起重机生产工艺流程图
起重机工艺流程图
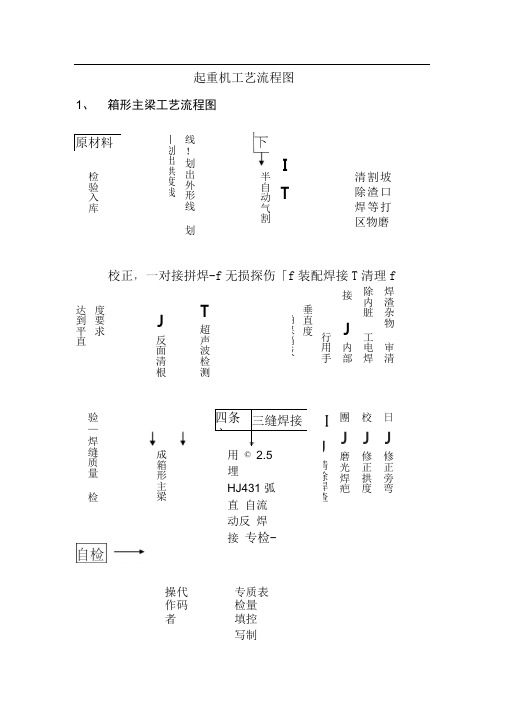
清割坡 除渣口 焊等打 区物磨起重机工艺流程图1、 箱形主梁工艺流程图I T 剪 切半自动气割线!划出外形线 划丨划出拱度线原材料检验入库校正,一对接拼焊-f 无损探伤「f 装配焊接T 清理f焊渣杂物 审清除内脏 工电焊接J 内部行用手垂直度J 确保隔板T超声波检测J反面清根度要求达到平直日J修正旁弯校J 修正拱度團J 磨光焊疤WIJ清除焊渣四条主三缝焊接 1 F用 © 2.5 埋HJ431 弧直 自流 动反 焊接 专检-成箱形主梁装配下盖板验—焊缝质量 检J内腔检验操代 专质表 作码 检量 者填控写制2、 轮组装配工艺流程图清 洗 ------- 检测 ---------- 润滑 --------- 装配 部位加润滑剂轴承等工作尺寸及公差 确认各种规格轮孔等部位 清洗轴承,轴煤油或洗涤济专 检 ------ ►待装酉己一►>打钢印操作者代码3、 小车装配工艺流程图准备一-清洗注油审最后减速箱内•加油脂轴承内、齿面尺寸及公差 !确认各件规格轴及孔等部位 —清洗轴承齿轮 煤油或洗涤济-领取各件按技术文件—场地清理入库I 噪音震动—行走机构J 起升机构手工盘动灵活性螺钉松紧度4、端梁工艺流程图连于接工艺清理* —►检验\-------装配点焊 ---►四条主缝焊接1 1清磨内每垂装成埋或除光腔组直配箱弧C02焊焊焊2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度原材料•"预处理+ —►划线校正装配点焊-------- ►划线•钻铰孑料一■清理一装配焊接一rn u两轮端面共面度两轮端面垂直度两轮轴平行度—装车轮组垂直度—校正弯板J操作者代号5、桥架工艺流程图正色道轨轨距面度J四轮着力点共Y跨度丫四轮对角线审上拱度「王梁对应截面—平行放置端梁垂直主梁Y向外平行放置主梁旁弯—水平度托架找准*整理场地清除表面余飞溅等毛刺及残磨对号标记沪—安装标记标J合格标记电动单梁起重机工艺流程图1、U型主梁工艺流程图.预处理.一划线一下料一成形原材料—涂无害漆■表面除锈审检验入库•划线f气割•焊接•装配'形成上拱度割两边裕量外形尺寸rnu:戈出U型槽后外侧清根焊先焊内侧对接缝对装接配U点型焊槽隔钢板U型槽外形-专检一内钢超U焊腔焊声型缝及缝波槽工字渣等杂物清除内腔焊加热求拱度工字钢火焰正上拱度火焰修正控制表J填写质量J清除焊渣J装斜腹板2、端梁工艺流程图形—冷压弯•剪切油锈"喷丸除检验入库审操作者代码渲—清除内腔杂物冋接后外侧清根焊先焊内侧对缝正.确保机加工量校—校正旁弯装配点焊隔板对接U型槽冈清U型槽外形3、 车轮组装配工艺流程图配一自检一滑J轴承内加油脂格尺寸及公差,确认各件规轮孔等部位 *清洗轴承轴 煤油或洗涤济待装配打钢印•一专检4、 主梁连接板装配工艺流程图焊接清理准备一装配.焊疤等打磨毛刺保四轮着力点共面确两端梁平行 装主梁与端梁垂直 丄跨度具调整整机组装用胎拆开 —►清理------ ►涂漆打钢印,一专检整机 涂 漆标识一入库。
欧式起重机生产流程
欧式起重机生产流程
欧式起重机是一种起重量大、工作范围广、效率高的起重设备,其生产流程通常包括以下几个步骤:
1. 设计和规划:根据客户的需求和要求,设计和规划欧式起重机的结构、尺寸、参数等。
2. 原材料采购:根据设计要求,采购起重机所需的原材料,如钢材、电机、减速机、电器元件等。
3. 加工和制造:对原材料进行加工和制造,包括切割、焊接、钻孔、装配等。
4. 质量检测:对加工和制造过程中的各个环节进行质量检测,确保起重机的质量符合标准。
5. 装配和调试:将各个部件进行装配,并进行调试和测试,确保起重机的各项功能正常。
6. 表面处理:对起重机进行表面处理,如喷漆、喷塑等,以提高其防腐性能和美观度。
7. 包装和运输:对起重机进行包装,并进行运输,确保其在运输过程中不受损坏。
8. 安装和调试:将起重机安装在客户指定的位置,并进行调试和测试,确保其能够正常使用。
9. 售后服务:提供售后服务,如维修、保养、培训等,以确保起重机的长期稳定运行。
以上是欧式起重机的一般生产流程,具体流程可能因不同的生产厂家和客户要求而有所不同。
起重机工艺流程

起重机工艺流程
起重机是一种用于起吊和搬运重物的机械设备,以下是起重机的一般工艺流程:
1.设计和规划:根据用户的需求和具体使用场景,进行起重
机的设计和规划。
确定起重机的吨位、起重高度、工作范围等参数,并选择适合的机型和配置。
2.制造和组装:根据设计图纸和规格,进行起重机的制造和
组装。
这包括加工和焊接起重机的主体结构、安装各个运动部件,如起升机构、行走机构和回转机构等。
3.安装和调试:将制造好的起重机安装到现场所需的位置,
并进行起重机的调试和测试。
这包括检查起重机的电气系统、液压系统和机械部件的工作情况,确保各项功能和安全装置正常运行。
4.运行和维护:一旦起重机安装和调试完成,即可投入正常
运行。
运行期间需要进行定期维护和保养,包括润滑机械部件、检查电气接线、清洁机器等。
5.操作和培训:由经过专业培训的操作人员操作起重机进行
日常工作。
操作人员需要掌握起重机的操纵技巧、安全操作规程和事故处理知识,以确保起重作业的安全性和高效性。
6.安全和质量控制:起重机使用过程中需要遵守相关安全规
定和操作规程,确保工作人员和周围环境的安全。
同时,
进行质量控制和检查,及时发现并处理起重机可能存在的
故障和质量问题。
需要注意的是,具体的起重机工艺流程可能会因起重机的类型、吨位及其他特殊要求而有所不同。
起重机工艺设计流程图

起重机工艺流程图1、箱形主梁工艺流程图原材料划线下料清理检划划半剪清割坡验出出自除渣口入拱外动切焊等打库度形气区物磨线线割校正对接拼焊无损探伤装配焊接清理达度埋反超确垂内工清焊到要弧面声保直部电除渣平求自清波隔度行焊内杂直动根检板用接脏物焊焊测手检验装配点焊四条主缝焊接清理校正内焊装成用φ2.5 清磨修修腔缝配箱埋HJ431 除光正正检质下形弧直焊焊拱旁验量盖主自流渣疤度弯板梁动反焊接自检打钢印专检待装配操代专质表作码检量者填控写制2、轮组装配工艺流程图清洗检测润滑装配煤清轮确尺轴部油洗孔认寸承位或轴等各及等加洗承部种公工润涤,位规差作滑济轴格剂自检打钢印专检待装配操作者代码3、小车装配工艺流程图准备清洗检测润滑场按领煤清轴确尺轴加最注地技取油洗及认寸承油后油清术各或轴孔各及内脂减理文件洗承等件公、速件涤齿部规差齿箱济轮位格面内装配自检空载运行检测标识入库螺手起行噪钉工升走音松盘机机震紧动构构动度灵活性原材料预处理划线下料清理校正装配点焊划线钻铰孔装配焊接接板划板确垂内工口点出上保直部焊处焊连孔弯水先接连于接位板平手接工艺度清理检验装配点焊四条主缝焊接清磨内每垂装成埋或除光腔组直配箱弧 CO2焊焊焊 2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度清理校正装配检测自检清磨校垂装两两两除光正直车轮轮轮焊焊弯度轮轴端端渣疤板组平面面行垂共度直面度度打钢印专检待装配操作者代号准备装配点焊检测修正整托水主向端平主上四跨四面道理架平梁外梁行梁拱轮度轮度轨场找度旁平垂放对度对着轨地准弯行直置应角力距放主截线点置梁面共焊接连板编号拆开清理油漆对磨毛余清号掉刺飞除标焊及溅表记疤残等面标识专检入库合安格装标标记记电动单梁起重机工艺流程图1、U型主梁工艺流程图原材料预处理划线下料成形检表涂剪冷验面无切压入除害弯库锈漆校正装配焊接划线气割U 对装先后划外气形型接配焊外出形割成槽 U 点内侧 U 尺两上外型焊侧清型寸边拱形槽隔对根槽裕度钢板接焊量缝修正装配焊接清理专检火上工加清渣内钢超 U焊焰拱字热除等腔焊声型缝修度钢求内杂及缝波槽正火拱腔物工探对焰度焊字伤接装配焊接清理自检专检待装配装磨清填控斜掉除写制腹焊焊质表板疤渣量2、端梁工艺流程图原材料预处理划线下料成形检喷油剪冷验丸锈切压入除弯库校正装配焊接清理装配U 对装先后清装装型接配焊外除封垫槽 U 点内侧内底板外型焊侧清腔板形槽隔对根杂钢板缝焊物焊接清理校正自检打钢印校确操正保作旁机者弯加代工码量通刨通镗专检待装配垫轮板轴平孔面3、车轮组装配工艺流程图清洗检测润滑装配自检煤清轮确格轴油洗孔认尺承或轴等各寸内洗承部件及加涤轴位规公油济差脂打钢印专检待装配4、主梁连接板装配工艺流程图准备装配自检焊接清理整具工装确保打焊机调跨主两四磨疤组整度梁端轮毛等装与梁着刺用端平力胎梁行点垂共直面打钢印专检拆开清理涂漆整机涂漆标识入库。
塔式起重机施工工艺

塔式起重机施工工艺第一节技术参数1.塔吊技术参数选用QTZ80(5610Fz-6)塔式起重机,最大工作幅度56m,整机各项性能技术参数如下表所示:表62.吊车技术参数2.1.主臂起重性能参数图1由材料计划表知,塔吊各部件中最重的部件为平衡臂,为6500Kg。
故根据汽车吊主臂起重性能参数表综合考虑,选择汽车吊工作半径为9m,其中中长伸臂24.80m,主臂最小仰角20°,最大仰角78°,当仰角66.33时,起重量为7100Kg,起升高度23.59m,满足安装要求。
第二节安装前准备1.对塔吊基础的验收安装前根据塔吊基础图进行验收,要求表面水平偏差小于1/1000;2.塔吊安装前的检查验收全面检查塔吊钢结构无变形、开裂、锈蚀情况,表面油漆完好,机械部完好,运行正常,钢丝绳无磨损,扭曲现象,电器部分完整、无破损、绝缘情况良好,安全防护设施齐全,各限位器灵敏可靠。
3.场地准备清除安装场地的所有障碍物,平整夯实,保证安装吊车和运输车的承载力,确保道路畅通和足够的堆放场地。
4.安装吊车的选择根据塔机的主要部件重量,结合塔机基础布置后,选用一台25 吨汽车吊,作业位置详见附件一。
第三节安装步骤1.工艺流程图图32.安装工艺技术2.1.安装塔身节2.1.1结构简述图4①塔机在起升高度为40米的独立状态下共有14节塔身节:包括1节固定基节3节加强节10节标准节,各标准节内均设有供人上下的爬梯,并设有供人休息的平台。
图5、2.1.2.吊装2个标准节图6先将2个标准节组装好(支腿固定式组装 2 个标准节 B ,底架固定式组装 1 个标准节个标准节 B 和和 1个标准节 A 、标准节 B 在下方)①将吊具挂在组装好标准节上(严禁吊水平腹杆),将其吊起,将标准节组安装到已埋好在固定基础上的基节上(或底架的基节上),用 12 件 10.9 级高强度螺栓连接牢靠。
(塔身上有踏步的一面应位于准备安装平衡臂的下方)。
起重机工艺流程图

起重机工艺流程图1、箱形主梁工艺流程图检划划半剪清割坡验出出自除渣口入拱外动切焊等打库度形气区物磨线线割达度埋反超确垂内工清焊到要弧面声保直部电除渣平求自清波隔度行焊内杂直动根检板用接脏物焊焊测手内焊装成清磨修修腔缝配箱埋HJ431 除光正正检质下形弧直焊焊拱旁验量盖主自流渣疤度弯板梁动反焊接操代专质表作码检量者填控写制2、轮组装配工艺流程图煤清轮确尺轴部油洗孔认寸承位或轴等各及等加洗承部种公工润涤,位规差作滑济轴格剂3、场按领煤清轴确尺轴加最注地技取油洗及认寸承油后油清术各或轴孔各及内脂减理文件洗承等件公、速件涤齿部规差齿箱济轮位格面内螺手起行噪钉工升走音松盘机机震紧动构构动度灵活性4、端梁工艺流程图接板划板确垂内工口点出上保直部焊处焊连孔弯水先接连于接位板平手接工艺度清磨内每垂装成埋或除光腔组直配箱弧 CO2焊焊焊 2. 度下形自气渣疤缝件平盖端动保质弯行板梁焊焊量板度清磨校垂装两两两除光正直车轮轮轮焊焊弯度轮轴端端渣疤板组平面面行垂共度直面度度操作者代号5、桥架工艺流程图整托水主向端平主上四跨四面道理架平梁外梁行梁拱轮度轮度轨场找度旁平垂放对度对着轨地准弯行直置应角力距放主截线点置梁面共磨毛号掉刺飞除标焊及溅表记疤残等面合安格装标标记记电动单梁起重机工艺流程图1、U型主梁工艺流程图检表涂剪冷验面无切压入除害弯库锈漆U 对装先后划外气形型接配焊外出形割成槽 U 点内侧 U 尺两上外型焊侧清型寸边拱形槽隔对根槽裕度钢板接焊量缝清超 U焊焰拱字热除等腔焊声型缝修度钢求内杂及缝波槽正火拱腔物工探对焰度焊字伤接装磨清填控斜掉除写制腹焊焊质表板疤渣量2、端梁工艺流程图检喷油剪冷验丸锈切压入除弯库U 对装先后清装装型接配焊外除封垫槽 U 点内侧内底板外型焊侧清腔板形槽隔对根杂钢板缝焊物校操正保作旁机者弯加代工码量轮轴平孔面3、车轮组装配工艺流程图确格轴油洗孔认尺承或轴等各寸内洗承部件及加涤轴位规公油济差脂4、主梁连接板装配工艺流程图打焊机调磨疤组整度梁端轮毛等装与梁着刺用端平力胎梁行点垂共直面整涂漆(学习的目的是增长知识,提高能力,相信一分耕耘一分收获,努力就一定可以获得应有的回报)。
大型货车起重机加工工艺流程介绍

大型货车起重机加工工艺流程大型货车起重机的制造过程主要分为五个环节,第一环:材料的申购;第二环节:下料环节;第三环节:过程制造;第四环节:装配;第五环节:调试试验。
第一环节:材料申购技术资料准备:1、原辅材料目录清单2、产品图纸的完整性确认要因控制:控制的依据是产品图纸和原辅材料目录清单1、落实仓库板材及型材的储备情况,保证投料的顺利进行。
实际上,此项内容是必须提前做的,目前的主要手段是:由仓库保证安全库存。
2.落实其他外购件的申购:如液压件、油缸、回转马达、回转支撑、回转接头、高强螺栓等是否满足本生产批次的需要。
掌握外购件回厂的日期。
此两项内容一般应在生产任务单下达后的一个工作日内完成。
第二环节:下料环节包括数控下料、半自动下料、型材下料、板料调平、折弯。
技术资料准备:数控下料清单、型材下料清单、折弯件清单、焊前机加工清单、装配件机加工清单、折弯件清单;各项清单所对应的工艺图纸。
要因控制:控制的依据是本工序的工艺清单及工艺图纸。
1.工序执行的完整性,及时性。
下料是否下够,折弯件是否齐备,工件标示是否一目了然等。
2.工序产品的质量情况本工序的产品有否不合格品、报废品等异常品。
如有异常品根据质检或技术意见及时纠错补充;或者主动找质检部门和技术部门了解。
3.工序半成品的及时分流,并掌握工件分流去向。
①、下好的板料分流至拼装、调平、折弯等下道工序②、型材分流至机加工的焊前加工、装配件加工等。
4.强调员工的质量意识,重视自检、首检,避免批量性出错。
观点:员工按部就班稳打稳扎的工作效果总体上远远比盲目抢进度,事后返工要好得多,在好和快不可兼得时,先好后快。
急应该急在工作的部署上,安排上,避免仓惶应战。
第三环节:过程制造主要是结构件铆焊、机加工、喷砂、油漆等工序技术资料的确认:结构件图,机加工图,结构件清单明细要因控制:结构件的构成和工艺步骤,熟悉支腿、底座、中柱、转臂、基本臂、伸缩臂的结构构成和工艺步骤及其它通用附件(油箱、附加腿、座椅。
起重机生产流程图
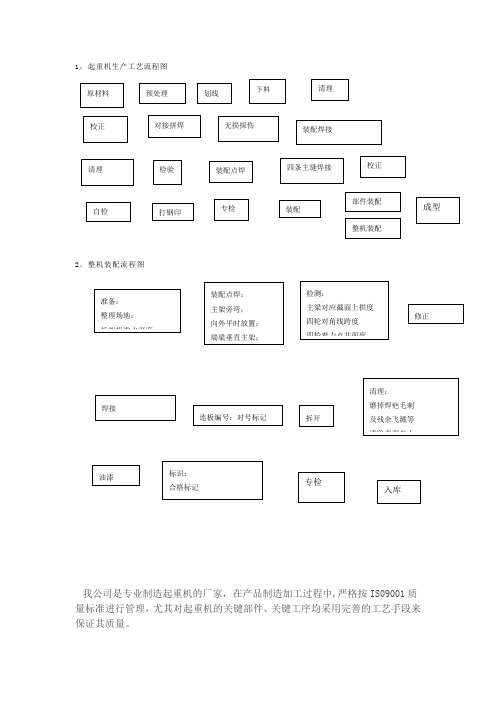
1。
起重机生产工艺流程图2。
整机装配流程图我公司是专业制造起重机的厂家,在产品制造加工过程中,严格按IS09001质量标准进行管理,尤其对起重机的关键部件、关键工序均采用完善的工艺手段来保证其质量。
一、板材及型材的预处理为保证金属结构的防腐和增强油漆的附着力,所有板材和型材在下料前均在我厂自备的预处理设备上进行抛丸预处理,除锈等级达到GB8923标准规定的Sa2。
5级,除锈后立即双面喷涂底漆予以保护,然后才转入下料工序.二、起重机金属结构(桥架的加工)1、主梁、端梁等主要受力结构件采用GB/T1591—94S标准中Q235—B碳素结构钢板制造,次要受力件和非受力构件如走台、罩子等零部件采用Q235-A钢材制造,桥架中所采用的材料均需具有炉号、批号、材料化学成份、机械性能的试验报告及出厂合格证书,材料到厂后由质检部门取样进行理化复检,合格的材料方可投入车间进行产品制造.2、腹板及上盖板的下料采用微机控制的大型火焰数控切割机双枪一次切割,可根据不同跨度工况条件割出二次曲线,四次曲线及二、四线的迭加曲线,有效地保证了起重机的预制拱度,使预制拱度与起重机上拱曲线相吻合,此预拱度值根据主梁制造工艺过程中每一道工序进行严格控制。
3、主梁的焊接有焊接和拼装工艺,通过焊接顺序的合理安排减少起重机的焊接变形。
4、主梁腹板和上、下盖板的对接焊接缝均采用埋弧自动焊,主梁和端梁的纵向焊缝采用微机控制的二氧化碳气体自动保护焊,焊后进行100%探伤。
5、焊接完成后,进行时效处理清除焊接应力。
注:我厂起重机主梁焊接工艺获得河南省技术进步一等奖。
三、桥架组装焊接1、主梁、端梁组装焊接:将验收合格的两根主梁摆放在垫架上,以主梁的上盖板中心线为基准点,按技术要求调整各部分尺寸。
为使桥架安装车轮后能正常运行、组装时将四组弯板采用水平仪测量调在同一平面内。
并以水平面为组装调整门架各部的基准,达到要求后才能焊接.2、桥架组装对接的立焊缝在大型的翻转工装上焊接,将立焊缝全部改为平焊,确保了焊接质量.3、主梁、端梁、小车架等结构件均在厂房内制造、组装、检验,确保不受环境温度、日照变形的影响,尺寸精度受到严格的控制.主梁、端梁、小车架都是在专用铸造平台上制造,从而保证有效地控制尺寸和变形。