此处数据分析时使用图表折线图或柱状图等五、总结整个试验结论1.2.批准:审核编制:日期:技术部 2017 - -。
服装生产工艺指令单
服装生产工艺指令单服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP合同号: 20040801 P 1/6接单公司:贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10 (A )材料明细:名 称 规 格 及 要 求 数量 单位 供给 名 称 规 格 及 要 求 数量 单位 供给 面料 全棉 96x48/16x12 拉链(胸) 5#双拉树胶普通自动头拉链1 条 主唛 SIZE+成份+人形唛 1 个 拉链(袋) 5#单开树胶普通自动头拉链 1 条 洗水唛 洗水标志 1 个 魔术贴 2cm 宽3cm 长 1 个 松紧带 2cm 宽 松紧带 2”宽 (B )款式图(面): (背):(C )数量、颜色及分配:主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色100 200 200 300 200 150 150 50 50 50 50 = 15001、(E )工艺图(正面):服装有限公司洗水唛 主唛5#单开树胶普通自动头拉链 5#双拉树胶普通自动头拉链前中右面 (正前中右面 (反贴边4cm 宽出3cm 拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道口袋离前中:48-54:5cm 56-60:口袋离前领边: 48-54:20cm 56-60:口袋离腰线: 48-54:12cm 56-60:所有的止口、缝合全部用5线包边。
口袋口折贴边 1.5宽;口袋边压0.2cm 宽单线;面筒离前中9cm 拉链头打枣2”松紧带包面布 2”松紧带包面布袖口拼接位置用面布连接,宽度2cm ,压袖口袋:8 x 12cm ,中间压一道线;口袋口两边及中间位置各打一个枣,共打枣3个。
口袋离肩距离:48-54:日期: 2004年8月8日 款号: 488-B TOP合同号:20040801 P 3/6(E )工艺图(背后):领边为单线压0.6cm 宽; 领脚为单线压9c m4cm宽 3cm 宽10c m 4cm 宽 3cm 宽 贴边3cm 宽贴边6cm 宽压0.6双线 打枣后腰为用2cm 宽松紧带,面压1cm 宽双线,缩好为拉开口袋离腰: 48-54:6cm 56-60:口袋离侧骨缝: 48-54:5cm 56-60:所有的止口、缝合全部用5线包边。
服装生产工艺设计指令单

服装有限公司生产制造单日期: 2004年8月8日 款号: 488-B TOP 合同号: 20040801 P1/6 接单公司: 贸易部 生产工厂: 制衣厂 数量: 5900 件 交货期: 2004-9-10)数量、颜色及分配: 主 色 48 50 52 54 56 58 60 62 64 66 68 合计 彩兰色 100 200 200 300 200 150 150 50 50 50 50 = 1500 红色 200 400 400 500 550 300 200 100 100 100 50 = 2900 绿色 100 200 200 300 200 150 150 50 50 50 50 = 1500 总数: 5900 件 (D )其它要求:1、 产前样(按足大货要求的材料):要求齐色齐码,即: 共11件;要求在 8月20日寄到我司。
大货须在产前样(齐码办)完全批复并书面通知才可以开裁生产。
2、 船头办(按足大货要求的材料): 6件(齐色跳码);交期: 在出货前10天寄到香港。
3、 针距:面压线12针/吋;暗线10针/吋;20CM 长度内不许接线;每50CM 内接线不许超过1处;接线不许开叉。
4、 外观:要求整烫平整、清洁、没有折痕;无线头、粉印等杂物。
5、 止口倒向:大身两侧缝、肩缝、裤子内外侧缝倒向后片;袖窿倒向袖片;袖子拼接缝倒向大袖片;包边面底线根据缝位倒向分面底。
6、 我司在收到船头办确认OK 和工厂装箱单(工厂在全部装好箱)后,方会安排QC 到工厂做尾期查货,如大货无法达到出货要求需要返工,我司再次查货的一切费用均由工厂负责。
二次查货,乃无法到达出货要求,我司将取消该定单,一切损失由工厂负责。
7、 大货生产全部按足本制造单、产前样批办意见、材料确认意见、样品,如有相互冲突或疑问,请联系改正,不可自行处理。
服装有限公司日期: 2004年8月8日款号:488-B TOP 合同号: 20040801P 2/6(E )工艺图(正面):服装有限公司洗水唛主唛 5#单开树胶普通自动头拉链5#双拉树胶普通自动头拉链前中右面 (正面)前中右面 (反面)贴边4cm 宽出3cm拉链头尾两边打枣拉链边有1.8cm 宽的面布包拉链边,压双道0.6cm 宽线。