玻璃窑炉马蹄焰池窑简介
88m2燃发生炉煤气马蹄焰中碱玻纤池窑设计与运行简介

I t o uc i n fDe i n a e a i n a u 8 m 2 n r d to o sg nd Op r to bo t8
Pr d c r Ga r d End Po tM e i m . Al l o u e s Fi e r du . ka i .
Fi e a s M etng Fur c b r Gl s li na e
L e - u C IF n ,A u IW i jn,A e g T NG Y
1 1 大碹 材 质 问题 .
玻 璃 与搪 瓷
・ 3・ 2
熔窑大碹是决定熔窑寿命及玻璃液质量 的主要因素之一。传统的中碱 马蹄焰熔窑大碹多采用优质硅 砖, 但对于拉丝池窑大碹使用硅砖有两个不利因素: 一是硅砖侵蚀较快 , 尤其在熔窑运行中后期 , 碹滴会大量
进入 玻璃 液 , 形成 富硅 质条 纹 , 影响玻 璃 液 的均匀 性 , 而 降低拉 丝 成 品率 ; 是熔 窑运 行后期 大 碹保 温层 基 从 二 本被 拆 除 ( 护大 碹 ) 加剧熔 窑 的 能源 消耗 。 保 , 考虑 以上两个 因素 , 们采 用再 烧结 电熔 莫来 石砖 , 种 砖在 整 个 窑期 内基 本没 有 侵蚀 , 我 这 虽然 价 格 要 比
热式马蹄焰熔窑 、 鼓泡加窑坎技术 、 深澄清部 、 上倾斜式流液洞 、 窑体加强保温 、 池底电助熔等技术集成 , 优化 结 构设 计 。下 面主 要介 绍熔 窑在 设计 、 产及 运行 中遇 到 的一些 主 要 问题 。 投
玻璃马蹄焰窑炉介绍
玻璃窑炉马蹄焰池窑简介1.熔化池结构窑炉的熔化率主要取决于熔化温度,因为中碱和无碱玻璃球窑的熔制温度比较高,如果进一步提高熔化温度来提高熔化率,会加速对耐火材料的侵蚀,降低球质和影响炉龄。
而采取鼓泡和电助熔技术可以相应提高中下层玻璃温度,促进玻璃的均化,并且提高熔化率。
玻璃原料从熔化到澄清的行程也大,这有利于玻璃质量的控制和提高,而长宽比又受到小炉结构设计、火焰长度及拐弯要求的限制。
池深不仅影响到玻璃液流和池底温度,而且影响玻璃液的物理化学均匀性以及窑炉的熔化率。
一般池底温度在1200—1360℃之间较为合适。
池底温度的提高可使熔化率提高。
但池底温度高于1380℃时,需要提高池底耐火材料的质量及品种,否则会加速池底的侵蚀并降低炉龄,且会增加玻璃球的结石含量,这对后道拉丝生产是不利的,影响池底温度的决定性因素是玻璃的铁含量和玻璃气氛。
当Fe2O3含量在0.25—0.3%范围内时,池深800—1200mm的玻璃球窑,其垂直温降约为15—30℃/100mm。
2.工作池选择半圆形工作池时,其半径R决定于制球机台数与布置方式。
一般工作池半径小于等于熔化池池宽,工作池深度浅于熔化池池深300—400mm。
3.投料池为了获得稳定的玻璃质量,一般在池壁两侧设置一对投料池,随换火操作交替由火根投料。
投料池中心线与窑炉池壁的距离主要决定于小炉喷火口的温度,温度越高距离可缩小。
一般其距离可定在0.8—1.0m。
4.流液洞流液洞的功能是降温和均化。
采用沉式流液洞比采用直通式流液洞温降大。
而均化效果受液洞高度影响较大。
如高度越小则均化效果越好。
所以设计流液洞宽度一般应大于其高度。
在不考虑玻璃回流的情况下,玻璃流经流液洞的平均速度可取5—20m/h。
5.胸墙高度胸墙高度应根据窑炉容积发热强度来确定,目前容积发热强度设计值一般取60—200KW/m3(相当于50—180*103kcal/N.m3),比早期的数据已有明显下降,这说明提高了胸墙高度,而且采用质量改善的耐火材料和较好的保温效果,使窑炉热损失减少,大容积空间更有利于燃料的完全燃烧和增强其容积辐射强度,有利于提高熔制质量和降低能耗。
马蹄焰池窑设计
马蹄焰池窑设计窑炉及设计(玻璃)课程设计说明书题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计学生姓名:学号:院(系):材料科学与工程学院专业:无机非金属材料工程指导教师:2012 年 6 月 17 日陕西科技大学窑炉及设计(玻璃)课程设计任务书材料科学与工程学院无机非金属材料工程专业班级学生:题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计课程设计从2012 年6 月4 日起到2012 年6 月17 日1、课程设计的内容和要求(包括原始数据、技术要求、工作要求等):(1) 原始数据:a.产品规格:青白酒瓶容量500mL, 重量400g/只b.行列机年工作时间及机时利用率:313 天,95%c.机速:QD6行列机青白酒瓶38只/分钟d.产品合格率:90%e.玻璃熔化温度1430℃f.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液g.重油组成(质量分数%),见表1。
表1 重油组成(2) 设计计算说明书组成(电子纸质版)参考目录如下1.绪论1.1设计依据1.2简述玻璃窑炉的发展历史及今后的发展动向1.3对所选窑炉类型的论证1.4有关工艺问题的论证2.设计计算内容2.1日出料量的计算2.2熔化率的选取2.3熔窑基本结构尺寸的确定2.4燃料燃烧计算2.5燃料消耗量的计算2.6小炉结构的确定与计算2.7蓄热室的设计2.8窑体主要部位所用材料的选择和厚度的确定3.主要技术经济指标4.对本人设计的评述参考文献设计说明书格式见《陕西科技大学课程设计说明书撰写格式暂行规范》。
(3)图纸要求采用绘图纸铅笔绘制,图纸断面见参考图。
图幅大小见表3。
各断端面绘图比例必须一致。
表3 图纸要求2、对课程设计成果的要求〔包括图表、实物等硬件要求〕:1、绪论课程设计是培养学生运用《玻璃窑炉及设计》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
目的是使学生受到设计方法的初步训练,逐步树立正确的设计观点,增强设计能力、创新能力和综合能力,初步掌握窑炉及其它热工设备设计的基本知识和技能,并对所学窑炉热工理论知识进行验证和深化,为将来从事生产、设计、研究及教学等方面工作打下良好的基础。
马蹄焰窑炉设计说明书
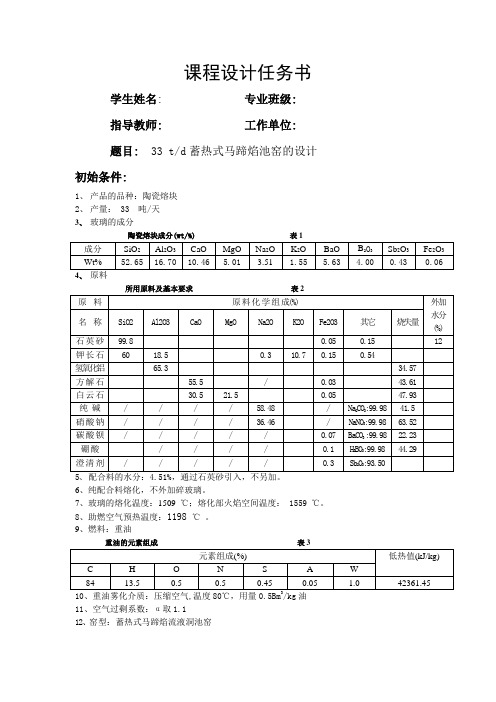
课程设计任务书学生姓名: 专业班级:指导教师:工作单位:题目: 33 t/d蓄热式马蹄焰池窑的设计初始条件:1、产品的品种:陶瓷熔块2、产量: 33 吨/天3、玻璃的成分陶瓷熔块成分(wt/%)表14、原料所用原料及基本要求表26、纯配合料熔化,不外加碎玻璃。
7、玻璃的熔化温度:1509 ℃;熔化部火焰空间温度: 1559 ℃。
8、助燃空气预热温度:1198 ℃。
9、燃料:重油重油的元素组成表310、重油雾化介质:压缩空气,温度80℃,用量0.5Bm/kg油11、空气过剩系数:α取1.112、窑型:蓄热式马蹄焰流液洞池窑要求完成的主要任务:一、撰写设计说明书,主要内容包括:1、设计依据及相关政策、法律、法规及设计规范2、物料平衡计算(列出计算过程)2.1配料计算2.2去气产物及组成计算3、热平衡计算(列出计算过程)3.1燃料燃烧计算3.2玻璃形成过程所消耗的热量计算3.3燃料消耗量近似计算4、窑炉的结构设计详细说明各部位的作用,各主要参数选择依据,并进行方案对比。
4.1熔化部设计包括熔化部的面积、长、宽、深度、火焰空间及投料口的尺寸。
4.2工作部的设计包括工作部的面积、长、宽、深度及火焰空间的尺寸。
4.3玻璃液的分隔设备的设计4.4出料口的设计4.5小炉口的计算与设计4.6蓄热室的计算与设计4.7烟道与烟囱尺寸的确定5、窑炉耐火材料的设计与选择包括池壁、池底、胸墙、大碹、蓄热室的耐火材料及保温材料的设计与选择。
要求作方案对比,阐述选择依据。
6、窑炉主要技术经济指标①熔化量:②熔化率:③熔化部面积:④冷却部面积:⑤一侧蓄热室格子砖的受热面积:⑥单位熔化部面积所占格子砖受热面积:⑦每公斤玻璃液所消耗的热量:⑧燃料消耗量:⑨玻璃熔成率。
二、用CAD绘制一张窑炉总图(3#图打印)时间安排:18周讲课、查阅资料、设计计算、绘制草图;19周 CAD制图;20周撰写设计说明书、答辩。
指导教师签名:年月日系主任(或责任教师)签名:年月日目录1.设计依据及相关的法律法规 (1)1.1设计的依据:课程设计任务书 (1)1.2国家相关法律、法规及设计规范 (1)1.3马蹄焰窑炉的特点 (2)2.物料平衡计算 (2)2.1配料计算 (2)2.2去气产物及组成计算 (4)3.热平衡计算 (5)3.1燃料燃烧计算 (5)3.2玻璃形成过程中所消耗的热量 (6)3.3燃料消耗量近似计算 (7)4.窑炉的结构设计 (8)4.1熔化部的设计 (8)4.2工作部的设计 (11)4.3玻璃液的分隔设备(流液洞)的设计 (11)4.4出料口的设计 (12)4.5 小炉口的计算与设计 (12)4.6蓄热室的计算与设计 (13)4.7烟道与烟囱尺寸的确定 (15)5. 主要技术经济指标 (16)6. 参考文献 (16)7. 总结 (16)设计题目:33 t/d蓄热式马蹄焰池窑的设计1 设计依据及相关的法律法规设计依据及其基本原则:随着工业生产现代化水平的日益提高,能源供应日趋紧张,在本设计中,为了节约能源、降低成本,采用有效的保温措施。
玻璃工业窑炉 第二章马蹄焰窑 第二节冷却部设计
2.2 冷却部设计 2.2.1作用:对玻璃液冷却、均化和分配。 A、冷却玻璃液;与流液洞起一半降温作用 B、稳定玻璃液温度和成分; C、玻璃液继续澄清和均化; D、可吸收一部分再生气泡; E、改善熔化池的循环对流; F、稳定玻璃液面,并均匀分配给供料道。
2.2.2结构参数确定 池深:逐步变浅,提高垂直方向温度均匀性
和减少回流。比熔化池浅300mm。颜色玻 璃可浅0.4~0.6m。 面积:取决于窑炉的温度制度和出料量。 1)温度制度:冷却程度大,则面积大。 2)出料量:出料大,冷却程度大,面积大。
3)参数: a、F冷/F熔。 (15~25)%。分配料道(10~20)%。 b、正常流动负荷/冷却部面积。(t/d·m2) 冷却率。3~13范围。 c、冷却部容积/正常流动负荷(m3/d) 玻璃液停留时间。愈长愈稳定,但需更多空
间,回流多。最小存3小时玻璃流量。
2.2.3冷却部形状 取决于成型方式,成型机的数量及工艺布置,
玻璃液应均匀分配,减少死角。 A、人工成型: 操作空间,换坩埚、热修方便。两甏口中心
距>1.4m,边甏到墙角>400mm。 B、机械成型。 长方形、半圆型、多边型等。
2.2.4 分配料道
火焰空间分隔,不 受熔化部火焰的干 扰,空间再用隔墙 分隔,分区各自温 度调节。
2 马蹄焰池窑
设计步骤:先确定池窑各部位的形式、尺 寸和材料。绘出草图。热工理论计算,砖 结构排列与计算、钢结构布置与计算。
设计原则:技术先进,施工可能,操作方 便,经济合蓄热式马蹄焰池窑纵立剖面A-A
横立剖面B-B、C-C
蓄热式马蹄 焰玻璃池窑 侧视图
适合于瓶罐玻璃的 生产,也可用于器 皿玻璃、安瓿玻璃 等生产。
马蹄焰窑发展历史
马蹄焰窑是一种古代中国的陶瓷烧制窑炉,以下是其发展历史的简要概述:
起源:马蹄焰窑起源于中国的北方地区,最早出现在公元7世纪唐朝晚期。
它的名称来自于其窑炉顶部烟囱的形状,呈马蹄状。
唐代:唐代是马蹄焰窑的发展阶段。
在唐朝时期,马蹄焰窑已经成为中国陶瓷生产的主要窑炉之一。
这种窑炉采用了间隙式烧制技术,通过控制氧气的进入和排出,实现了温度的控制和瓷器的烧制。
宋代:宋代是马蹄焰窑的繁荣时期。
在北宋时期,马蹄焰窑得到了进一步的改进和发展。
窑炉结构更加完善,烧制技术更加精湛,瓷器的品质得到了大幅提升。
马蹄焰窑成为宋代北方窑炉的代表之一。
元代:元代是马蹄焰窑的衰落时期。
元代的政治动荡和社会变革对陶瓷产业造成了不利影响,马蹄焰窑逐渐失去了繁荣。
在元代后期,马蹄焰窑逐渐退出历史舞台,被其他窑炉所取代。
马蹄焰窑在中国古代陶瓷产业的发展中起到了重要的作用。
它代表了一种特定的窑炉结构和烧制技术,为瓷器的制作提供了有效的工具和方法。
尽管马蹄焰窑在元代后期逐渐式微,但其对中国陶瓷发展的贡献仍然不可忽视。
马蹄焰玻璃窑炉设计技术培训 ppt课件
一、玻璃窑炉马蹄焰池窑简介
1.熔化池结构: 窑炉的熔化率主要取决于熔化温度,因为中碱和无碱玻璃球窑 的熔制温度比较高,如果进一步提高熔化温度来提高熔化率,会加 速对耐火材料的侵蚀,降低球质和影响炉龄。而采取鼓泡和电助熔 技术可以相应提高中下层玻璃温度,促进玻璃的均化,并且提高熔 化率。玻璃原料从熔化到澄清的行程也大,这有利于玻璃质量的控 制和提高,而长宽比又受到小炉结构设计、火焰长度及拐弯要求的 限制。池深不仅影响到玻璃液流和池底温度,而且影响玻璃液的物 理化学均匀性以及窑炉的熔化率。一般池底温度在1200—1360℃之 间较为合适。池底温度的提高可使熔化率提高。但池底温度高于 1380℃时,需要提高池底耐火材料的质量及品种,否则会加速池底 的侵蚀并降低炉龄,且会增加玻璃球的结石含量,这对后道拉丝生 产是不利的,影响池底温度的决定性因素是玻璃的铁含量和玻璃气 氛。当Fe2O3含量在0.25—0.3%范围内时,池深800—1200mm的玻 璃球窑,其垂直温降约为15—30℃/100mm。
一、玻璃窑炉马蹄焰池窑简介
6. 小炉: 目前小炉设计仍以实践经验为主,一个成功的设计者 应能用燃烧理论、火焰传热理论去分析、应用和总结实践经验。
(1) 小炉下倾角一般在18—35°范围内选用,燃油小炉一般 选用22—25°,燃烧天然气和干气的小炉下倾角可以大些。在实际 生产行中油枪有5°左右的上仰角,在采用天然气和干气时的仰角 还要更大些,其目的是让火焰与玻璃液面平行。
(2) 小炉喷出口速度(或小炉出口面积),由于燃油雾化后 喷入窑炉空间的燃烧过程中伴随着油雾的气化过程,因此燃料混合 物喷出的速度大,气化膨胀的阻力也大,油类燃料在窑内的停留时 间一般比天然气燃料的时间长,因此燃油小炉喷出的速度可以稍低。 当改用天然气时,如果喷出速度太低,会造成燃烧不完全。小炉喷 出口速度一般参照小炉喷出口处相应温度的空气速度来进行计算比 较合适。小炉喷出的助燃空气要有一定的容积厚度,取其宽高比为 2—3.5。 为了使火焰不直接冲刷胸墙,两座小炉内侧间距应不小于 0.6,小炉外侧与胸墙间距不小于0.3。
玻璃工业窑炉 第二章马蹄焰窑 第一节熔化部设计
熔化池基础、主次梁
主梁
次梁
基础柱
熔化池池底 池底大砖 池底保温层
熔化部、冷却部池壁预排
投料口
熔化池
冷却池
池底“漂砖”的原因
配合料中碎玻璃带入的金属和玻璃还原的熔融金 属杂质沉在池底形成球状熔体,对池底砖产生向 下钻孔侵蚀。同时玻璃液和金属液在渗入到铺面 砖下垫层时产生向上钻蚀。
缝,2~3mm,R为半径,δ为碹厚。 砌拱时,插入的直型砖不要太多,否则易塌拱。 拱脚要加固紧,拱脚松动也会造成塌拱。 横推力F为
F KG ctg
22
式中,K为温度修正系数
F大小影响因素 G的大小
θ的大小 平拱θ=0,F→∞ θ=180,F=0
温度tw1≥tw2,产生附加载荷 T↑,K↑
品种料别
F熔<20 m2
燃料1
燃料2
F熔21~39 m2
燃料1
燃料2
F熔>40 m2 燃料1 燃料2
保温瓶 仪器普白料
0.6~0.9 0.8~0.95 0.7~1.0 0.4~0.5 0.65~0.8
1.1~1.35 1.7~1.9 (60m2)
仪器灯工硬 料
仪器烧器硬 料
中碱球
~0.35 0.15~0.2
0.5
吹制泡壳 0.5~0.65 0.8~1.0 0.6~0.75 0.8~1.1
1.0
1.2
压制管壳
0.6~0.7
0.6~0.7
安瓶管
0.4~0.6
~ 0.8
0.8~1.0
灯管芯柱 0.25~0.3 0.35~0.4 0.3~0.5 0.4~0.6
0.7~0.8
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃窑炉马蹄焰池窑简介
1.结构尺寸
(1)熔化面积。
窑炉的熔化率主要取决于熔化温度,因为中碱和无碱玻璃球窑的熔制温度比较高,如果进一步提高熔化温度来提高熔化率,会加速对耐火材料的侵蚀,降低球质和影响炉龄。
而采取鼓泡和电助熔技术可以相应提高中下层玻璃温度,促进玻璃的均化,并且提高熔化率。
(2)熔池长宽比。
长宽比越大,玻璃原料从熔化到澄清的行程也大,这有利于玻璃质量的控制和提高,而长宽比又受到小炉结构设计、火焰长度及拐弯要求的限制。
采用高热值燃料的球窑池长可达到10mm,所以可选择较大的长宽比。
而采用低热值燃料的球窑应选择较小的长宽比。
一般长宽比选用范围为1.4—2.0。
(3)池深。
池深不仅影响到玻璃液流和池底温度,而且影响玻璃液的物理化学均匀性以及窑炉的熔化率。
一般池底温度在1200—1360℃之间较为合适。
池底温度的提高可使熔化率提高。
但池底温度高于1380℃时,需要提高池底耐火材料的质量及品种,否则则会加速池底的侵蚀并降低炉龄,且会增加玻璃球的结石含量,这对后道拉丝生产是不利的,影响池底温度的决定性因素是玻璃的铁含量和玻璃气氛。
当Fe2O3含量在0.25—0.3%范围内时,池深800—1200mm的玻璃球窑,其垂直温降约为15—30℃/100mm。
(3)工作池。
选择半圆形工作池时,其半径R决定于制球机台数与布置方式。
一般工作池半径小于等于熔化池池宽,工作池深度浅于熔化池池深300—400mm。
(4)投料池。
为了获得稳定的玻璃质量,一般在池壁两侧设置一
对投料池,随换火操作交替由火根投料。
投料池中心线与窑炉池壁的距离主要决定于小炉喷火口的温度,温度越高距离可缩小。
一般其距离可定在0.8—1.0m。
(5)流液洞。
流液洞的功能是降温和均化。
采用沉式流液洞比采用直通式流液洞温降大。
而均化效果受液洞高度影响较大。
如高度越小则均化效果越好。
所以设计流液洞宽度一般应大于其高度。
在不考虑玻璃回流的情况下,玻璃流经流液洞的平均速度可取5—20m/h。
(6)胸墙高度。
胸墙高度应根据窑炉容积发热强度来确定,目前容积发热强度设计值一般取60—200KW/m3(相当于50—180*103kcal/N.m3),比早期的数据已有明显下降,这说明提高了胸墙高度,而且采用质量改善的耐火材料和较好的保温效果,使窑炉热损失减少,大容积空间更有利于燃料的完全燃烧和增强其容积辐射强度,有利于提高熔制质量和降低能耗。
2.小炉设计
小炉是球窑的关键部位,小炉喷出口角度和喷出的速度对燃料燃烧和火焰形状有重要的影响。
不合理的设计会使火焰冲击胸墙和大碹,并造成不完全燃烧。
燃料在球窑内的燃烧属于扩散式燃烧,助燃空气从小炉口喷出的速度、厚度及与燃料喷出的交角、助燃空气的温度、燃油雾化的程度、油枪在小炉内的布置等因素不仅决定了火焰形状、燃料燃烧状况,而且还影响到火焰对玻璃熔池的热辐射。
目前小炉设计仍以实践经验为主,一个成功的设计者应能用燃烧理论、火焰传热理论去分析、应用和总结实践经验。
(1)小炉下倾角一般在18—35°范围内选用,燃油小炉一般选用22—25°,燃烧天然气和干气的小炉下倾角可以大些。
在实际生产行中油枪有5°左右的上仰角,在采用天然气和干气时的仰角还要更大些,其目的是让火焰与玻璃液面平行。
(2)小炉喷出口速度(或小炉出口面积),由于燃油雾化后喷入窑炉空间的燃烧过程中伴随着油雾的气化过程,因此燃料混合物喷出的速度大,气化膨胀的阻
力也大,油类燃料在窑内的停留时间一般比天然气燃料的时间长,因此燃油小炉喷出的速度可以稍低。
当改用天然气时,如果喷出速度太低,会造成燃烧不完全。
小炉喷出口速度一般参照小炉喷出口处相应温度的空气速度来进行计算比较合适。
小炉喷出的助燃空气要有一定的容积厚度,取其宽高比为2—3.5。
为了使火焰不直接冲刷胸墙,两座小炉内侧间距应不小于0.6,小炉外侧与胸墙间距不小于0.3。
燃烧器布置在小炉下面,一般为2—3只,烧嘴间距为0.4—0.5m。
采用天然气和干气燃烧时,如蓄热池宽度小于6m,燃气喷嘴最好放在小炉两侧,不然容易产生不完全燃烧。
3.蓄热室热工计算
目前对蓄热室的研究比较多,可以通过热工计算进行设计。
由于热气流在冷却过程中由上而下的流向,可以使同一截面的气流温度趋于均匀,而气体被加热时由下而上的流动又使截面间气体的温度也趋向均匀,采用立式蓄热室的气流正符合这种规则,而且具
有占地少、容易清灰的优点,被广泛采用。
蓄热室的热工计算包括蓄热室热平衡和蓄热室传热计算,二者的结果必须相符。
即热平衡中空气吸收的热量,必须在传热中实现,否则。