操作线方程
(2)提馏段操作线方程

(2)提馏段操作线方程W m m x WL W x W L L y ---=+'''''1 ——提馏段操作线方程其意义:表示在一定的条件下,提馏段内自任意第m 块塔板下降液相组成x `m与其相邻的下一块(即m+1)塔板上升蒸汽组成y `m+1之间的关系。
在稳定操作状态下,W 、x w 为定值,L `、V `为常数,故提馏段操作线也为一条直线。
该直线过b ( x w , x w ),斜率为L ` / V ` , L `受加料量及进料热状况的影响。
三、进料热状况的影响1、五种进料状况分析:(a) 冷液: V ’>V L ’>L⎪⎩⎪⎨⎧+=+=+W m m Wx y V x L W V L 1''''(b) 饱和液体(泡点进料): V ’=V L ’=L+F(c) 气液混合物:V > V ’ L ’>L(d )饱和蒸汽(露点进料): L ’=L V=V ’+F(e)过热蒸汽: V > V ’ L ’<L设:q —进料热状态参数 q 的定义式为: FL L q )('-= 即每1kmol 进料使得L ’较L 增大的摩尔数。
通过对加料板作物料及热量衡算,就能得到q 值得计算式:==原料液的汽化潜热的热量进料变为饱和蒸汽所需将1kmol 1kmol q 均泡均均r t t c r F )(-+ 均r ——原料液的平均摩尔汽化热,kJ/kmol ;均c ——原料液的平均摩尔比热容,kJ/(kmol ·℃);泡t ——原料液的泡点,℃;F t ——进料温度,℃。
则: L ’=L+qF V=V ’+(1-q)F则提馏段操作线方程为: 【例题7-4】 课堂练习:习题7-7练习:用某精馏塔分离丙酮-正丁醇混合液。
料液含30%丙酮,馏出液含95%(以上均为质量百分数)的丙酮,加料量为1000k g /h ,馏出液量为300kg /h ,进料为沸点状态。
填料塔操作线方程

填料塔操作线方程填料塔是一种常见的工业设备,用于将散状物料以分层的方式填充到容器或装置中。
在填料塔的操作过程中,我们需要掌握填料塔操作线的方程,以确保填料过程的顺利进行。
接下来,让我们详细介绍一下填料塔操作线方程的相关内容。
填料塔操作线方程是用来描述填料塔中物料分布的数学方程。
它可以用来计算填料塔的填料高度、填料床厚度等参数,从而提供实际操作时的参考依据。
在填料塔操作线方程中,常用的一个模型是经验方程。
这种模型基于实际工业应用经验,通过对实验数据的拟合,得到了比较准确的结果。
经验方程的形式可以表示为:h = a * (1 - exp(-b * L))其中,h表示填料高度,L表示填料塔的位置,a和b是经验系数,根据具体填料塔的设计和物料的性质确定。
填料高度h是一个重要的参数,它直接影响到填料塔的工艺效果。
在填料操作过程中,我们需要根据填料塔的设计要求和物料的性质,确定合适的填料高度。
填料高度过高或过低都会对填料塔的操作产生不良影响,导致填料均匀性差、物料堆积等问题的出现。
填料床厚度也是填料塔操作的一个重要参数。
它表示填料层的厚度,对填料塔的流动性能和传质效果有着直接影响。
填料床厚度的选取应该结合填料的性质和操作条件进行综合考虑,以保证填料塔的高效运行。
在实际填料塔操作中,我们需要根据填料塔的设计规格和物料性质确定经验系数a和b的数值。
这需要依靠大量的实验和数据分析工作,并结合相关的理论知识进行综合判断。
通过不断的实践和总结,我们可以逐步优化填料塔操作线方程,提高填料塔的工艺效果和经济效益。
除了填料塔操作线方程,我们还需要注意填料塔操作过程中的一些技巧和注意事项。
首先,我们需要保持填料塔的运行状态稳定,避免出现塌塞、物料流动不畅等问题。
其次,要定期检查填料塔的密封性能,确保操作环境清洁和物料回收的有效性。
此外,还要根据实际情况调整填料塔的操作参数,如进料流量、分层速度等,以确保填料过程的顺利进行。
综上所述,填料塔操作线方程是填料塔操作的重要工具。
提馏段操作线方程
提馏段操作线方程
一、定义:
提馏段操作线方程,是一种考虑到提馏段的传输功能,由多个功能组成的操作线方程,考虑不同的输入及输出条件,来表示提馏段处理过程中的特征变化。
二、功能:
1、提馏段操作线方程可以用来评估提馏段的质量,从而控制配置参数,使之满足入口或出口条件的特殊要求。
2、提馏段操作线方程可以用于模拟提馏段处理过程中的效果,以分析提馏段的传输拐点以及功率放大比等数值。
3、提馏段操作线方程可以用于测量和控制提馏段的状态参数,确保提馏段的质量稳定。
三、示例:
提馏段操作线方程可以表示为:
Vin——Vout=Ac(变比)+Bc(截距)+F(换算因子)
其中,Ac为变比,表示提馏段的放大倍数;Bc为截距,表示提馏段的偏置电压;F为换算因子,表示提馏段的电容比或电感比。
- 1 -。
操作线方程

操作线方程操作线方程操作线方程是一种用于计算和描述物体运动的数学工具。
它是一种基于向量的数学模型,可以用来描述物体在三维空间中的位置、速度和加速度等运动状态。
在机器人控制、计算机图形学、游戏开发等领域都有广泛应用。
一、向量基础在介绍操作线方程之前,我们需要先了解一些向量基础知识。
1. 向量的定义向量是一个有大小和方向的量,通常用箭头表示。
例如,在平面直角坐标系中,一个二维向量可以表示为:$$\vec{v} = \begin{pmatrix} v_x \\ v_y \end{pmatrix}$$其中 $v_x$ 和 $v_y$ 分别表示向量在 $x$ 轴和 $y$ 轴上的分量。
2. 向量的加法两个向量相加得到一个新的向量,其大小等于两个向量长度之和,方向与第一个向量相同。
例如:$$\vec{a} + \vec{b} = \begin{pmatrix} a_x + b_x \\ a_y + b_y \end{pmatrix}$$3. 向量的减法两个向量相减得到一个新的向量,其大小等于两个向量长度之差,方向与第一个向量相反。
例如:$$\vec{a} - \vec{b} = \begin{pmatrix} a_x - b_x \\ a_y - b_y\end{pmatrix}$$4. 向量的数量积向量的数量积等于两个向量长度之积乘以它们夹角的余弦值。
例如:$$\vec{a} \cdot \vec{b} = |\vec{a}| |\vec{b}| \cos{\theta}$$其中 $|\vec{a}|$ 和 $|\vec{b}|$ 分别表示向量 $\vec{a}$ 和$\vec{b}$ 的长度,$\theta$ 表示两个向量之间的夹角。
5. 向量的叉积向量的叉积等于两个向量长度之积乘以它们夹角的正弦值,结果是一个垂直于这两个向量所在平面的新向量。
例如:$$\vec{a} \times \vec{b} = |\vec{a}| |\vec{b}| \sin{\theta}\hat{n}$$其中 $\hat{n}$ 是一个垂直于 $\vec{a}$ 和 $\vec{b}$ 所在平面的单位法向量。
名词解释操作线和操作线方程

操作线和操作线方程1. 操作线的概念在数学中,操作线是指在平面上由两个点之间的直线移动形成的曲线。
这两个点分别被称为操作点。
操作线可以用来描述一系列变化过程中的轨迹,常见于物理学、工程学和计算机图形学等领域。
2. 操作线方程的定义操作线方程是描述操作线位置的方程。
它可以通过给定的操作点和参数化变量来表示。
通常,我们使用参数t来表示时间或其他自变量,将其代入到操作点坐标中得到一个关于t的向量函数。
3. 一维操作线方程3.1 参数化形式对于一维情况下的操作线,我们可以使用参数化形式来表示。
假设有两个操作点A 和B,它们分别具有坐标(x₁, y₁)和(x₂, y₂)。
那么我们可以将其表示为:x = x₁ + t * (x₂ - x₁) y = y₁ + t * (y₂ - y₁)其中t是一个实数参数,用来描述A到B之间的位置。
3.2 点斜式形式除了参数化形式外,我们还可以使用点斜式来表示一维操作线方程。
假设A和B仍然是两个操作点,斜率为m,则操作线方程可以表示为:y - y₁ = m * (x - x₁)其中x₁和y₁是操作点A的坐标。
4. 二维操作线方程4.1 参数化形式对于二维情况下的操作线,我们仍然可以使用参数化形式来表示。
假设有两个操作点A和B,它们分别具有坐标(x₁, y₁)和(x₂, y₂)。
那么我们可以将其表示为:x = x₁ + t * (x₂ - x₁) y = y₁ + t * (y₂ - y₁)其中t是一个实数参数,用来描述A到B之间的位置。
4.2 一般式除了参数化形式外,我们还可以使用一般式来表示二维操作线方程。
一般式通常采用Ax + By + C = 0的形式表示。
假设A和B仍然是两个操作点,斜率为m,则操作线方程可以表示为:y - y₁ = m * (x - x₁)其中x₁和y₁是操作点A的坐标。
5. 应用举例5.1 物理学中的应用在物理学中,操作线经常被用来描述粒子在空间中的运动轨迹。
化工原理课件(十一五)课件第六章第四节物料衡算和操作线方程
(5)过热蒸气进料
q Cm' p (Ts tF ) < 0 rm
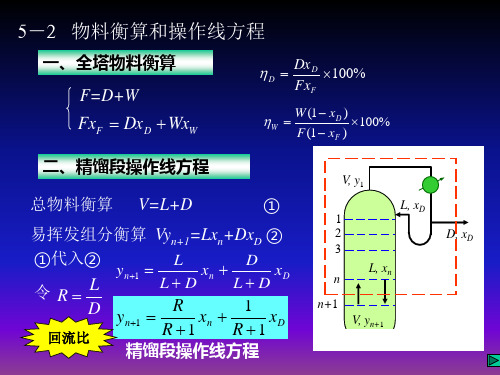
总物料衡算
液相分率 q L' L
F
V ’ =L’-W
L’=V’+W ①
L' L
q
②
F
L,=L+qF
V'=V+(q-1)F
提馏段物料衡算
q的引入,使提馏段上升蒸汽及下降液体流量的计算容易了。
联想恒摩尔流假设中V与V’,L与L’不 一定相等,那么什么情况下相等?
IL≈IL'
代入②式并 与①联立
V,IV
L,IL
V’, IV’ L’, IL’
(V-V') IV =F IF-(L'-L) IL
IV I F L' L
IV IL
F
=q
q L' L F
液相分率
热状况
q
IV IV
IF IL
将1kmol原料变成饱和蒸汽所需热量 1kmol原料的汽化潜热
参数
三、q 线方程(进料方程)
Vy=Lx+DxD ① V'y=L'x-WxW ②
进料板连接着精馏段与提 馏段,因此组成相同,下 标省略!
① - ②:
1.0
(V'-V)y=(L'-L)x-(DxD+WxW)
q=1 q>1
a
0<q<1
(q-1)F y=q F x-F xF
y q x xF q 1 q 1 ——q线方程
W V'
xW
y
1.0
因为 L’=V’+W
而L’、 V’受进料温度状 况的影响,所以在学习 下面内容之前,无法分
精馏计算公式
精馏计算公式
精馏线计算公式
1、q线方程就是精馏段操作线方程和提馏段操作线方程交点的轨迹方程,也称为进料方程。
2、精馏段操作线方程:y=(L/V)x+(D/V)xD
提馏段操作线方程:y=(Lˊ/V')x-(W/Vˊ)xW
两线交点的轨迹应同时满足以上两式,将上式代入q=(Lˊ-L)/F,即得q线方程:y=﹛q/(q-1)﹜x-﹛1/(q-1)﹜xF
精馏塔计算公式
(1)物料平衡:进入某装置或设备的物料量必等于排出某装置或设备的物料量与过程累积的量。
当无累积量时,即:进料量=排出量。
对于精馏塔 F=D+W;体现了塔的生产能力,主要由F、D、W调节。
(2)汽液相平衡:是精馏操作的基础;体现了产品的质量及损失情况。
由操作条件(T、P)及塔板上汽液接触的情况维持。
只有在温度、压力固定时才有确定的汽液平衡组成,
(3)热平衡:是物料平衡和汽液平衡的基础。
Q入=Q出+Q损
各层塔板上的热平衡 Q汽化=Q冷凝
影响因素:塔釜加热蒸汽量、塔顶冷凝剂量、物料平衡、汽液平衡。
总之三大平衡相互制约,操作中常以物料平衡的变化为主,相应调节热量平衡以维持汽液平衡。
操作线方程

IV I F q IV I L
q 线方程
两操作线方程的交点轨迹方程。
Vy Lx DxD V ' y L' x WxW
两式相减
V 'V y L' Lx WxW DxD
代入相应关系式
y x q x F q 1 q 1
q 1Fy qFx FxF
V, ym , IV L, xm-1 ,IL
加料 F, IF , xF
加料板 第m 板 V’, ym+1 ,IV’ L’, xm , IL’
设第 m 块板为加料板,进、出该板各股的摩尔流率、组成 与热焓可由物料衡算与热量衡算得出
GLL
当液汽呈饱和状态, 且相邻板的温度及组 成相差不大时
IV IV I L I L
yn1
R xD xn R1 R1
一定操作条件下,精馏段内第n层下降的液相组成xn与第n+1 层上升的汽相组成yn+1之间的关系。 该方程为一直线,其斜率为R/(R+1),截距为xD/(R+1) GLL
提馏段操作线方程
对控制体作物料衡算有:
L V W Lx m V y m 1 Wxw
—— 加料热状态参数
其大小与进料的热焓值 IF 直接相关。 由定义可得: L L qF
V V 1 q F
GLL
加料热状态对塔内摩尔流率的影响 实际生产中,进料有五种不同的热状态: (1) 温度低于泡点的冷液体,IF< IL (2) 泡点下的饱和液体,IF= IL (3) 温度介于泡点和露点之间的汽液两相混合物,IL<IF<IV (4) 露点下的饱和蒸汽,IF=IV (5) 温度高于露点的过热蒸汽,IF>IV 各进料热状态的 q 值、以及对应的汽、液摩尔流率分别为 (1) 冷液体 (2) 饱和液体 (3) 汽液混合 (4) 饱和蒸汽 (5) 过热蒸汽 q>1, L’>L+F, V<V’ q=1, L’=L+F, V=V’ 0<q<1, L’>L, V>V’ q=0, L’=L, V=F+V’ q<0, L’<L, V>F+V’